长轴类锻件的工艺节材
2016-06-21陆长青田兴平王悦凯第一拖拉机股份有限公司锻造厂
文/陆长青,田兴平,王悦凯·第一拖拉机股份有限公司锻造厂
长轴类锻件的工艺节材
文/陆长青,田兴平,王悦凯·第一拖拉机股份有限公司锻造厂
大多锻件的材料成本占到总成本的50%左右,提高锻件坯料的成形利用率一直是锻造成形工艺研究的重要内容,是降低工艺成本最为有效的途径之一,也是工艺优化和改进的重要目标。大部分长轴类锻件需要通过制坯工步改变原毛坯的形状,沿轴向合理分配坯料,以适应锻件横截面面积变化和形状变化的要求,使模锻时金属能较好地充满模膛,避免产生成形缺陷,提高材料利用率,降低成形力,提高模具寿命等。工艺方案、材料规格的确定和中间坯的设计对长轴类锻件的工艺节材尤为重要。
计算毛坯法则的逆向思考
中间毛坯是依计算毛坯法则来设计的。计算毛坯是根据长轴类锻件在模锻模膛变形时金属主要沿高度和宽度方向流动且沿长度方向流动很少的变形特点,基于轴向变形很小的平面变形假设进行计算,并对相邻近距离的横截面突变处进行修正,所得的具有圆形截面的毛坯,其长度与锻件相等,横截面积等于相应的锻件横截面积与飞边横截面积之和。计算毛坯法则的基础为假定轴向变形很小,横截面的变形被认为近似平面变形,在实际应用中锻件通常能较好成形,也会形成相对较为均匀的飞边。既然计算毛坯法则的基础是依长轴类锻件变形特点而假定了一种条件,假定轴向变形很小,那么我们进行逆向思考,有没有轴向变形较大的情况?什么情况下会形成较大的轴向变形?若形成较大的轴向变形时锻件是否能较好成形?这种较大的轴向变形能否被加以利用,以优化中间毛坯和成形工艺,来降低锻件的制造成本呢?
常规工艺示例
图1为连接杆锻件和中间坯。原工艺为自由锻制坯,在考虑各种工艺因素的情况下,如杆部火耗、欠压、弯曲、终锻定位偏差、模具磨损和杆部长约260mm的12号凸字标识成形等,中间坯杆部设计为φ85mm。图2为该中间毛坯在13t模锻锤锻打成形后的飞边,飞边整体外形较为均匀,但对易于成形的杆部来说,该部位飞边明显偏大,材料利用率偏低,可通过提高杆部的坯料成形利用率来提高整体坯料的成形利用率。

图1 锻件和中间毛坯图

图2 锻件飞边
工艺改进分析
杆体成形定性分析
为了降低能耗和提高效率,中间坯制坯由φ150mm的圆棒料整体加热的自由锻方式,改为细棒料两端头局部加热的平锻机制坯方式。按毛坯计算法则,加入飞边、火耗、模具磨损量后,选用国标料为φ85mm,仍与原工艺中间坯直径相同,为了提高锻件杆部坯料的成形利用率,需采用比φ85mm更小的料,如选用国标料为φ80mm或φ75mm。如以杆部为φ80mm的中间毛坯成形杆部为φ80mm的锻件且锻件杆部形成适当的飞边,无充填缺陷,杆部长260mm的12号凸字标识在形成适当飞边的阻力下能清晰成形。那么杆部形成飞边的金属从哪里来?前面提到了计算毛坯法则的逆向思考,如果轴向变形能提供杆部形成飞边的金属,那么采用φ80mm规格棒料的平锻制坯工艺或综合优化的其他制坯方式如辊锻或楔横轧制坯等就都会成为可能。为此对工艺进行了定性分析,通过对不同成形部位变形的先后和变形的程度、坯料富足区料的流动趋势、坯料杆部成形过程中存在回归校正等的定性分析,认为在原中间坯的基础上直接将中间坯杆部直径由φ85mm改为φ80mm具有很大的可能性。
成形的定量仿真分析
为了验证利用轴向变形的可行性,借助于虚拟成形软件对其进行工艺成形仿真分析。将图1所示中间毛坯的杆体直径由φ85mm改为φ80mm,仿真分析结果如图3所示。

图3 连接杆中间毛坯杆体直径为80mm的仿真分析结果
工艺实践
图4 为工艺优化后锻打成形的锻件和毛边,凸字标识清晰,材料的利用率有了明显的提高,模锻成形由原锤击10~11次,降到了5~6次,锻件成形的锻靠力和锻打所需的能量明显降低,生产效率有了明显的提高。

图4 锻件及飞边
半闭式模锻工艺与增大轴向变形的应用
半闭式工艺结构形式
长轴类锻件常用的半闭式的结构形式如图5所示。此类结构是针对复杂结构的锻件难以实现小飞边半闭式工艺,需排出较多的金属,同时又需增大局部挤压成形的能力,或出于节约材料的需求。在侧向缝隙分流器的小飞边半闭式结构基础上,加大了侧向缝隙的同时又具有开式的仓部结构,以便容纳更多的金属。这种复合结构形式的模锻工艺具有开式与闭式的双重优点,且具有广泛的适应性,相对开式结构具有提前形成金属外排阻力及明显增大金属外排阻力的特点,因而带来了明显的节材效果和提高模锻过程中坯料的填充性能,相对开式模锻工艺节材5%~15%。
常规应用
图6 为某曲轴模具的三维模型,曲柄轴向左右两侧采用半闭式结构,前后端因材料富足,采用开式结构以便于排出大量多余金属。图7为某曲轴锻后的飞边,采用半闭式结构后,曲柄轴向左右两侧的飞边相对开式模锻的飞边明显减小,材料直径规格从140mm减为135mm,用料减少5.6kg,材料的成形利用率提高了7%。

图5 半闭式模锻结构
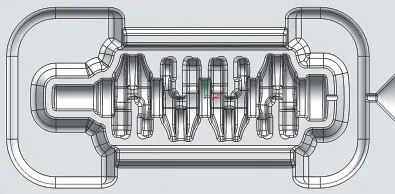
图6 曲轴半闭式模锻结构

图7 曲轴半闭式模锻工艺形成的飞边
某些曲轴具有明显细长的前端,如图8所示。在曲轴模锻成形中此部位坯料成形利用率明显偏低,即使此部位采用辊锻制坯,因受两道次缩减率的限制和受横截面面积突变的过渡及确保第一曲柄平衡块的正常充满因素所限,模锻后仍形成宽大、厚重的飞边。

图8 具有较长前端的曲轴
曲轴前端用料状态如图9所示,因坯料横截面面积明显大于曲轴前端横截面面积,且形状简单,易于成形,材料富足,此部位常规工艺采用开式结构,并选用减少金属外排阻力的桥部参数。同时因材料富足,为相对节约材料,长度比锻件略短,见图9中标注的ls,通常ls取值约为(ds-df)/3左右。为了进一步节材,能否尝试ls取更大数值呢?

图9 曲轴前端的用料状态
图10 a为某曲轴前端的开式成形,且为ls取正常值时的成形状态,成形良好。图10b为增大ls后的成形状态,平衡块的飞边明显减小,影响了第一平衡块的充满成形,同时还产生了前端端面折叠。究其原因是由于当金属流动接近端头模壁时,端面产生明显凹陷,近分模面部位产生贴合模壁的尖角形状,当尖角部分接触到型槽末端时,沿根部工艺圆角回圈形成折叠,因坯料上下模部分流动的差异性,产生部位一般位于下模部分。在模锻锤上生产时,由于锤的高速打击和存在很大流动惯性的特点,此现象更为明显。

图10 ls取值对成形状态的影响
增大轴向变形的工艺分析
能否以增加金属外排阻力的方式来成形曲轴前端呢?增大前端左右两侧金属外排阻力后,左右两侧富足的金属在横截面方向外排减少,会促使多余的金属向前端轴向流动变形,通过这种方式能否使ls进一步增大来减小前端的用料呢?会不会影响第一平衡块的充满成形?前端端面是否会产生折叠缺陷?模拟结果表明,采用半闭式结构和增大轴向变形的方式,在明显节材的同时,第一曲柄的成形情况也有明显的提升。仅此部位就节材6.3kg,较长前轴端的曲轴或类似结构的锻件,如一端或两端具细长杆部结构的长轴类锻件会有更明显的节材效果。但是否会产生前端面折叠呢?通过进一步的成形分析发现,成形过程中坯料端面会出现中间凹陷,但此部位对应桥部开口部位,完全成形后锻件本体不会形成折叠,能很好地成形。
新的工艺思维方式带来的影响
在实际生产中,发现许多工艺是完全遵循毛坯计算法则而设计的。如一些阶梯轴是依阶梯轴最大直径选料,按最大直径加相应火耗和毛边选择原材料规格,当阶梯轴最大直径处的长度与直径比值较大时,会理所当然;当最大直径处长度与直径比值并不大时,也有这么做的。当横截面变化较大时,因截面突变处坯料需平滑过渡,同时需避免锻件截面突变拐角处产生折叠缺陷,以及长度方向制坯偏差的补偿和某些部位制坯的经济性考虑,会多处存在坯料富足区域,通常材料成形利用率不高。在新的工艺思维方式指导下,对某些阶梯轴锻件进行了工艺优化,用料规格明显减小,材料成形利用率提高了5%左右。也有一些明显类法兰结构的锻件或局部用料偏大的锻件完全遵循计算毛坯法则而设计,采用了自由锻制坯和模锻两火次加热生产,在新的工艺思维方式指导下,充分利用了轴向变形,对中间毛坯的坯料重新进行轴向分配和优化,减小了材料直径规格,取消了制坯工序,减少了加热火次,降低了制造成本。
利用轴向变形需注意的问题
如果法兰(或类法兰结构)两侧金属同时向法兰对向流动变形时,通常不会形成折叠缺陷。当金属单向发生较大的轴向变形而跨越法兰时,须预防折叠缺陷的产生。图11为曲轴油封法兰折叠缺陷,图9中呈现出的未完全闭合状态,是具有油封法兰的曲轴在调试中或坯料前后定位偏差较大时遇到的一种成形缺陷,其形成机理主要是此处成形初期成形了部分法兰形状,随后的成形因坯料向曲轴后端方向发生了较大的轴向变形,而使已成形的部分形状发生了明显的轴向偏移。在成形后期的补料过程中产生了折叠缺陷。有预锻的成形工艺可改变此处预锻的形状,弱化台阶,既可兼顾后端的材料成形利用率又可解决折叠缺陷。在没有预锻的成形工艺中,只有适当加长后端坯料的长度来解决此类问题,或改变法兰两侧的过渡形状,来避免金属轴向流动跨越法兰时形成折叠缺陷。

图11 曲轴油封法兰折叠缺陷
结束语
本文对计算毛坯法则进行了逆向思考,对长轴类锻件利用轴向变形的节材方式进行了相关分析,可通过利用轴向变形对坯料规格和中间毛坯进行优化,以达到明显的节材和综合降成本的效果。并对采用半闭式模锻结构,促使加大轴向变形的工艺方式进行了可行性分析。在复杂长轴类锻件的应用中,需要进行更为细腻的工艺分析。
(本文获得《锻造与冲压》2015年有奖征文第二名)
