外压直压法摄像机气密性检测系统的设计
2016-06-17徐志鹏封龙高
徐志鹏,封龙高,周 俊,闫 磊
(中国计量学院 计量测试工程学院,浙江 杭州 310018)
外压直压法摄像机气密性检测系统的设计
徐志鹏,封龙高,周俊,闫磊
(中国计量学院 计量测试工程学院,浙江 杭州 310018)
【摘要】针对传统的直压和差压气密性检测方法难以实现对全密封器件的泄漏检测,提出了一种外压直压法摄像机气密性检测方案.在介绍外压直压法检测原理及相关气密性公式的基础上,设计了一种针对摄像机密封性能的检测系统,并搭建了实验样机.摄像机气密性实验测试结果表明,该系统可以快速、准确且稳定地检测出摄像机的大漏、小漏及合格等指标;系统检测周期少于40 s,为全密封器件的气密性检测提供了解决思路.
【关键词】摄像机;气密性检测;外压直压法;泄漏率
随着网络视频监控技术的发展以及网络视频监控在社会各个领域的广泛应用,我国安防产业得到快速发展.网络摄像机逐渐成为网络视频监控的主流[1].网络摄像机在使用过程中发生泄漏且泄漏率超过允许范围,不仅使产品功能受到影响,还可能会造成严重的安全隐患,对生命财产造成不可避免的损失.所以针对摄像机进行气密性检测,对于保证产品质量,保障生活、生产安全具有重要意义.
工业生产中常用的气密性检测设备大多根据气体流量公式进行设计[2].目前气密性检测方法主要有气泡式检测法和气压式检测法,其中气压式检测法在工业生产中应用广泛[3].气压式检测法又可以分为直压式和差压式气密性检测方法.差压式检测以标准容腔为基准,可减小温度等因素带来的影响,然而该法结构复杂、成本较高;直压式检测成本较低、结构简单,但温度影响相对较大,检测效率和精度相对较低[4].一般情况下,这两种方法都是通过检测产品内部压力来计算泄漏率,这对于摄像机等全密封性器件的泄漏检测并不适用.
为此,本文提出了一种外压直压式检测方案,用于检测某公司生产的网络摄像机的密封性能,并在此基础上对整个检测系统进行了实验分析.该系统有效地提高了直压检测法的检测精度和效率,且具有快速判断检测产品是否存在大漏的功能.
1外压直压法检测原理
外压直压法是通过检测稳定后标准容腔内压力变化来计算出产品的泄漏率.在更换不同夹具的条件下,系统可以实现不同型号摄像机等全密封器件气密性的自动检测.气密性检测原理图如图1,系统主要由气源、过滤调压阀、精密调压阀、二通阀、换向阀、压紧气缸、压力传感器以及西门子PLC控制器和人机界面等组成.
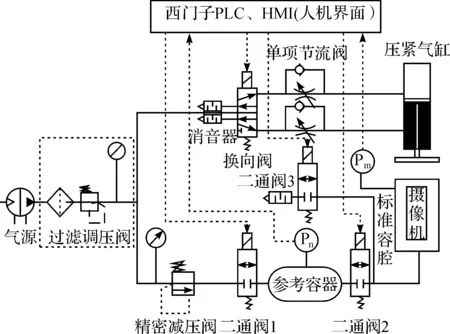
图1 外压直压法检测原理图Figure 1 Principle diagram of external direct pressure
其中气源、精密调压阀、二通阀1和压力传感器Pn构成一个闭环控制回路,精确调节进入参考容器的压力;换向阀和标准气缸组成的气动回路用于控制标准容腔的封堵和打开.首先将被测产品(摄像机)通过压紧气缸封堵于体积稍大的标准容腔内,打开二通阀1,将参考容器内的压力调至预设值;稳定后关闭二通阀1并将二通阀2打开,使得标准容腔内的压力达到测试要求的工作压力,读取Pm压力传感器的值,通过和计算值进行比较,若其压力远小于计算值并且压力保持不变,则产品大漏,结束检测;反之,读取检测开始和结束时标准容腔内的压力值,根据泄漏率公式计算出产品泄漏率;检测结束后,打开二通阀3放气.
2泄漏率公式推导与分析
根据外压直压法的检测原理,参考容器体积V1和标准容腔有效体积Ve保持不变,摄像机要求的检测压力不高(表压20kPa).测试开始前参考容器内的压力稳定为p10,根据理想气体状态方程可知参考容器和标准容腔内压力达到平衡时p20为

(1)
气体的质量满足
(2)
由(2)可以求出被测产品的质量泄漏率为

(3)
规定以温度Ts为293.15K,压力ps为101.325kPa作为计量气体体积流量的标准状态[5].则被测产品在标准条件下的体积漏率为

(4)
由于检测过程中压力较小,故检测时间短,检测过程中温度的影响可以忽略[6],认为T20、T2、Ts相等,则体积泄漏率公式可简化为
(5)
式(1)~(5)中,R为摩尔气体常数,J/(mol·kg);m20、m2分别为检测起始和终止时标准容腔内的气体质量,kg;p20、p2分别为检测起始和终止时标准容腔内的气体压力,Pa;T20、T2分别为为检测起始和终止时标准容腔内的温度,K;M为空气摩尔质量,kg/mol;Δt为检测时间,s;Qm为被测产品的质量泄漏率,kg/s;Qv为被测产品的体积泄漏率,m3/s.
3检测系统设计
3.1关键元件配置
核心控制器选用西门子公司S7-1200系列PLC.该系列PLC采用开放的Profinet以太网总线协议并支持与第三方设备通信[7].PLC作为下位机主要完成压力信号的获取、与HMI(人机界面)通信和对各电磁阀的控制等功能.控制系统结构框图如图2.
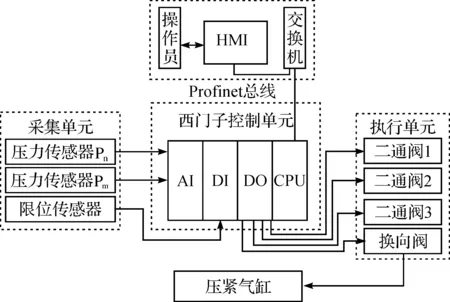
图2 控制系统结构框图Figure 2 Structure diagram of control system
从泄漏率公式分析中可以看出,压力测量的准确性是保证检测精度的关键所在[8].本设计选用Rosemount公司3051系列高精度压力传感器.参考容器体积和标准容腔有效容积约为等体积大小,摄像机气密性测试的目标压力为表压20 kPa. Pn采集的数据主要用于判断摄像机是否大漏,选择综合不确定度小于0.075%的3051C传感器,将测量范围调至35~45 kPa(表压);Pm采集的数据用于泄漏率的计算,选择更高精度的3051S传感器,将测量范围调整至15~25 kPa(表压).压力传感器主要性能参数如表1.为达到检测精度,模拟量转换模块选择西门子16位精度的SM1231模块.

表1 压力传感器的主要性能参数
3.2测控软件设计
系统的人机交互功能由威纶通TK8070系列触摸屏实现.触摸屏直观方便,易于操作,画面上的按钮和指示灯可以取代相应的硬件,减少PLC需要的I/O点数,降低系统的成本,在自动化数据监控系统中应用十分广泛.可使用威纶通公司EB8000人机界面组态软件完成触摸屏画面的组态,且TK8070带有RJ-45以太网口(PROFINET接口),通信速率为10/(100Mbits/s),能够方便地和计算机或S7-1200通信,从而实现控制系统运行时PLC与人机界面的自动数据交换.该系统中,触摸屏主要完成操作员登陆、参数设置、数据和曲线图显示、检测结果显示、报警以及数据记录与统计等功能.控制窗口之间的关系如图3.
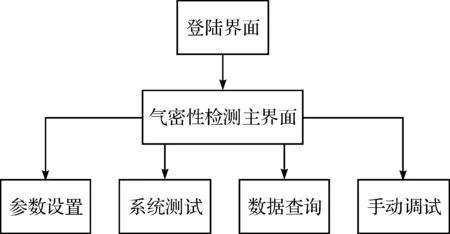
图3 人机界面控制窗口关系图Figure 3 Control windows relation diagram of human-machine interface
针对系统的硬件设计方案,编写了西门子PLC下位机处理程序.通过检测原理分析可以知道,每次检测开始之前系统将自动向参考容器内充入确定压力的空气.系统检测周期主要分为:1)充气阶段,二通阀1关闭,换向阀打开(压紧气缸封堵),二通阀3关闭,二通阀2打开;2)平衡阶段,二通阀2关闭;3)检测阶段,二通阀2关闭;4)放气阶段,二通阀3打开,换向阀关闭(压紧气缸复位),二通阀1关闭,二通阀2关闭.PLC程序控制流程图如图4.
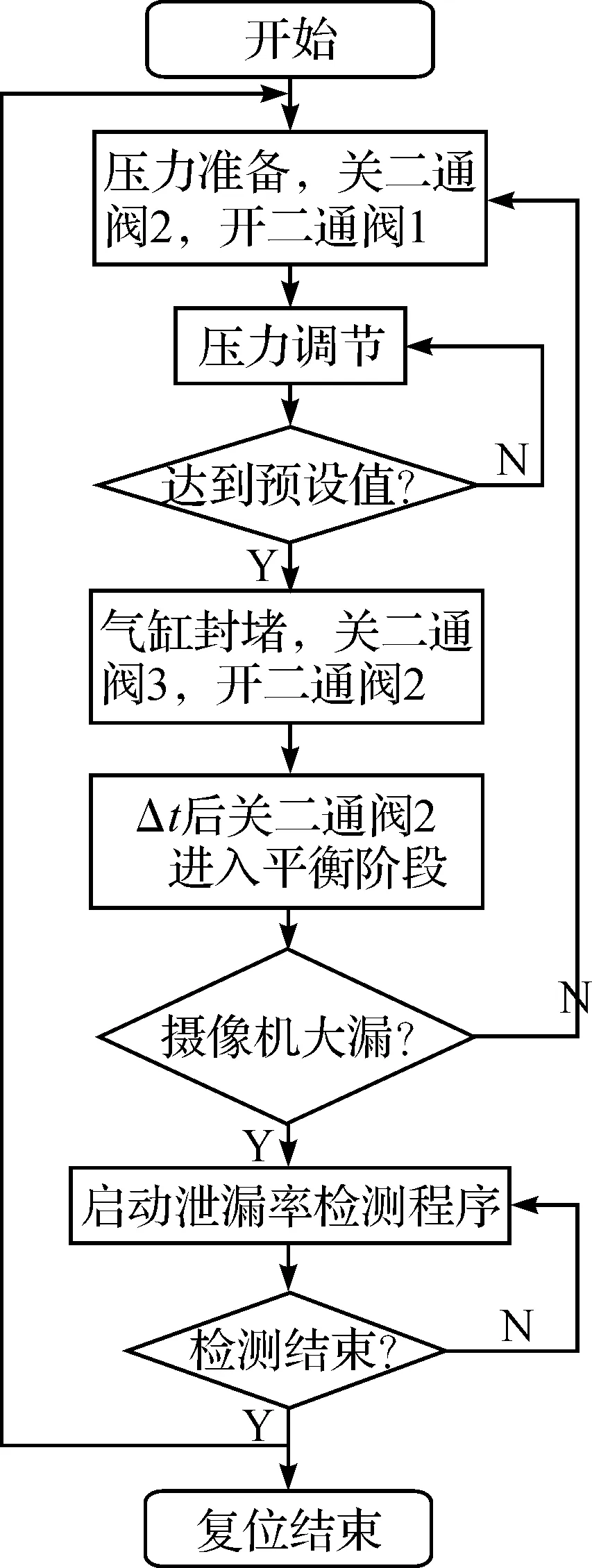
图4 PLC主程序流程图Figure 4 Block diagram of the main program
4实验分析
本文设计的外压直压法摄像机气密性测试实验装置实物如图5.参考容器的体积V1(包含部分管路体积)为962.5 mL,标准容腔的有效体积Ve(包含部分管路体积)为1082.4 mL.为使标准容腔内的测试压力达到20 kPa,每次检测前系统会自动将参考容器的压力调整至42.49 kPa;为达到实验的温度条件,用空调将实验室温度调至20 ℃(293 K)恒温进行以下实验.
实验1,系统自身密封性测试.将标准不漏摄像机放入标准容腔,测试标准容腔在保压阶段的压力变化,图6为标准容腔压力稳定后100 s内的压力变化曲线.
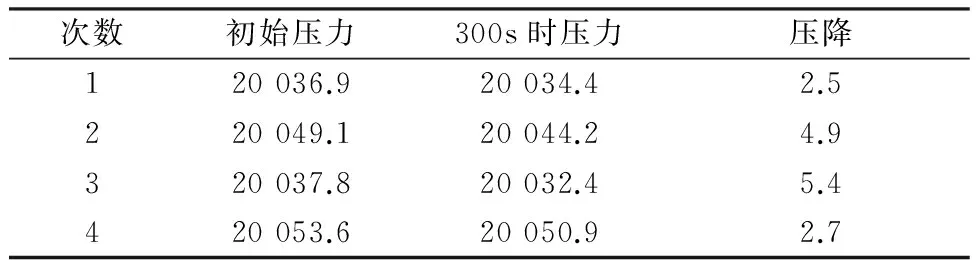
同样的实验条件下,测试300 s内装置的压降.测试结果如表2,最大压降为5.5 Pa.若检测时间为15 s,则在15 s内装置自身压降约为0.28 Pa,小于摄像机在15 s内最大允许压降(47 Pa)的1%,且重复性好.可认为该检测装置自身密封性良好.

图5 外压直压法气密性检测系统实物图Figure 5 Physical map of external direct pressure air-leakage detecting system

图6 标准容腔20 kPa保压曲线图Figure 6 Pressure holding curve of standard vessel at 20 kPa
Pa
实验2,检测阶段时间的确定和系统重复性测试.通过多次实验确定系统充气时间为7 s、平衡时间为13 s.被测件为标准不漏件时充气、平衡及检测阶段标准容腔内气体压力变化曲线如图7.
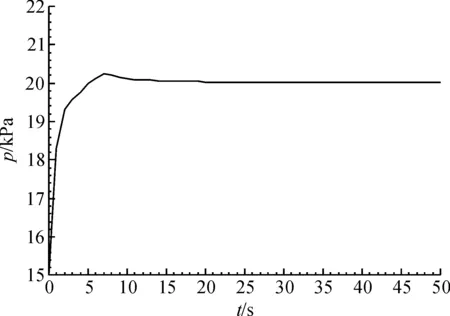
图7 标准摄像机测试压力曲线图Figure 7 Testing pressure curve of standard camera
从图7可以看出第20 s后标准容腔的压力稳定在20 kPa左右,在同等条件下,对该不漏摄像机在不同的检测时间下进行3组重复性测试,每组测试10次.测试结果如表3.
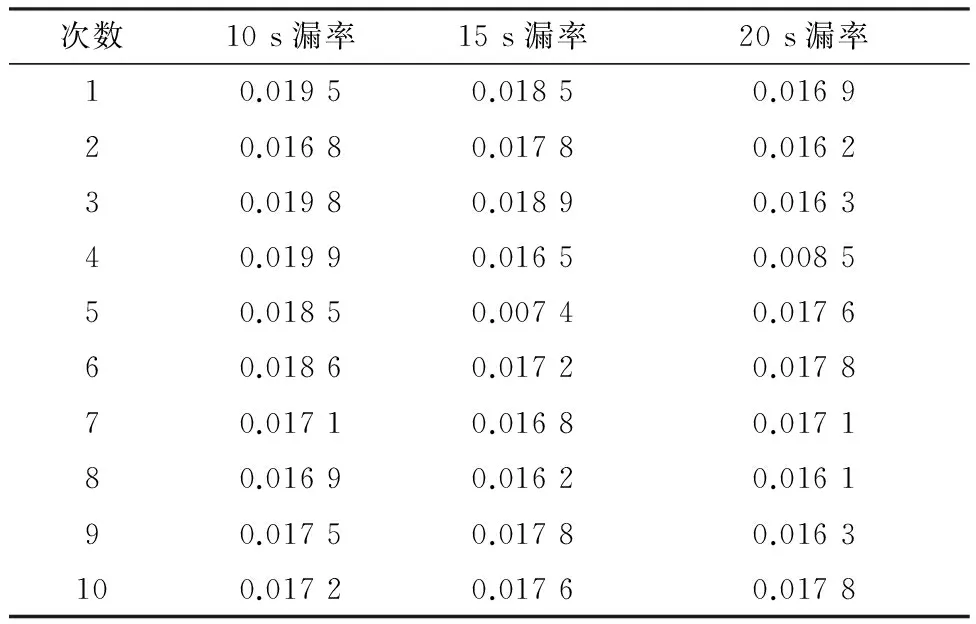
表3 无泄漏时不同检测时间的测试数据
仪器的重复性指的是相对标准偏差RSD,可由检测数据的标准差和平均值计算而得,即RSD=标准差/平均值[9].根据贝塞尔公式计算出标准差,重复性计算结果如表4.
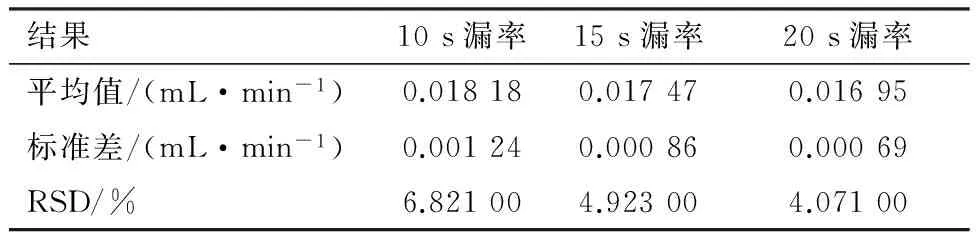
表4 无泄漏时不同检测时间的测试结果
产品无泄漏时,泄漏率的标准值为0,从表4可以看出系统的重复性精度小于7%,满足一般仪器重复性小于10%的要求[10],且检测时间越长精度越高.
实验3:泄漏件的重复性测试.根据实验2确定充气时间为7 s,平衡时间为13 s,测试时间为15 s,泄漏件测试数据如表5.
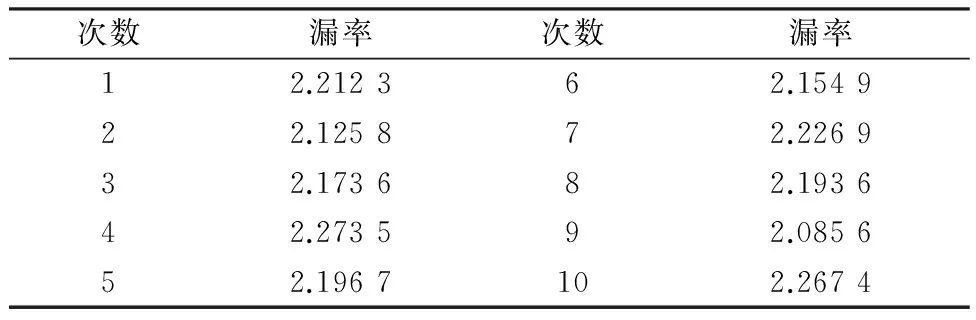
表5 检测时间为15 s时泄漏件的测试数据
根据摄像机气密性出厂要求,当泄漏率在2~10 mL·min-1时为小漏.结合表中数据,该摄像机测试结果为小漏.
5结论
本文针对网络摄像机这一全密封器件无法通过直接检测其内部的压力来计算泄漏率,设计了外压直压法气密性检测系统.实验结果表明:
1)该系统增加了参考容器这一缓冲容积,不仅使系统具有提前检测大漏件的功能,也减少了稳定阶段所需要的时间,从而有效提高了直压法检测效率.
2)系统采用西门子PLC为核心控制器,应用触摸屏技术,选用了高精度的压力传感器.检测系统具有较好的检测精度和重复性,而且可视性好,自动化程度高,能用于工厂在线批量检测.
温度补偿在该系统的应用问题有待进一步研究.
【参考文献】
[1]马宇昌.网络摄像机应用接口的研究与实现[D].南京:南京邮电大学,2013.
MA Yuchang. Research and implementation of IP camera application interfaces[D]. Nanjing: Nanjing University of Posts and Telecommunications,2013.
[2]刘浩,王贤成,陈俊华,等.基于外压压差法高压阀门气密性检测系统研究[J].机床与液压,2015,43(1):53-56.
LIU Hao, WANG Xiancheng, CHEN Junhua, et al. Study on high-pressure valve leakage detecting system based on external differential pressure[J]. Machine Tool & Hydraulics,2015,43(1):53-56.
[3]贺向宗,刘延平,李霄龙,等.直压式温度补偿气密检测装置研究[J].液压与气动,2013(6):34-37.
HE Xiangzong, LIU Yanping, LI xiaolong, et al. Investigation of the direct-pressure-based air leak detection with temperature compensation[J]. Chinese Hydraulics & Pneumatics,2013(6):34-37.
[4]林引.密闭容器气密性检测方法的仿真研究及应用[D].重庆:重庆大学,2007.
LIN Yin. Simulation and application of detecting air tightness of sealed container[D]. Chong Qing: Chongqing University,2007.
[5]蔡仁良.流体密封技术原理与工程应用[M].北京:化学工业出版社,2010:38-41.
[6]陈宇,林敏,郭斌.差压气密性检测仪设计与实现[J].中国计量学院学报,2009,24(4):311-314.
CHEN Yu, LIN Min, GUO Bin. Design and realization of detectors for pressure system sealing based on differential pressure[J]. Journal of China University of Metrology,2009,24(4):311-314.
[7]李纪伟,张凯龙,张大方,等.实时工业以太网无线通信节点的设计与实现[J].计算机工程与应用,2015(15):112-118.
LI Jiwei, ZHANG Kailong, ZHANG Dafang, et al. Design and implementation of real-time industrial Ethernet wireless communication nodes[J]. Computer Engineering and Applications,2015(15):112-118.
[8]李党育,胡延毅,党晓军.差压法气密性检测工艺参数的确定[J].液压气动与密封,2014(7):64-66.
LI Dangyu, HU Yanyi, DANG Xiaojun. Determination of process parameters for air tightness detection with differential pressure method[J]. Hydraulics Pneumatics & Seals,2014(7):64-66.
[9]VILASECA M, PERIS E, PUJOL J, et al. Intra-and Intersession Repeatability of a Double-Pass Instrument[J]. Optometry & Vison Science,2010,87(9):675-681.
[10]易姣.差压气密性检测仪的研制及其优化补偿方法研究[D].杭州:中国计量学院,2014.
YI Jiao. Differential pressure leak detector development and study on the method of optimization compensation[D]. Hang Zhou: China Jiliang University,2014.
The design of camera air-leakage detecting systems based on external direct pressure
XU Zhipeng, FENG Longgao, ZHOU Jun, YAN Lei
(College of Metrology and Measurement Engineering, China Jiliang University, Hangzhou 310018, China)
Abstract:Aimed at the problem that it is difficult to detect the air-leakage of the whole sealing element for the traditional direct and differential pressure methods, an air-leakage detecting scheme of camera based on external direct pressure was put forward. A camera air-leakage detecting system was designed and an experimental prototype was built on the basis of introducing the external direct pressure measuring principle and the relative air-leakage formulas. The experimental results showed that the index of serious, slight or qualified leakage could be detected quickly, accurately and steadily. The testing period of the system was less than 40 seconds. It provides a solution for the air-leakage detection of the whole sealing device.
Key words:camera; air-leakage; detecting; director pressure; leak-rate
【文章编号】1004-1540(2016)01-0018-05
DOI:10.3969/j.issn.1004-1540.2016.01.003
【收稿日期】2015-09-07《中国计量学院学报》网址:zgjl.cbpt.cnki.net
【基金项目】国家自然科学基金资助项目(No.11002137,51305419).
【作者简介】徐志鹏(1982- ),男,安徽省安庆人,博士,主要研究方向为精密运动控制及流量计量.E-mail:xuzhipeng@zjlu.edu.cn
【中图分类号】TH138
【文献标志码】A
