燃机压气机IGV和1~3级静叶毛坯制造技术研究
2016-06-13时冬清龙正建刘明松
时冬清 廖 青 龙正建 刘明松
(东方汽轮机有限公司,四川618000)
燃机压气机IGV和1~3级静叶毛坯制造技术研究
时冬清廖青龙正建刘明松
(东方汽轮机有限公司,四川618000)
摘要:针对燃机压气机IGV和1~3级静叶特点,通过采用自由锻成形方案,设计专用摔子和等高块等工装,最终实现产品批量化生产。
关键词:压气机;静叶片;自由锻成形
为加速燃机主要零部件国产化,掌握关键零部件的制造技术,选取压气机IGV及静叶1~3级叶片毛坯进行研究。该类叶片形状一端是圆形手把,中部是圆形饼,另一端是叶片型线生成的叶身,形状像马刀,故称“马刀静叶”。
1叶片结构及毛坯结构设计
首先对叶片的结构特点进行分析,IGV及1~3级静叶外形结构类似。下面以IGV叶片为例进行分析,见图1。
该类叶片的叶根为圆形手柄型结构,叶根与叶身以大过渡连接,进、出汽边薄,如何保证由模锻成形更改为自由锻成形,并保证自由锻成形后整体加工余量均匀合理,成为叶片毛坯设计的关键点。为满足成形工序要求和余量均匀,保证叶片最小加工余量5 mm,将叶片毛坯形式设计为如图2结构形式。

图1 IGV及1~3级静叶产品形式Figure 1 Product appearance of IGV and 1~3 grades stator blade


图2 IGV及1~3级静叶毛坯形式Figure 2 Blank appearance of IGV and 1~3 grades stator blade
但采用自由锻成形技术方案,容易在成形过程中造成偏心打击。如何平衡叶根、型线受力与控制高低点落差较大等技术问题都给技术人员带来了挑战。需设计自由锻成形摔子和等高块,满足成形工序要求,并保证锻件余量均匀。
2需要解决的问题
采用自由锻成形方案需要解决的问题主要有:
(1)改变传统模锻成形为自由锻成形,降低叶片锻件毛坯制造成本;
(2)采用等高块,避免成形过程中造成偏心打击;
(3)采用成形摔子解决自由锻成形后整体加工余量均匀合理;
(4)解决具体制造过程中的分料和杆部左右两端拔长中遇到的实际问题;
(5)解决叶片打孔、样板检查难题,保证叶片加工余量均匀。
3工艺总体方案策划
工艺总体方案策划如下:
(1)分析每个级别叶片的具体形态,确定叶片的毛坯设计和制造工艺方案;
(2)设计叶片所需要的专用摔子、等高块、专用样板、通用打孔工装等工装;
(3)确定坯料成形的操作工序和每个关键尺寸在成形过程中的具体控制方案,并进行叶片自由锻成形试制;
(4)通过试制验证该类叶片毛坯设计、辅具工装设计、分料方式、叶片成形、余量均匀度等;
(5)设计三顶针打孔定位装置和专用样板,并制定该类叶片三顶针打孔定位方法和叶片余量检查方法。
4打孔装置及检测样板设计
4.1打孔装置设计原理
设计原理:先将打孔工装安装在三孔钻平台,用定位尺左右定位,把紧固定螺栓,再将叶片放置在打孔工装上,将叶片毛坯紧靠在定位块斜面上,然后拧紧压板,即可同步进行两端顶针孔钻切加工,三个中心孔一次性加工到位保证了中心孔的位置精度进而保证叶片型线余量分布均匀,工装示意图见图3所示。
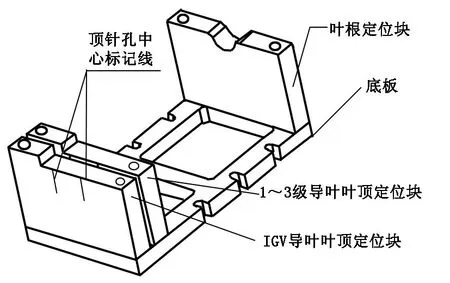
图3 打孔工装示意图(去除压紧块)Figure 3 Diagram of punching tooling (removing the pressing block)
4.2检查样板的设计
(1)型线样板按叶片产品精加工型线外放最小包络量3.0 mm。
(2)叶片叶根和叶顶两端包含60 mm加工工艺头。
5产品自由锻成形试验
试验时,每个级别叶片分别自由锻毛坯2件,叶片成形后目视检查,叶片毛坯成型效果较好。由于自由锻成形采用等高块避免偏心打击同时配合成形摔子辅助成形,成形的叶片的手柄位置和型线余量均匀性和一致性很好,基本保证在3 mm左右的余量偏差,且中心重合偏心控制在2 mm~3 mm范围,完全能够保证后续三顶针打孔要求,实物照片如图4。

图4 IGV及1~3级静片毛坯实物图Figure 4 Real blank photo of IGV and 1~3 grades stator blade
6毛坯检查
6.1力学性能及金相组织检查
对首批试生产的毛坯按工艺流程进行锻后热处理,对其试样进行破坏试验,经检测力学性能、金相组织和晶粒度等检验结果都符合规范要求。
6.2叶片打孔
6.2.1打孔装置定位
将钻头中心线与打孔装置上的顶针孔中心标记线对齐,见图5。
6.2.2叶片毛坯在打孔工装上定位
叶片在打孔工装上定位见图5,注意根据叶片物料号选择相应的定位块。注意毛坯型线部分与柄部非对称。

图5 叶片在打孔装置上定位Figure 5 Positioning of blade on the punching device

(a)毛坯正面检测

(b)毛坯侧面检测
6.2.3叶片检查
叶片打完孔后直接使用样板检查毛坯余量。检查前必须根据叶片物料号选择相应的检测样板,检测示意图见图6(以IGV静叶检测为例)。从正面和侧面两个方向检测毛坯,检测时将毛坯
两端顶针孔中心线与样板上标记线对齐。目视检查叶片表面无折叠、起皱和开裂缺陷。
7叶片批量化生产
试生产完成后,我们对自由锻工艺进行了优化、定型并投入实际生产。实际生产时,根据毛坯余量偏内弧侧的问题,通过调整打孔工装叶片定位块,将中心孔位置向内弧侧偏移,使叶片内、背弧余量基本均匀。
8结论
本项目以燃机压气机IGV及1~3级静叶改变传统模锻成形方式为自由锻成形,缩短了叶片锻件毛坯制造周期,节约了模具费用,优化了工序流程,并通过采用等高块,成功解决了自由锻成形过程中的偏心打击;采用成形摔子实现自由锻成形后整体加工余量均匀合理;解决具体制造过程中的分料和杆部左右两端拔长中遇到的实际问题;解决叶片打孔、样板检查难题,保证叶片加工余量均匀。通过攻关,掌握了该类叶片自由锻成形过程的控制重点与难点,对叶片毛坯进行相应检查,叶片毛坯达到了相应的技术要求,满足生产要求。本项目研究完成后,将大大提高燃汽轮机市场竞争能力,提高燃机关键部件的生产能力和效率,使燃机IGV等静叶片的毛坯设计、制造工艺、质量等方面跃上一个新的台阶,具有很强的推广价值。
参考文献
[1]邓文英.金属工艺学[M].北京:人民教育出版社.
[2]张志文.锻造工艺学[M].北京:机械工业出版社.
[3]万嘉礼.机电工程金属材料手册[M].上海:上海科学技术出版社.
[4]吕炎.锻造工艺学[M].哈尔滨:哈尔滨工业大学出版社.
编辑杜青泉
Research on Manufacturing Technology of IGV and 1~3 Grades Stator Blade for Gas Turbine Compressor
Shi Dongqing,Liao Qing,Long Zhengjian,Liu Mingsong
Abstract:On account of the characteristics of IGV and 1~3 grades stator blade for gas turbine compressor,by adopting the open die forging process,the tooling such as specialized swaging die and equal-height block etc.has been designed,so as to realize the batch production of products eventually.
Key words:compressor;stator blade;open die forging
收稿日期:2016—02—21
作者简介:时冬清(1980—),女,工程师,主要从事无损检验和锻压技术研究。电话:13990239865,E-mail:shidq@mail.dfstw.com
中图分类号:TG316
文献标志码:B
