高功率半导体激光器在金属材料加工中的应用
2016-06-18李学敏苏国强翟光美刘青明
李学敏,苏国强, 翟光美,刘青明
(1.太原理工大学 新材料工程技术研究中心,太原 030024;2.北京陆合飞虹激光科技有限公司,北京 101102)
高功率半导体激光器在金属材料加工中的应用
李学敏1,2,苏国强2, 翟光美1,刘青明1
(1.太原理工大学 新材料工程技术研究中心,太原 030024;2.北京陆合飞虹激光科技有限公司,北京 101102)
摘要:高功率半导体激光器及其阵列具有体积小、质量轻、能耗低、光斑易调节、光电转换效率较高的优点,广泛应用于金属材料焊接、金属表面相变硬化和金属材料表面熔覆。利用高功率半导体激光器可以连续性焊接不同型号的合金钢,获得大面积深度均匀的相变硬化层,也能够精确控制熔覆层结构及其几何形状。
关键词:高功率半导体激光器;焊接;淬火;激光熔覆;材料表面硬化;金属材料加工
激光为人类继原子能、电子计算机、半导体之后又一重大发明[1]。半导体激光器逐渐从同质结、异质结激光器发展为量子阱激光器。1962年,美国科学家成功研制出GaAs同质结半导体激光器[2-3],激光器正式登上历史舞台。1970年,美国和苏联实验室各自独立研制出室温下连续工作的双异质结激光器[4-7],从此半导体激光器开始在光纤通讯、光盘存储等领域崭露头角[8]。20世纪80年代以来,随着分子束外延(MBE)以及金属有机化合物气相外延技术(MOCVD)的不断成熟,量子阱半导体激光器在电子计算机、通讯等领域得到了长足发展[9-10]。然而,半导体激光器的输出功率较小,还不适合用于材料加工领域。自半导体激光器冷却系统出现后,半导体激光器输出功率逐渐得到提升。特别是随着芯片的集成技术、微通道热沉技术等关键问题的突破,半导体激光器的输出功率得到了极大的提升。从20世纪90年代中期开始,半导体激光器在金属材料加工中得到了广泛应用。与其他激光器相比,大功率半导体激光器有不可比拟的优势。首先,半导体激光器结构占用空间较小,可以在较为灵活的狭小空间中工作,这极大扩展了其应用领域。其次,半导体激光器光电转换效率高达50%~70%,远远高于CO2激光器、灯泵浦Nd:YAG激光器,极大地节省了能源,降低了运行成本。再者,半导体激光器波长较短,金属材料对该波段下的光吸收效率较高。另外,半导体激光器系统稳定,寿命可达10 000 h以上,体积较小,易于更换。半导体激光器因其优良性能在金属材料加工方面得到了较为广泛的应用,主要用于材料焊接、表面相变硬化、表面熔覆等领域。其加工过程为无接触无磨损加工,热影响区域较小,质量可靠,成本低廉。本文简述半导体激光器基本原理及特点,重点阐述其在金属材料加工,特别是金属焊接、熔覆、淬火方面的应用,并以实例加以具体说明。
1高功率半导体激光器原理及特点
1.1半导体激光器基本发光原理
利用金属有机气相化学沉积技术(MOCVD)在GaAs衬底上沉积n-AlGaAs,GaAs/InGaAs有源区,p-AlGaAs等外延层,具体结构详见图1。激光器外延片经过后续一系列加工制作成为激光器。激光器工作有三要素:泵浦源,工作物质,谐振腔。泵浦源是使电子由低能态向高能态跃迁的动力,泵浦源激励方式主要有电注入、电子束激励、光泵浦三种方式。工作物质是产生不同波长激光的内因,不同的工作物质具有不同的能级结构,可以产生不同的波长。谐振腔类似于平面镜的反射面,通过解理GaAs[110]面制得,起放大光量子的作用。激光器工作具体原理为:由泵浦源提供动力,电子由低能态激发至高能态,高能态电子和空穴不稳定,发生跃迁,跃迁时释放光子;所释放的光子在谐振腔内来回震荡,使电子空穴受激辐射,又产生更多能量相同的光子,最终实现高能量光束的输出。按出光类型,半导体激光器可以分为垂直腔面发射激光器和边发射激光器[11]。垂直腔面发射激光器与传统的边发射激光器在外延生长工艺上没有太大的差异[12],但是在芯片结构设计上差异较大[13]。金属材料加工领域以边发射激光器为主流,其基本结构如图1所示。

图1 980 nm激光器基本结构Fig.1 Basic structure of 980 nm laser
1.2半导体激光垂直堆栈
半导体激光器的核心发光源是激光芯片。激光芯片可以分为激光单管和激光巴条。激光巴条其实就是将数个单管合并在一起而成。将数个巴条封装至铜制热沉后,排列在垂直方向上,能够获得更高输出功率的半导体激光器,即高功率半导体激光器。激光巴条的光束分为光束快轴和光束慢轴,两者的光束质量差异非常大,快轴发散角为35°,慢轴发散角为5°;通过使用微型光学透镜对光束快轴和光束慢轴进行压缩,快轴和慢轴方向的发散角可分别小于1.15°,0.17°。高功率激光垂直叠阵的光束实质上为非相干叠加的面阵光源,随着巴条数目的增加,快、慢轴方向上的光束差异逐渐增大,这需要通过透射式镜组对半导体激光巴条的光束进行分割重排[14];重新排列后的光束可以更好地进行准直聚焦,输出功率能满足金属材料加工的要求。目前商用激光单管输出功率可达10 W,商用巴条可达200 W。国外高功率激光芯片生产商主要有德国OSRAM、德国GENOPTIK、美国Coherent、美国Ⅱ-Ⅵ、美国JDSU等公司;国内高功率激光芯片生产商主要有山西飞虹光电集团、山东浪潮华光光电子股份有限公司、中国电子科技集团第十三研究所等。
1.3高功率半导体激光器的优点
与传统工业级CO2激光器、YAG激光器相比,高功率半导体激光器具有以下优点:
1) 体积小、能耗低。传统CO2、YAG激光加工系统均以固定方式工作,需将维修工件运送至激光加工车间进行维修;而半导体激光器体积小巧,可以组成移动工作站,极大地扩展了激光加工应用范围[14]。
2) 金属吸收效率高。高功率半导体激光器的激光波长位于近红外波长区域,波长范围为800~1 100 nm,金属材料特别是铝及其合金材料在此波长区域有较高的吸收率。
3) 功率输出稳定,适合表面加工。高功率半导体激光器增益介质为众多激光单管组成的固态结构,不会出现气态增益介质不均匀的情况,有效地提高了光束质量。
2高功率半导体激光器在金属材料加工中的应用
高功率半导体激光器广泛应用于金属材料焊接、金属材料表面相变硬化、金属材料表面熔覆等领域。按激光输出模式可分光纤耦合输出和直接输出两大类。光纤耦合半导体激光器更适合用于对激光输出功率要求较高的激光焊接,也可用于金属表面处理;而直接输出半导体激光器适用于金属的表面处理,如激光淬火和激光熔覆。
2.1激光焊接
高功率半导体激光焊接过程属于热传导型,即通过激光辐射加热金属材料表面,使工件熔化并形成熔池。通过控制高功率半导体激光器的光斑尺寸,可以实现不同形状钢材的连续焊接,如对接焊、搭接焊、角焊、T型焊,等等,焊接厚度可达3 mm,焊速可达到1.5~2.0 m/min.采用高功率半导体激光器焊接不锈钢(见图2),焊缝平整光滑,焊后强度可满足工件使用要求。图3为使用高功率半导体激光器焊接全不锈钢病毒研究室的示意图,输出功率为1 600 W,光斑直径1.2 mm,焊接厚度3 mm,焊速0.8~1.0 m/min,熔深3.5~4.0 mm。与其他激光器相比,高功率半导体激光器的波长较短,金属材料吸收率高,热影响区域较小,焊接过程稳定,不会产生严重的飞溅;更为重要的是,将高功率半导体激光器安装在机械手上,可以实现自动控制。
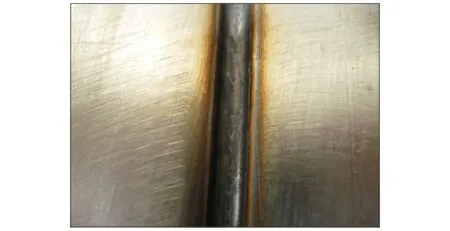
图2 采用高功率半导体激光对接焊后的表面Fig.2 Photograph of stainless steel butt weldedby high power semiconductor laser

图3 高功率半导体激光器焊接不锈钢实物图Fig.3 Stainless steel welded by high power semiconductor laser
2.2激光表面淬火
淬火技术主要用于提升金属材料表面耐磨性、耐腐蚀性,同时可以保证金属材料内部较好的韧性。高功率半导体激光器在此领域有着独特的优势。首先,输出光斑为能量均匀分布的平顶矩形光束,可有效避免由能量分布不均匀而引起的材料表面破坏。其次,金属材料对不同激光波长的吸收效率不同,高功率半导体激光器的发光波长较短,金属材料更易吸收。使用高功率半导体激光器对金属材料淬火一般无需前期处理,并能精确控制所加工材料的面积及深度,最大程度减小工件的热畸变及热影响区域[15]。
图4为半导体激光器对汽车模具12CrMoV进行淬火后的材料表面图。高功率半导体激光器的输出功率为2 500 W,光斑尺寸为20.0 mm×1.5 mm,淬火速度2 m/min,淬火宽度20 mm。由图4可知,模具表面淬火均匀。图5为淬火层硬度随表面距离变化折线图,A、B、C为淬火层中随机的三个点。由图5可知,相同深度淬火层的硬度相差不大。淬火层硬度随着距离逐渐下降,在0.0~0.6 mm以内淬火层的硬度均匀缓慢下降,拟合后斜率约为2.5;距离大于0.6 mm时淬火层的硬度下降较快,斜率约为6。断面金相显微镜结果表明淬火层厚度约为0.6 mm(本文未列出)。这说明使用高功率半导体激光器可以对工件进行较为均匀的淬火,且硬度能达到工件使用要求。
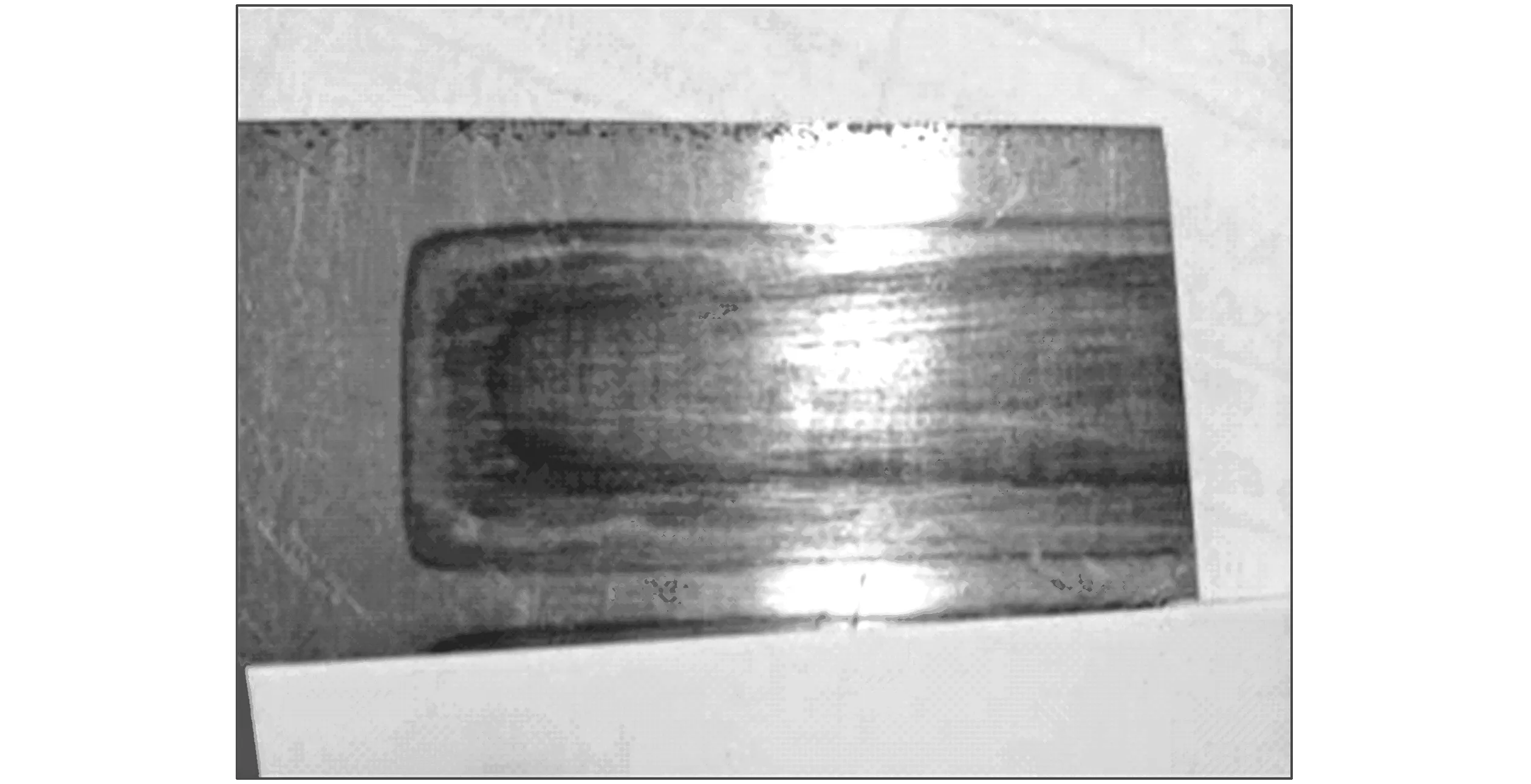
图4 高功率半导体激光淬火后的12CrMoV的表面Fig.4 Photograph of 12CrMoV quenched by high-power semiconductor laser

图5 半导体激光淬火后12CrMoV硬度随深度变化折线图Fig.5 Hardness change with surface distance quenched by high-power semiconductor laser
2.3表面熔覆
激光表面熔覆技术是将高能量密度的激光束辐射至金属表面,金属表面吸收光子的能量而温度升高,高温下金属表面形成熔池,通过在熔池内添加一些熔覆材料而使表面形成一层具有特殊物理、力学性能的材料。高功率半导体激光器的体积较小,特别适合对大型工件进行现场修复,如煤炭行业的液压油缸支架、刮板机,发电厂的大型涡轮叶片等。以高功率半导体激光熔覆液压油缸支架为具体实例加以说明,如图6所示。传统液压油缸支架一般通过电镀来镀铬,镀铬层会因瓦斯气体腐蚀、井下碎石的飞溅而鼓泡,起皮,甚至剥落,严重影响了煤炭生产效率。使用高功率半导体激光熔覆的方法制备镍铬
合金涂层,液压油缸支架的硬度及耐腐蚀性得到显著增强,其寿命可至少提高5倍。另外,采用高功率半导体激光熔覆可避免电镀过程带来的环境污染。
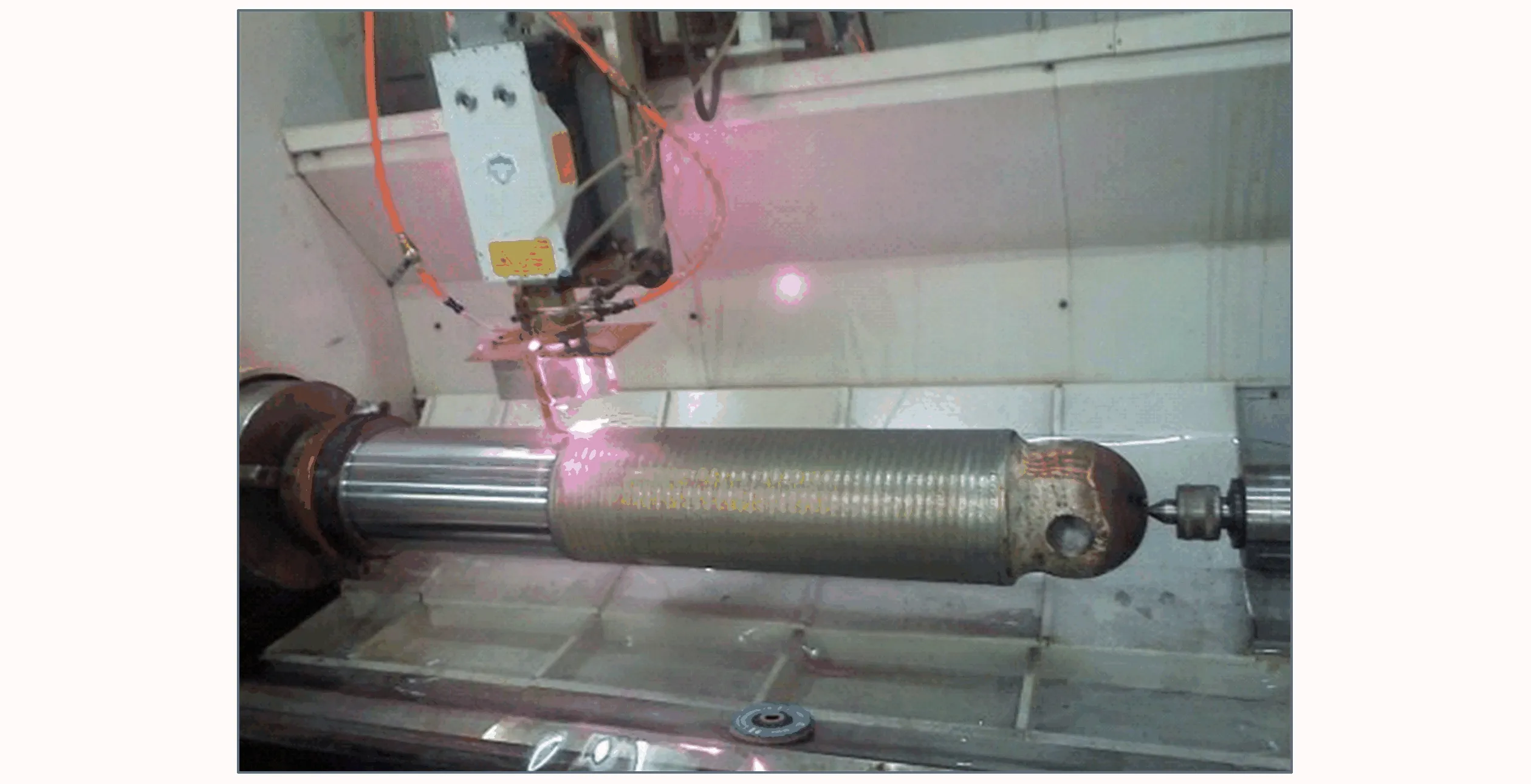
图6 半导体激光熔覆液压油缸支架Fig.6 Bracket of hydraulic cylinders cladded by high-power semiconductor laser
3结论
高功率半导体激光器的输出功率已经达到千瓦级,在金属材料加工中得到了广泛的应用。在未来发展中,通过研发新的芯片结构以及改善封装技术来实现半导体激光器更高功率的输出,同时高功率半导体激光设备成本将不断地下降,激光技术在我国再制造行业中将得到更大面积的推广。
参考文献:
[1]王立军,宁永强,秦莉,等.大功率半导体激光器研究进展[J].发光学报,2015,36(1):1-19.
[2]QUIST T,REDIKER R,KEYES R.Semiconductor maser of GaAs[J].Applied Physical Letter,1962,1(4):91-92.
[3]NATHAN M I,DUMKE W P G,BURNS P G.Stimulated emission of radiation from GaAs p-n junctions[J].Applied Physical Letter,1962,1(3):62-64.
[4]HOLONYAK N,BEVACQUA S.Oscillations in semiconductors due to deep levels[J].Applied Physical Letter,1963,2(4):71-73.
[5]HALL R.Coherent light emission from p-n junctions [J].Solid-State Electronics,1963,6(5):405-408.
[6]PANISH M,SUMSKI S,HAYASHI I.Preparation of multilayer LPE heterostructures with crystalline solid solutions of AlxGa1-xAs heterostructure lasers[J].Metallurgical Transactions,1971,2(3):795-801.
[7]ALFEROV Z L,ANDREEV V,KAGAN M.Solar cells based on heterojunction p-AlGaAs-n-GaAs [J].Polymers for Advanced Technology,1970,4:2378-2379.
[8]TUCKERMAN B D.Heat-transfer Microstructures for Integrated Circuits[D].Palo Al To,California:Univ of Stanford,1984:22.
[9]KERN A,WAHL D,HAIDAR M T.Monolithic integration of VCSELs and PIN photodiodes for bidirectional data communication over standard multimode fibers[J].Proc Spie,2010,77200:77200B-77200B-9.
[10]HOGHOOGHI N,OZDUR I,BHOOPLAPUR S.Direct demodulation and channel filtering of phase-modulated signals using an injection-locked VCSEL[J].Photonics Technology Letters,IEEE,2010,22(20):1509-1511.
[11]张春阳.980 nm高功率半导体激光器光纤耦合模块研究[D].长春:长春理工大学,2011:1-2.
[12]张金胜.高功率半导体激光器结构研究[D].长春:中国科学院长春光学精密机械与物理研究所,2014:8-9.
[13]SEURIN J F,GHOSH C L,KHALFIN V.High-power vertical-cavity surface-emitting arrays[C]∥International Society for Optics and Photonics Lasers and Applications in Science and Engineering,2008:68760-68769.
[14]王智勇,秦文斌,曹银花.国际工业大功率半导体激光器发展现状[R/OL].[2015-10-08]:http:∥laser.ofweek.com/2010-04/ART-240002-8500-28422451-2.html.
[15]曹银花,刘友强,王智勇.大功率半导体激光阵列整形装置:CN200810246844[P].2008-12-31.
(编辑:张红霞)
The Application of High-power Semiconductor Laser in Metallic Material Processing
LI Xuemin1,2,SU Guoqiang2,ZHAI Guangmei1, LIU Qingming1
(1.ResearchCenterofAdvancedMaterialsScienceandTechnology,TaiyuanUniversityofTechnology,Taiyuan030024,China;2.BeijingLucoFeihongLaserTechnologyCo.Ltd.,Beijing101102,China)
Abstract:High power semiconductor laser has a series of advantages, such as small size, light weight, low energy consumption, adjustable beam spot, high quantum efficiency,and high electro-optical efficiency. It has been widely used in material welding, surface hardening, cladding and engineering material surface processing. By using the high-power semiconductor laser,we can continuously join alloy steels of different type,easily obtain large area of phase change layer and accurately control the shape of cladding layer.
Key words:high power semiconductor laser; welding;quenching;laser cladding;surface hardening;metal deformation process
文章编号:1007-9432(2016)02-0140-04
*收稿日期:2015-10-18
基金项目:国家自然科学基金资助项目:InGaN基蓝绿光LED外延材料与器件的研究(61475110)
作者简介:李学敏(1956-),男,美籍华人,博士,教授,“山西省百人计划”特聘专家,主要从事化合物半导体材料器件的开发及应用研究,(E-mail)xmli@tyut.edu.cn
中图分类号:TG457;TN249
文献标识码:A
DOI:10.16355/j.cnki.issn1007-9432tyut.2016.02.003
