圆盘剪前带钢跑偏原因分析及纠偏装置改造
2016-06-27周丽
周 丽
(涟源钢铁集团有限公司冷轧板厂,湖南417009)
圆盘剪前带钢跑偏原因分析及纠偏装置改造
周丽
(涟源钢铁集团有限公司冷轧板厂,湖南417009)
摘要:针对涟钢冷轧板厂重卷机组圆盘剪前带钢跑偏问题进行原因分析,并对纠偏装置进行改造,解决了带钢跑偏的问题。
关键词:带钢跑偏;纠偏装置;纠偏辊毛化处理
涟钢冷轧板厂重卷机组设计速度460 m/min,在生产较厚钢板(1.2 mm以上)且速度大于200 m/min时,圆盘剪切边出现跑偏问题,导致不能正常切边,严重影响了产品质量,同时纠偏辊使用寿命为两个月左右。近年来机组的切边量大幅增加,由于存在跑偏问题,不仅影响了带钢质量,而且严重影响了机组的稳定运行性。甚至会损坏机组设备。
1原因分析
圆盘剪前面为一套EMG纠偏装置,结构如图1所示。
纠偏装置工作原理:纠偏框架上安装有纠偏辊和纠偏夹送辊,当EMG检测装置检测到带钢偏离量时,将指令下达到纠偏控制系统,通过伺服系统控制油缸动作,驱动纠偏框架动作,由纠偏辊和纠偏夹送辊带动带钢移动达到纠偏效果。
在生产过程中,当生产带钢为薄规格(1.2 mm以下)且最高速度达到460 m/min时,基本上未出现跑偏现象;当生产带钢为厚规格时(1.2 mm以上)且速度超过200 m/min时,会出现偏跑现象,而且钢板愈厚,速度愈快,跑偏现象愈严重。同时,当纠偏辊使用两个月左右时,纠偏辊(聚氨酯表面)表面粗糙度由3.0 μm~3.5 μm降至1.5 μm左右,此时即使高速生产薄规格带钢也会出现跑偏现象,因此需要更换纠偏辊。
通过现场跟踪发现,当带钢出现偏离时,纠偏控制系统会给伺服系统发出指令驱动油缸动作,纠偏框架跟着动作,纠偏辊和纠偏夹送辊跟着动作,当带钢较厚且在高速生产时,带钢并没有完全跟着纠偏辊及纠偏夹送辊动作,产生了跑偏。
辊子的作用力会使钢带产生偏移趋势,但实际上是否跑偏还要看使钢带走偏的侧向力是否大于辊子表面与钢带之间的摩擦力。当辊子的表面粗糙度加大时,辊子与钢带之间的摩擦系数加大,当钢带在辊子表面的包角加大或钢带的张力加大时,使钢带与辊子之间的正压力加大,从而使钢带与辊子表面的摩擦力加大,因此会抑制钢带在辊子表面滑动而产生侧向移动跑偏。相反,若辊子表面经长期使用而磨损得非常光滑,或钢带表面有水,会使钢带与辊子之间的摩擦系数减小;若钢带在辊子表面的包角较小,钢带的张力较小等,会使钢带与辊子之间的正压力减小,从而使钢带与辊子之间的摩擦力减小,当有一定的侧向跑偏分力时,会使钢带的跑偏现象加大。
跑偏原因主要是带钢与辊子之间的摩擦力不够,而导致带钢不能随辊子一起动作,带钢运行至圆盘剪时出现跑偏现象。带钢张力示意图如图2所示。
辊子依靠辊面与带材的摩擦传递张力,传递的张力值为:F2=F1efα,f是带材与辊面间的摩擦系数,α是带钢与辊子上包角的总和。F2与F1、f和α有关,当F1、f和α越大,F2也越大。
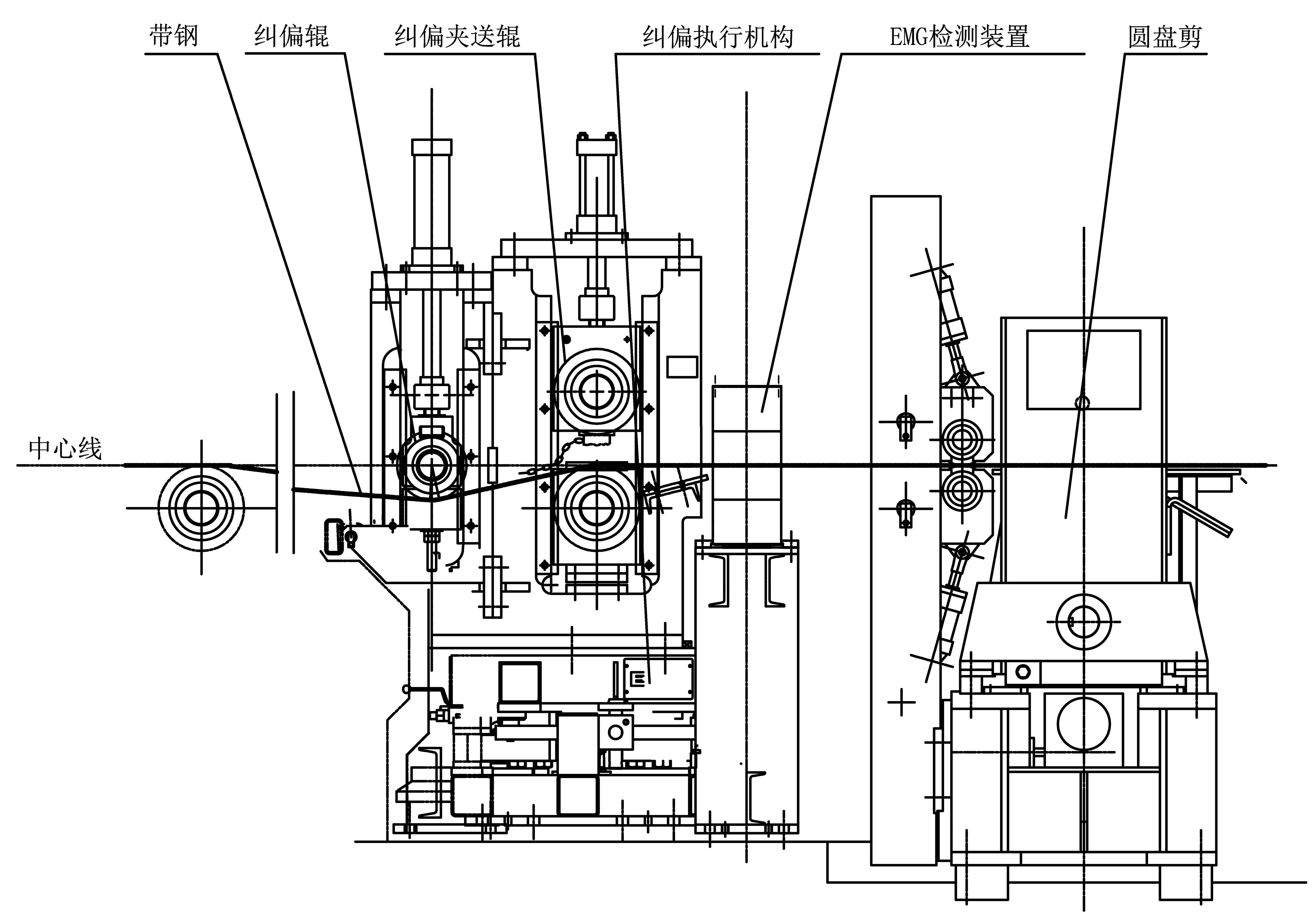
图1 圆盘剪纠偏装置结构图
对于普通包胶辊而言,f=0.18~0.28(橡胶磨光后,f降低50%),这就是纠偏辊更换两个月左右后表面粗糙度下降易出现跑偏的原因。
2解决措施
根据以上分析,为了解决跑偏问题,在现场作了相应改造工作:
(1)通过修改工艺参数,提高开卷机和卷取机的张力增大F1,如生产1.2 mm的钢板,将开卷机张力值由16 MN增大到20 MN时,卷取机张力值由20 MN增大到26 MN时,生产速度可由150 m/min提升到300 m/min。提高开卷机和卷取机的张力有利于防止带钢的跑偏,但由于受到设备限制及产品质量要求的限制,张力不能提升太大。
(2)增大带钢与辊子包角α。根据现场实际情况,在前夹送辊轴承座下和纠偏下夹送辊下增加15 mm厚钢板以使增大包角α。增加垫片,跑偏问题有所好转,但仍然存在。
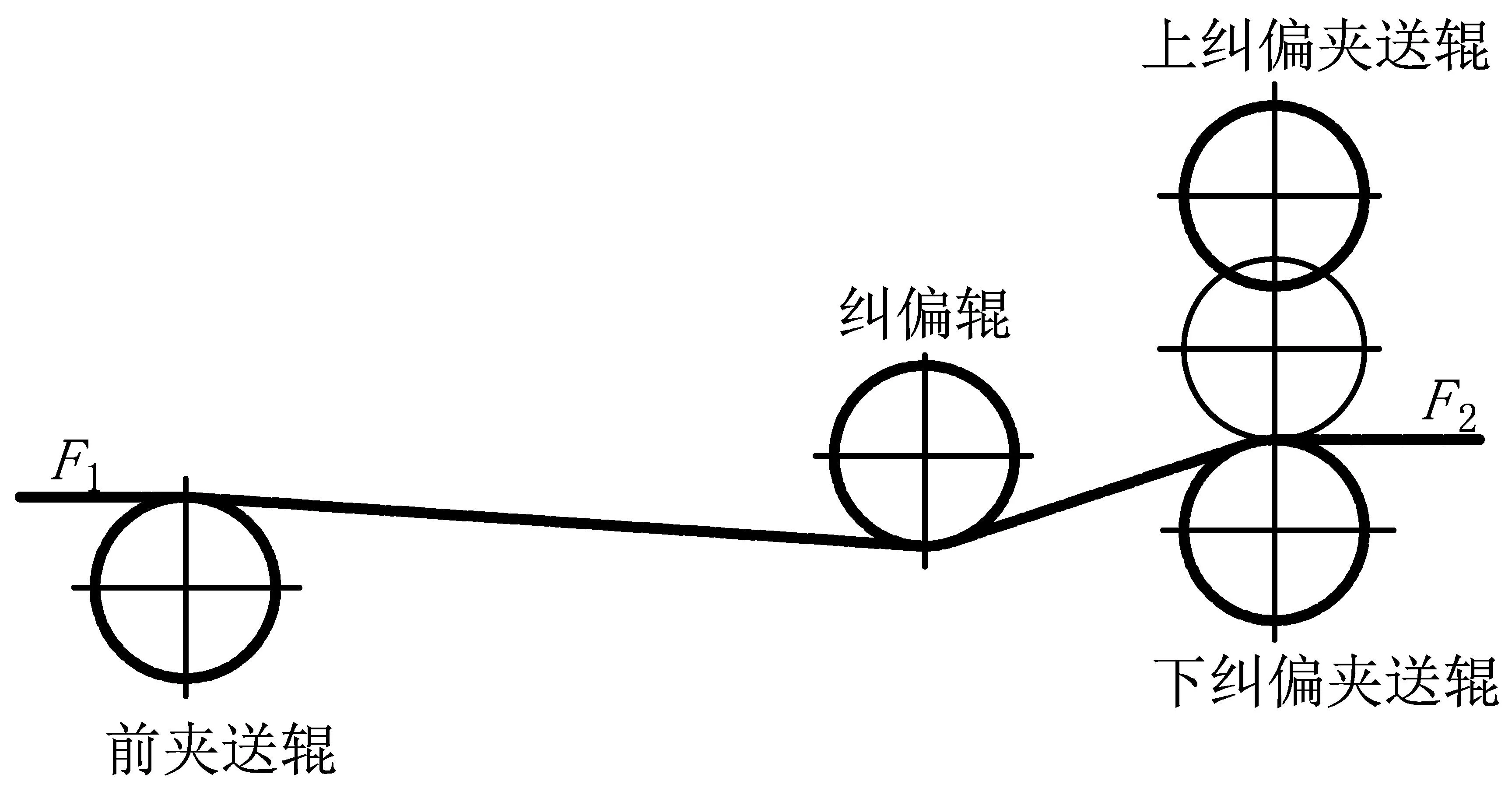
图2 带钢张力示意图
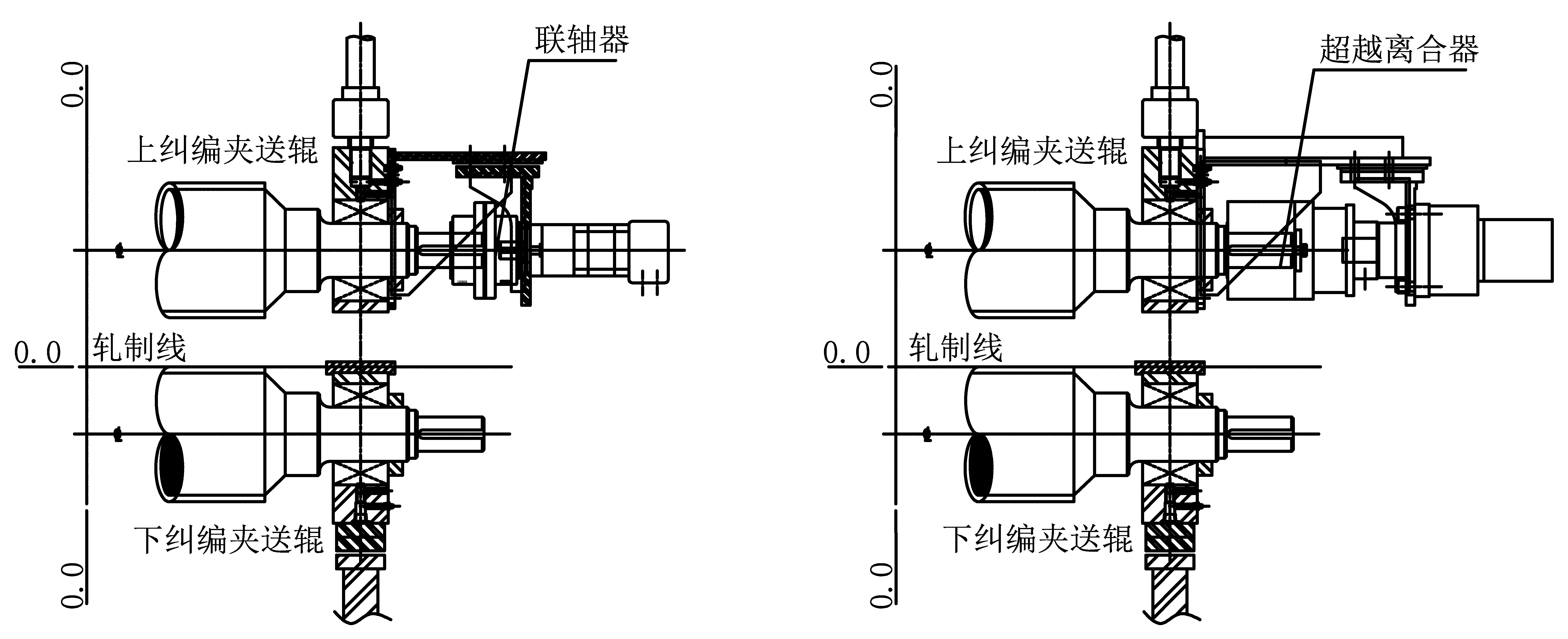
(a)改造前 (b) 改造后

(a)毛化前 (b)毛化后
(3)改变纠偏夹送辊的工作方式。原纠偏夹送辊为上辊直接由液压马达驱动,穿带时纠偏夹送辊用于送带,正常工作时,纠偏夹送辊打开。正常工作时,将纠偏夹送辊夹紧带钢,增加带钢与纠偏夹送辊之间的摩擦力,大大提高了纠偏能力。同时在纠偏夹送辊上辊与液压马达之间增加一超载离合器,在低速时纠偏夹送辊通过超载离合器送带,高速时超载离合器打开,纠偏夹送辊夹紧带钢通行,防止速度不匹配,有效保护液压传动设备。纠偏夹送辊传动改造图如图3所示。
(4)将纠偏辊由普通聚氨酯辊改为毛化聚氨酯辊,辊子表面粗糙度由3.0 μm~3.5 μm提高到0.5 mm左右,f相应增大。将纠偏辊进行毛化处理后,基本解决了跑偏问题,目前对于厚规格包括2.5 mm的钢板均能达到460 m/min的生产速度。纠偏辊毛化前后辊面如图4所示。
3改造效果
改造后,彻底解决了重卷机组圆盘剪前带钢跑偏的问题。目前切边生产时,所有钢种均可达到最高速度460 m/min,纠偏辊的使用周期由两个月提升到一年以上,降低了带钢废品率,提高了产品成材率,有效保护了机组设备。
参考文献
[1]北京科技大学. 邹家祥主编. 轧钢机械(修订版):冶金工业出版社,1992.
[2]陈勇,李天石. 带钢的纠偏控制[J]. 机床与液压,2003(6):190-191.
[3]戴宝泉,胡国平,陈仕华,徐德义. 带钢运动过程中对中纠偏原理研究与应用[J]. 冶金设备, 2010 (2) : 21-24.
编辑陈秀娟
Cause Analysis of the Strip Deviation before the Side Trimmer and Modification of Steering Unit
Zhou Li
Abstract:The reasons have been analyzed for the strip deviation before the side trimmer on recoiling line in Lianyuan Steel Cold Rolling Plant, and the steering unit has been modified to solve the problem of strip deviation.
Key words:strip deviation; steering unit; steering rolls texturing treatment
收稿日期:2015—11—24
作者简介:周丽(1978—),女,工程师,主要从事设备管理维护工作。电话:13973899634,E-mail :57075534@qq.com
中图分类号:TG333.2+1
文献标志码:B