伺服液压机的性能特点与应用
2016-06-01夏卫明嵇宽斌
夏卫明,嵇宽斌
(江苏国力锻压机床有限公司,江苏 扬州 225009)
伺服液压机的性能特点与应用
夏卫明,嵇宽斌
(江苏国力锻压机床有限公司,江苏 扬州 225009)
介绍了一种采用交流伺服电机驱动内啮合齿轮泵实现伺服控制的伺服液压机,主机吨位1250kN,其主要特征为:液压机主缸上下腔分别由两台交流伺服电机驱动内啮合齿轮泵单独控制,实现了对供入主缸上下腔流量的精确控制,从而实现对滑块位置、速度、压力等参数的精确控制。该伺服液压机具有高速、高效、高精、高柔性、低噪声、智能化、节能环保等诸多优点。其在精密零件成形、精密定程工艺、精密定压工艺、提高单次拉伸成形深度、冲裁工艺、新材料成形等方面有广阔的应用前景。
伺服液压机;交流伺服电机;充液阀;内啮合齿轮泵;高精度
液压机多采用柱塞泵驱动,向液压缸供油,实现滑块运动。要实现液压机滑块的精确定程定压工艺,必须对输入油缸中的油液流量进行精确控制。一般可采用比例流量阀、比例泵、交流伺服电机驱动定量泵,通过位置、压力、流量监测形成闭环等方式实现,但这些方案各有利弊,取得的效果和所用成本也不相同。本文介绍一种采用交流伺服电机驱动内啮合齿轮泵实现液压机滑块精确控制的伺服液压机方案。
1 伺服液压机的原理
图1所示为伺服液压机的基本原理框图。由两组交流伺服电机驱动的内啮合泵直接连接到主缸上下腔,在泵与油缸之间连接有安全模块。泵出口、安全模块以及主缸上下腔分别连接有压力传感器检测系统各点压力,输入控制系统对交流伺服电机的转速进行伺服控制。安全模块用于保护系统安全,防止系统超压和支撑运动件自重。液压系统超压时,安全模块的插装阀阀芯开启,向油箱中释压。泵的出口也设有安全装置,超压情况下也向油箱释压。滑块位置由高精度的MTS磁致伸缩尺检测,其精度达0.005mm。
充液阀采用独立的油泵电机组和恒压控制阀块组成的液压回路单独控制,其控制阀组采用了比例伺服恒压控制技术,有利于提高充液阀反应速度,由压力传感器进行压力检测,输入控制系统控制比例伺服阀进行补压。该阀组为充液压阀的控制端提供了恒定的控制压力。
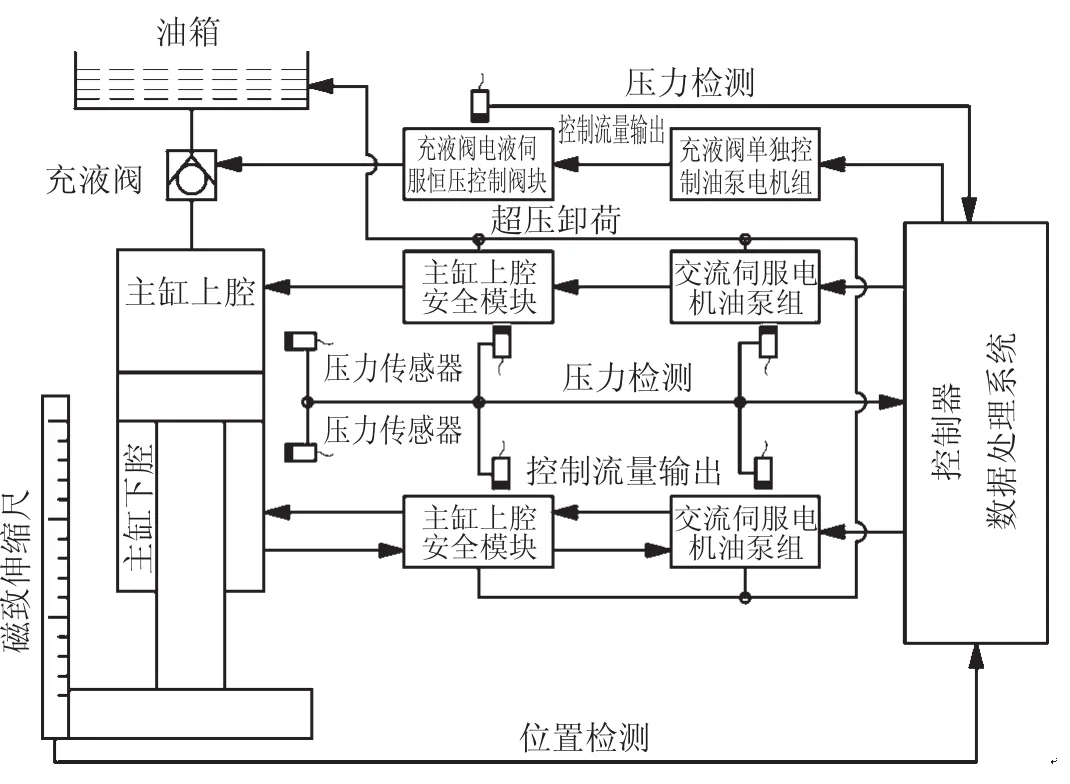
图1 伺服液压机基本原理
2 主要技术参数(表1)
3 性能特点
(1)工作方式选择。有调整、半自动(单次循环)两种工作规范,有定压成形与定程成形两种成形方式。
(2)机架高刚性设计。采用有限元优化设计,上梁/下横梁刚度为1/10000mm/mm。
(3)高速、高效、高柔性。采用交流伺服电机驱动内啮合齿轮泵,使系统流量可实现无级可调。快下速度450mm/s,工作速度5~40mm/s范围内无级调整,回程速度450mm/s,可在参数范围内任意设置速度、位置、压力等参数,滑块运动曲线可任意设定,滑块工作压力可在公称力范围内任意设定,便于多机连线,与机械手等配合。

表1 主要技术参数
(4)高精度。系统压力、滑块位置采用高精度传感器,通过电气系统的运动控制技术进行闭环控制,可在行程范围内根据工艺需要输出不同工作压力及流量,实现精密定压工艺和精密定程工艺,定压精度±0.02MPa,定程精度±0.01mm。
(5)节能环保、低噪声。采用德国西门子交流伺服电机驱动内啮合齿轮泵,比柱塞泵噪声降低30dB以上,最高速度下工作噪声≤75dB(国家标准为90dB,《GB 26484-2011液压机噪声限值》),极大改善生产环境;油箱小型化设计,整机用油量约300L。
(6)主缸上下腔分别由两台交流伺服电机驱动内啮合齿轮泵单独控制,可实现主缸上腔进油,同时下腔向油箱抽油,极大减小了主缸下腔回油阻力,提高滑块快下速度。
(7)充液阀比例伺服恒压控制技术,提高了充液阀工作可靠性和反应速度。
(8)安全冗余设计。主缸上下腔配安全模块,在无压力情况下可以实现滑块在任意位置停留,整个系统安全冗余设计,安全级别远高于传统控制方式液压机,设有多种安全保护装置。
(9)专用控制系统。普通PLC很难满足伺服液压机的压力、流量、速度等参数闭环程序控制大规模运算需要,伺服液压机的控制系统采用高级微处理器。
(10)可预存模具参数,供换模时快速调用模具参数库,节省时间,提高生产效率。
(11)具有友好的人机交互性。可通过数字面板显示输入压力、快进和回程速度、压制速度及保压/停机时间参数,极大减轻劳动强度。
(12)提高模具使用寿命。伺服液压机运行平稳,机身振动小,机架采用高刚度设计,模具使用寿命可提高3倍以上。
(13)维护性好。伺服液压机外部管路连接较常规液压机少得多,结构简单,配置较多的压力传感器和压力表接口,方便判断故障点。
4 样机试制与验证
经过2年的努力,我公司成功研制出一台125t伺服液压机样机,如图2所示。图3所示为该伺服液压机泵站。

图2 125t伺服液压机样机

图3 125t伺服液压机泵站
针对研发的伺服液压机样机进行性能检测。主要进行了滑块空载和带负载的定位精度试验、滑块带负载的重复定位精度试验、滑块定压精度试验、滑块微动试验和滑块柔性运动试验。
(1)滑块空载和带负载的定位精度试验
在滑块行程范围均匀选取五个点,通过高精度的位移传感器(精度为0.005mm)在显示屏上显示的滑块位置信息和程序设定值进行比较,误差以设定位置与实际位置的最大差值计,进行多次试验取平均值,滑块空载定位精度为±0.01mm。
增加牛筋垫(如图4所示),在10t~125t范围内均匀选择五个位置点进行带负载的定位精度试验,误差以设定位置与实际位置的最大差值计,多次试验取平均值,在所述吨位范围内定位精度为±0.01mm。

图4 试验垫
(2)滑块带负载的重复定位精度试验
将滑块运动到编程设定的某一位置,在牛筋垫允许压缩行程范围内取五处,用百分表测量,误差以设定位置与实际位置的最大差值计。多次试验取平均值,滑块带负载的重复定位精度为±0.01mm。
(3)滑块定压精度试验
采用牛筋垫进行压力行程试验,在公称力范围内均匀取五个压力点进行测试,误差以程序设定值和主缸上腔压力传感器检测值最大差值计。经多次测量,取平均值,压力控制精度高达±0.02MPa。
(4)滑块微动试验
将牛筋垫压缩到程序设定的某一点,停顿3~5s,让滑块微动进给0.03mm,采用百分表检测,该液压机较好实现该功能。
(5)滑块柔性运动试验
该伺服液压机程序编制界面友好,用户可以在参数范围内任意设置滑块的位置、速度、压力、停顿时间等参数,可实现复杂的运动曲线。
5 应用
(1)精密零件成形。滑块运动曲线可以根据成形工艺需要进行设置,在任意位置可输出所需压制力,保证精密冲压成形的质量要求。
(2)拉延成形工艺中有效防止拉破。滑块运动速度可根据成形工艺需要无级调整,设计变化的滑块运动速度,可有效避免材料破裂,提高表面成形质量。
(3)新材料的成形工艺。可用于变形镁合金等难加工材料的成形。
(4)提高单次拉伸成形深度,减少拉伸次数。拉伸速度可实现无级控制,有利于控制成形件成形速度过快造成的破裂问题,因而单次拉伸深度更高,成形件减薄量提高。
(5)冲裁工艺中的应用。可控制压力输出,在材料接近断裂时控制减小输出压力,因而无需缓冲装置即可完成冲裁、切边等工艺。
(6)可代替伺服压力机。伺服液压机速度高、精度高,在小行程范围可达到伺服压力机工作频次。更重要的是伺服液压机可在滑块全行程输出公称力或小于公称力的任意压力,滑块可在全行程任意位置设定任意保压时间,滑块可在全行程范围任意位置精确定位,这是伺服压力机或机械压力机无法实现的。
(7)可应用于现有液压机所有场合。伺服液压机具有的高精度、高柔性特性,比现有液压机的使用范围更广。
6 结束语
通过交流伺服电机驱动内啮合齿轮泵实现对流量的精确控制,实现了对液压机速度、位置、压力等参数的精确控制。试验证明伺服液压机在高速、高效、高精、高柔性、滑块速度无级调整、低噪声、节能环保等方面具有传统液压机无可比拟的优势。
[1] 李贵闪,严建文,翟 华.伺服液压机研究现状及关键技术[J].液压与气动,2011,(5):39-41.
[2] 李贵闪.伺服驱动液压机浅析[J].锻压装备与制造技术,2011,46(6):17-19.
[3] 夏卫明,骆桂林,王义平,等.一种无级可调恒压控制液压系统及其应用[J].锻压装备与制造技术,2010,45(5):39-40.
[4] 孙友松,周先辉,黎 勉,等.交流伺服压力机及其关键技术[J].锻压技术,2008,33(4):1-8.
[5] 仝 超,乔礼惠.液压伺服油压机高精控制的实现[J].锻压装备与制造技术,2010,45(1):59-61.
[6]乔礼惠,赵雪松,吴国健.基于CAN总线技术伺服液压机控制系统[J].锻压装备与制造技术,2012,47(3):35-37.
[7]程永奇,刘易凡,许仕宁,等.基于伺服压力机的AZ31镁合金反挤压成形[J].塑性工程学报,2012,19(4):68-73.
[8]夏卫明,骆桂林,嵇宽斌.一种新型无级可调高速伺服液压机液压系统[J].锻压装备与制造技术,2012,47(5):32-34.
[9] 张清林,小松勇.伺服冲床的构造及使用方法全析[J].锻造与冲压,2012,(16):52-55.
The characteristics and application of servo hydraulic press
XIA Weiming,JI Kuanbin
(Jiangsu Guoli Forging Machine Tool Co.,Ltd.,Yangzhou 225009,Jiangsu China)
One kind of servo hydraulic press that adopts AC servo motor drive internal gear pump to realize servo control has been introduced in the text,the rated force of which is 1250KN.The main characteristic is that the piston side and the rod side of the main cylinder are controlled respectively by two internal gear pump driven by AC servo motors which realizes precise control of flow supply into the cylinder.Thus in this way,the parameters like position,speed and pressure have been controlled precisely.This servo hydraulic press has properties of high speed,high efficiency,high precision,high flexibility,ram speed stepless adjustment,energy conservation&environmental protection,low noise,and intelligent,etc.It has a wide application in precision parts forming process,precision parts fixed distance process,fixed pressure deforming process,improving the single forming depth,blanking process,and new material forming process,etc.
Servo hydraulic press;AC servo motor;Charging valve;Internal gear pump;High accuracy
TG315.4
B
10.16316/j.issn.1672-0121.2016.02.004
1672-0121(2016)02-0025-03
2015-05-26
夏卫明(1981-),男,硕士,工程师,从事液压机研发设计。E-mail:xiaweiming2000@aliyun.com
