薄壁卡环校形模具设计
2016-06-21郭银芳武汉华夏精冲技术有限公司
文/郭银芳·武汉华夏精冲技术有限公司
薄壁卡环校形模具设计
文/郭银芳·武汉华夏精冲技术有限公司
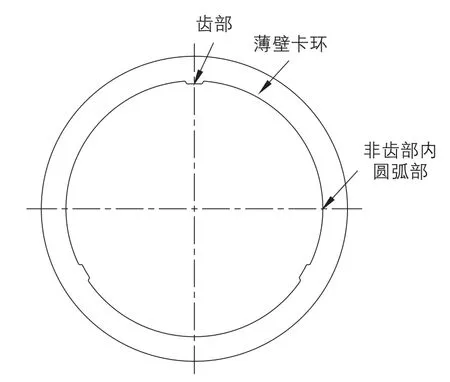
图1 零件结构图
薄壁卡环(图1)为一种汽车零部件,其内圈带有同心的三个均匀分布的齿部和非齿部圆弧,外圈为圆形、壁薄,需进行碳氮共渗淬火热处理。由于其在使用过程中主要靠内圈齿部定位,因此对内圈齿根圆直径有很严格的要求,而其他尺寸公差范围较大。然而,对薄壁卡环进行碳氮共渗淬火热处理后,会产生变形而导致齿根圆直径超差。现有的对齿根圆直径小的零件可在热处理后增加挤孔或磨内孔工序,而齿根圆直径大的零件只能报废处理。如果采用先渗碳空冷后利用控制变形工装淬火,则零件热处理硬度和质量稳定性难保证。为了解决这一难题,满足批量生产需求,我们设计出一副校形模具,旨在方便对齿部尺寸超差的薄壁卡环进行校形,不仅提高生产效率,而且也降低了成本。
模具结构
校形模具结构如图2所示,包括有上模板、下模板、第一定位孔、第二定位孔、螺钉、销钉、第一挤孔凸模、第二挤孔凸模、第一定位钉、第二定位钉、导柱导套装置、外环定位装置等。
上模板和下模板相对设置,二者通过两滚动导柱组件进行定位,导柱直径φ25mm,保证上、下模板之间的导向精度。第一挤孔凸模或第二挤孔凸模固定于上模板上以对薄壁卡环进行挤压校形, 第一定位钉或第二定位钉固定于下模板上以对薄壁卡环进行定位,外环定位装置安装于下模板上,且安装位置可调整。第一挤孔凸模和第二挤孔凸模均通过螺钉加销钉固定于上模板上。第一挤孔凸模和第二挤孔凸模上均设有螺纹孔和销钉孔。
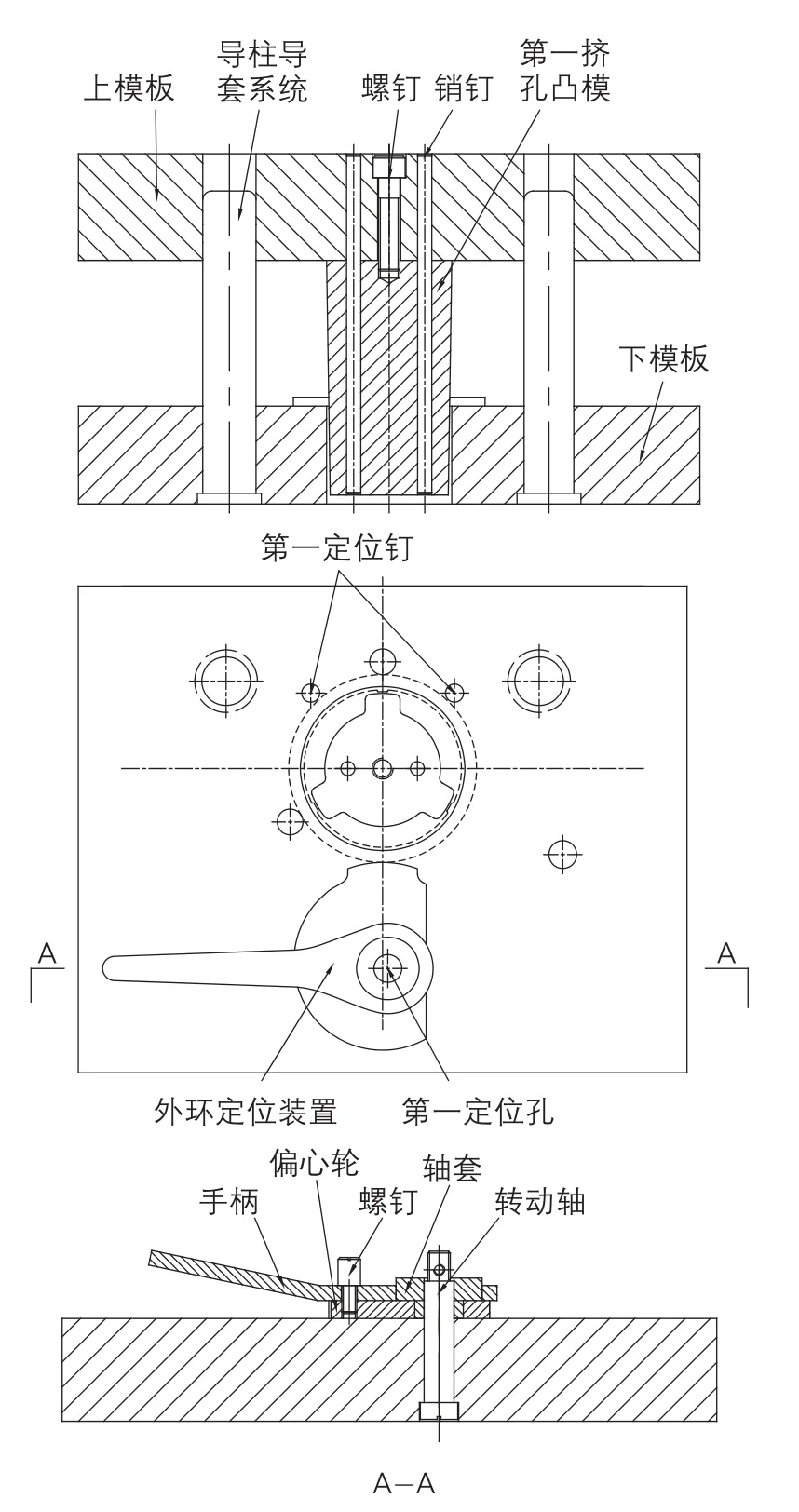
图2 校形模具结构图
外环定位装置包括偏心轮、手柄、转动轴以及轴套,偏心轮可转动。转动轴固定于下模板上,轴套设于转动轴上,偏心轮套设于轴套上且与其固定连接,手柄通过紧固件(螺钉)与偏心轮固定连接。
设计要点
校形模具中的上、下模板选用45号钢,第一挤孔凸模和第二挤孔凸模选用Cr12MoV合金钢,热处理硬度至56~60HRC。
第一挤孔凸模(图3)的第一挤压部数量与薄壁卡环的齿部数量相等,为三个;第二挤孔凸模(图4)包括三个用于对薄壁卡环的齿部进行限位的限位部和三个用于对薄壁卡环的非齿部内圆弧部进行挤压的第二挤压部。
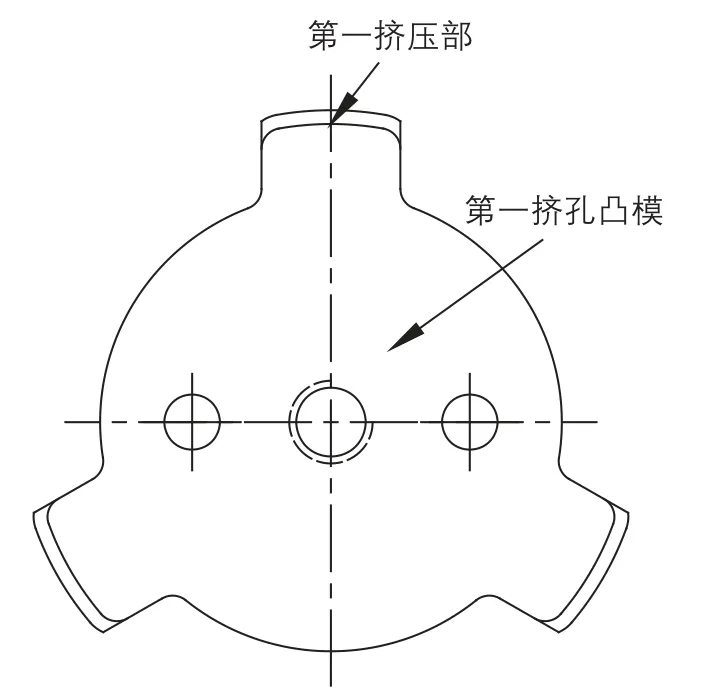
图3 第一挤孔凸模结构图
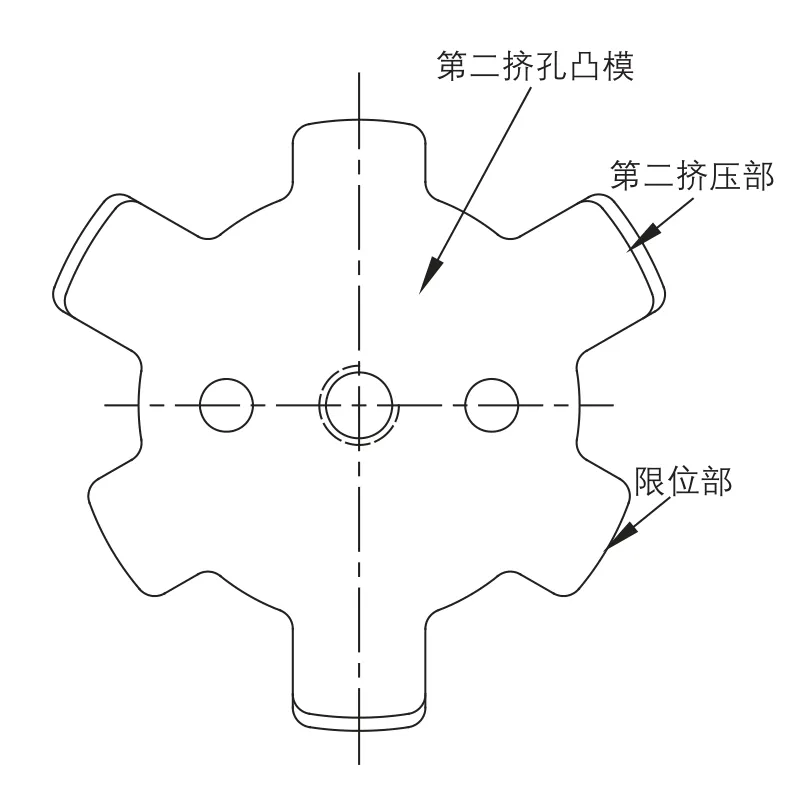
图4 第二挤孔凸模结构图
第一挤压部和第二挤压部都设计为上宽下窄结构以对薄壁卡环的齿部或非齿部进行导向挤压(方便第一挤孔凸模和第二挤孔凸模穿过薄壁卡环)。第二挤孔凸模中的三个限位部的外缘组成的圆其直径取值为薄壁卡环的齿根圆直径最小值,以避免挤压时薄壁卡环齿根圆减小到合格范围以下。
通过设置手柄,方便用户转动偏心轮以对薄壁卡环进行定位。下模板上设置有两个定位孔(分别为第一定位孔和第二定位孔,用于安装转动轴),以及设置第一定位钉或第二定位钉,第一定位钉和第二定位钉均可拆卸,根据不同尺寸的薄壁卡环来灵活选用不同的定位钉,避免定位钉和偏心轮阻挡变形。
工作过程
使用通止规分检薄壁卡环的齿根圆直径,将其筛分为薄壁卡环的齿根圆直径偏大和偏小两类。通止规的设计原理参照光滑极限量规设计标准GB/T 1957-2006,材料选择Cr12MoV合金钢,热处理到56~60HRC。
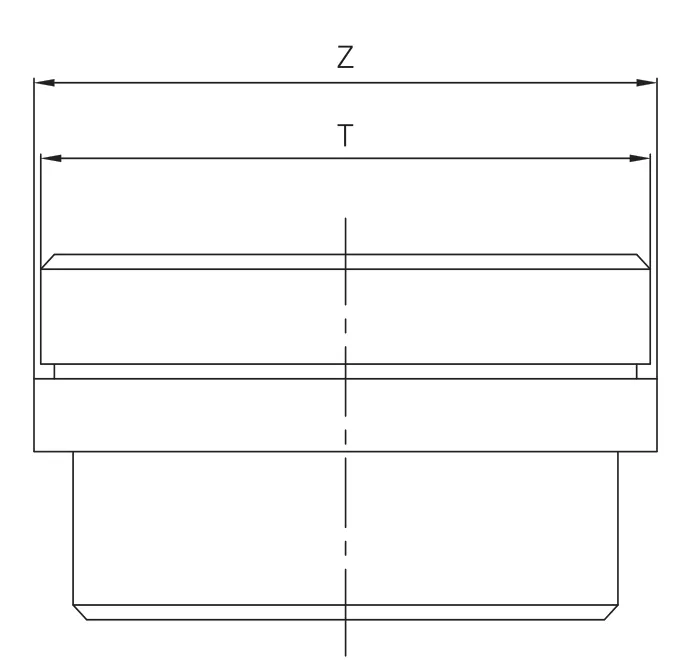
图5 通止规结构图
通止规的结构参照图5,对碳氮共渗热处理后的薄壁卡环分检齿根圆直径,通止规包括有通端直径T和止端直径Z,T和Z分别为薄壁卡环的齿根圆直径允许的最小值和最大值。当薄壁卡环的齿部能通过通止规通端,但止端不能通过的,视为合格零件,转终检即可;当薄壁卡环的齿部不能通过通止规通端的,视为齿根圆直径小的不合格零件;当薄壁卡环的齿部能通过通止规通端,也能通过止端的,视为齿根圆直径大的不合格零件。
当薄壁卡环的齿根圆直径小于标准直径下限时,在校形模具上安装第一定位钉和第一挤孔凸模,外环定位装置安装于下模板的第一定位孔上,见图1。将薄壁卡环放置于下模板上并通过第一定位钉对其进行定位,具体为将薄壁卡环的一个齿部放置于两个第一定位钉之间,转动偏心轮使其顶紧于薄壁卡环的非齿部外圆弧部。上模板向下运动带动第一挤孔凸模向下运动,第一挤压部与薄壁卡环的齿部接触,通过三个第一挤压部对薄壁卡环的齿部进行挤压,使其齿根圆直径胀大到标准直径范围内。
当薄壁卡环的齿根圆直径大于标准直径上限时,在校形模具上安装第二定位钉和第二挤孔凸模,外环定位装置安装于下模板的第二定位孔上,如图6。将薄壁卡环放置于下模板上并通过第二定位钉对其进行定位后(薄壁卡环的放置角度需保证第二挤孔凸模向下运动时其三个限位部能与薄壁卡环的齿部一一相对设置),转动偏心轮使其顶紧于薄壁卡环的齿部外圆弧部,上模板向下运动带动第二挤孔凸模向下运动,第二挤压部与薄壁卡环的非齿部内圆弧部接触,通过三个第二挤压部对薄壁卡环的非齿部内圆弧部进行挤压,使其非齿部内圆弧部向外局部胀大的同时引起齿部向圆心收缩,以减小齿根圆直径到标准直径范围内,在挤压的过程中,使每一限位部的外环侧与薄壁卡环的齿部接触,通过限位部防止对薄壁卡环的挤压过小使其齿根圆直径偏小。
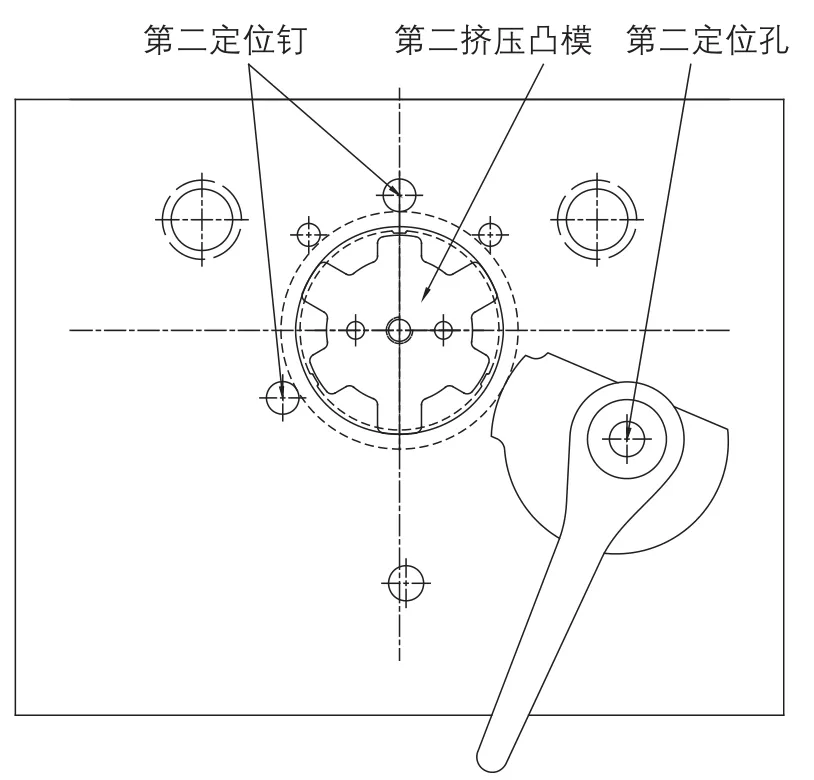
图6 薄壁卡环的齿根圆直径大于标准直径上限校形装卡示意图
对校形后的薄壁卡环进行自然时效处理,放置一天时间,得到尺寸稳定的薄壁卡环。
结束语
应用本校形模具,对碳氮共渗淬火变形后的齿根圆直径偏大和偏小的薄壁卡环通过局部挤压的方法校形得到合格的零件,避免了因齿根圆直径大需报废处理的情况,提高了产品合格率,其校形方便,适合批量生产。