锻锤过载保护装置的原理及结构探讨
2016-06-05朱成康范常荣
朱成康,范常荣
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
锻锤过载保护装置的原理及结构探讨
朱成康,范常荣
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
本文通过对锻锤过载保护装置设计原理的探讨与分析,得出了其原理可行的结论,并以1t模锻锤为例,对过载保护装置的关键参数确定以及主体结构设计提出了初步构想。该技术的应用与推广,将有利于延长锻锤类设备与模具的使用寿命,同时提升设备操作的安全性。
锻锤;过载保护;缓冲装置
锻锤是一种定能量输出型锻压机械(螺旋压力机也属于此类设备,因此本文所讨论的方法和结论也同样适用),即在工作时,机器一次行程输出的能量是确定的,但其打击力却随着不同的打击条件(主要是变形量)而在很大范围内变化。在极端状况下,如空击(无锻件)和部分空击(有锻件)情况下,由于其过大的打击力,常导致机器主要受力件(如锤杆)和模具的过早损坏。因此,为确保机器的长期安全生产,采用一种过载保护装置,以期对锻锤过高打击力进行有效限制,显得十分必要,尤其对于机身封闭受力的消振锤和螺旋压力机等类设备显得更为必要。但是,在现实中,由于该问题的复杂性以及特别恶劣的工作条件,使该问题至今未能得到妥善解决。本文试图就此问题的原理和可行性进行初步探讨,期望对该项技术的进步和发展有所启发与推动,不当之处恳请同行们批评指正。
1 原理分析
全能量空击是锻锤最恶劣的工作条件,本文就在此条件下讨论设计锻锤过载保护装置的基本原理和方法。
全能量空击时的力能原理如图1所示,图中纵坐标代表打击力P,横坐标代表与打击力P相对应的变形量S。
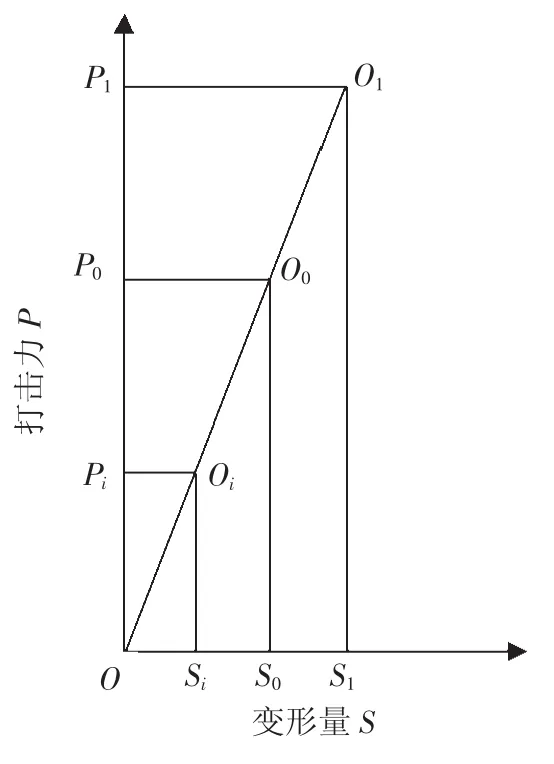
图1 力能(变形量)关系图
我们可近似地假设全能量空击是完全的弹性打击(实际上,在打击面附近的小量局部塑性变形是难免的),因此打击能量将全部转化为机器受力件的弹性变性能,打击力线O OiO0O1应当是一条直线,△O SiOi、△O S0O0、△O S1O1的面积分别代表在随机力Pi、公称打击力P0和空击力P1时相对应的弹性变性能。由于它们之间存在着相似关系,根据相似定律,它们所对应的弹性变性能与打击力之间存在如下关系:

式中,Ei、E0和E1分别代表与Pi、P0和P1相对应的弹性变形能。
1.1 最大空击力P1的确定
若采取直接测量的方法,不但在技术上有难度,而且还有损坏模具和机器的风险,但从以上的力能关系中我们可以找到一个低风险的小能量空击测试间接计算法,比如可以先用一个已知的小能量E2来进行空击,用电测法测出相应的空击力P2,那么在全能量空击条件下的最大空击力P1可以用下式来间接求得:
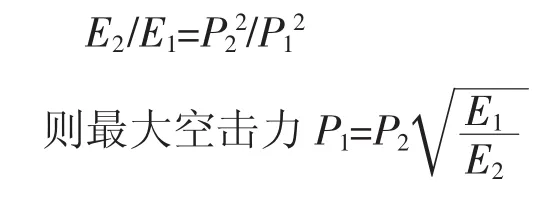
这个办法不但没有风险,而且还非常实用。
1.2 公称打击力P0确定
大多数锻压机械都有公称压力这一参数,因为它不仅是机器工作能力的重要指标,也是机器强度设计的主要依据,但是锻锤由于缺乏过载保护措施而无法确定,所以到目前为止,国内外类似设备的参数中,未见对该参数的具体明示。此处,我们暂且把它称为公称打击力P0。
P0值的确定,必须确保机器在全能量工作时有足够的安全强度,同时还应有一个合理的打击效率。这个参数应当在过载保护装置成功推广后由专业委员会制定相应的系列标准,目前只能为空白。为便于当前对锻锤过载装置的设计研究,暂时只能参考类似能力的螺旋压力机作依据,本文将在后面设计计算实例中另述。
1.3 打击效率
图1虽然只是一个全能量空击条件下的力能关系图,但是只要更深入地分析一下就会发现,利用这一曲线还能方便地推导出在任意打击条件下(不管有无锻件)的打击效率ηi。
因为根据打击效率的定义
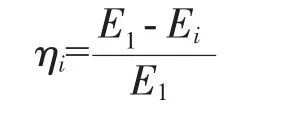
式中:Ei为在任意打击力Pi时机器所吸收的弹性变形能;E1为最大打击力P1(空击)时机器所吸收的弹性变形能,也是机器的最大打击能量。根据图1中相似三角形的相似定律
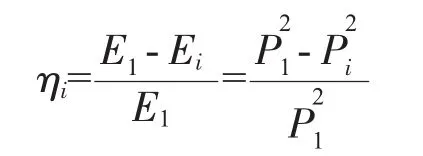
式中,Pi为任意打击力;P1即为空击力,也是最大打击力。
由此可知,在公称打击力P0时的打击效率为
而在全能量空击时
这说明,在无锻件空击时,其打击效率为0,因此在实际操作时,应尽量避免空击现象的发生。
1.4 缓冲能量Eh的确定
全能量空击时,一旦打击力达到P0值,过载保护装置就开始吸收能量,打击力不再升高,此时机器吸收的弹性变形能为E0,那么过载保护装置需要吸收的缓冲能量为:
式中,η0为公称打击力P0时的打击效率。这说明,在一定的打击能量下,Eh与η0成正比,而η0与打击力P0有关,且P0越大,η0越低,反之亦然。所以,仅就设计的合理性而言,P0定得太低反而是不利的,因为P0越低,η0越高,Eh反而越大,过载保护装置的结构也越大,甚至可能变得难以合理安排。
2 结构探讨
本装置的结构原理如图2所示,它是一种高度集成的小能量蓄能缓冲节流装置,所用元件均为内置式,且油、气混合无需隔离,封闭循环使用。具体操作也极为简单:使用前,先充入氮气N2至pc≈150 kg/cm2(视气源厂实际情况而定),然后用手动高压泵充油压缩N2至设定压力py(与充气为同一入口,油、气口无需分置)。由图2可知,此时在柱塞底部形成一个被预紧的液压缓冲垫。当打击力P≤P0时,本装置不工作;当打击力P>P0时,内置单向阀迅速打开,缓冲柱塞迅速位移,由于上下腔压力相等,缓冲柱塞受力基本不变,但N2被压缩而吸收能量。打击结束后,单向阀迅速关闭,上腔的油通过节流装置进入下腔,从而使柱塞以适当的速度复位,这样可避免由于柱塞复位过快而发生锤头撞顶现象。整个油缸只有两个动密封,由于其运行速度和行程都不大,故工作可靠耐用。
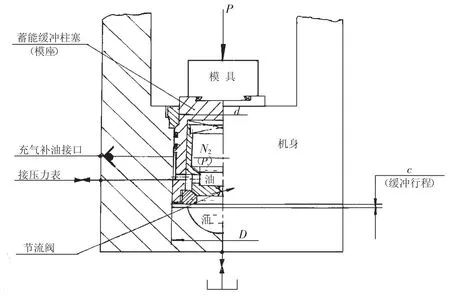
图2 锻锤过载保护装备结构原理图
为了便于大家对于本装置设计计算方法的理解,特以1t模锻锤为例,对其若干主要的技术参数初步计算如下(计算中的所有数据仅供参考,不作推荐)。
已知条件:1t模锻锤公称打击能量2500kg·m,传统认为其空击力为1000t。由于公称打击力没有现成参数,暂参考具有类似工作能力的630t螺旋压力机作基准,其公称打击力为630t,因此取630t打击力作为P0计算的依据(630t螺旋压力机的公称打击能量≥5600kg·m,超过1t锤1倍多,但它工作时基本上是以一次打击成形为主)。
(1)本装置需缓冲的打击能量Eh
(2)本装置柱塞因与模座合为一体,故其尺寸主要取决于模具尺寸,此处暂定为小径d=ø350mm,下端大径D=ø400mm,其环形面积用于支撑预紧力,此处为630t,其承受的压缩应力

其值稍微偏大,推荐采用锥面支承则可大大改善其受力状况。
(3)为达到630t预紧力,柱塞大径D的下底面上的油压预紧压力(由于锥面的楔紧作用和缓冲时的节流效应,难以在锥面上形成足够的液压力,所以可近似地不必考虑差动液压力的影响):
py=≈500(kg/cm2),虽然达到了高压范畴,但其应用在技术上是成熟可靠的。
(4)最大缓冲行程
(5)一次缓冲所需油的体积

(6)为减少缓冲压力的波动,暂以15倍的ΔV来确定N2氮气腔压缩后的容积,即V=15 ×ΔV=15×309≈4500(cm3),即4.5升。
(7)氮气腔充气前的初始容积V0按等温条件下的压缩比来大致确定
从以上的初步分析计算可知,从技术层面上看,1t模锻锤的过载保护装置设计是完全可行的。
3 问题讨论
3.1 安全性问题
本装置采用了一个小能量的气液蓄能缓冲器,因此安全性是一个必须考虑的问题。虽然高压容器是一个安全隐患点,但由于这样的高压在其他领域,如化工领域,早已成熟应用了许多年,而且他们使用的试验压力可达4000kg/cm2,因此本装置所用的高压容器,其压力是在安全可控的范围之内的。本装置可以使用模具钢制造,其抗冲击能力很强。尽管其是在打击条件下工作,但均属于弹性打击面,而非刚性打击。装置的充气腔容积不大,缓冲柱塞的工作行程和速度又都很小,工作条件不算十分恶劣,所以只要精心设计制造,细心合理使用,安全性是完全可以保证的。
3.2 油的冷却问题
本装置采用了封闭循环使用的油气混合蓄能器节流技术,最大一次缓冲节流的能量可达1500kg·m,因此油的发热问题是必须慎重考虑的。
本装置是按照全能量空击的条件来设计的,但是这种空击属于误操作,并非经常发生,多数情况是有一定剩余能量下的部分空击,所以需要缓冲的能量要小得多。本装置的外周都是导热性能良好的金属体,具有一定的散热能力。总之,如果总是频繁地全能量空击,那么发热过多是必然的,相应的冷却措施必须跟上;但若是正常的使用,偶尔出现空击现象,理论上分析看,发热情况不会多严重,不需考虑额外的冷却措施。至于它的可行性,则需要实践验证,如果确有问题,那么采取一定的辅助冷却措施也是可行的。
3.3 实际打击力的调整
本装置是按公称打击力P0设计的,但在实际使用中,也应该允许在一定范围内做适当的调整,比如在终锻时,要求的打击力较高,如果过分强调强度安全,造成打击力不够而使锻件报废,那样是得不偿失的,而此时的打击效率已不是需考虑的主要因素了。
本装置实际打击力的调整也非常方便,只需用手动泵往气腔内充油,适当提高py就可,而py调高后,由于打击效率的降低,本装置需要的缓冲能量也随之降低,所以安全性也随之提高了。
4 结论
本文所提出的锻锤过载保护装置原理合理,构思独特,结构简单,对于提高锤类设备的安全性和模具寿命具有重要意义。实例计算说明,该装置在设计计算方法和结构上都具有技术可行性。本文对于螺旋压力机的过载保护装置的设计研究也有重要的参考价值。有关该装置的作用效果,有待实践进一步验证提升。
[1]杨雪春,卢怀亮,黄树槐,等.离合器式螺旋压力机极限打击性能的讨论.锻压装备与制造技术,2003,38(2).
[2]刁 洁,董建虎,李 强,等.螺旋压力机打击能量及打击力测试方法探讨.重型机械,2003,(5).
[3]金文明,马文元,杨慎华.50kJ液压模锻锤打击能量仿真研究.锻压装备与制造技术,2008,43(5).
The principle and structure discussion of overloading protection unit for forging hammer
ZHU Chengkang,FAN Changrong
(Jinan Foundry and Metalforming Machinery Research Institute Co.,Ltd.,Jinan 230506,Shandong China)
By discussion and analysis of design principle for overloading protection unit of forging hammer, it is concluded that the principle is feasible.Taking the 1 ton die hammer for an example,initial conception has been put forward to the determine the key parameters and design the main structure of overloading protection unit.The application and promotion of the technology will help to prolong the work life of the forging hammer equipment and tool.Meanwhile,the operation safety of the machine has been improved.
Overloading protection;Buffering;Forging hammer
TG315.3
A
10.16316/j.issn.1672-0121.2016.06.008
1672-0121(2016)06-0032-04
2016-08-05;
2016-09-28
朱成康(1939-),男,教授级高工,享受国务院政府特贴专家,从事锻压设备研制开发
