基于MOD法的辅助工时定额标准化研究
2016-05-31李峰
李峰
(湖北汽车工业学院机械工程学院,湖北十堰442002)
基于MOD法的辅助工时定额标准化研究
李峰
(湖北汽车工业学院机械工程学院,湖北十堰442002)
摘要:利用MOD法对工时定额标准化进行了研究,提出了基于MOD法的辅助工时定额的制定方法,以东风变速箱公司为例,介绍了其应用方法。利用该方法提高了测时速度和准确率,也使得工时定额工作规范化和标准化。关键词:辅助工时定额;标准化;MOD法
标准工时是企业生产管理工作的基础数据。标准工时制定的质量直接影响企业产能的计算、设备利用率、企业员工劳动报酬等方面的问题。机加工标准工时是指机床上每个工序的单件标准工时,包括机械加工时间及手工辅助操作时间。机械加工时间在工艺编制时,由工艺人员根据零件大小和所用机床设备计算得到,人工操作包括工件装卸、测量尺寸、开停机、更换刀具、清除切屑等,这些时间是生产操作时间,也是手工辅助操作时间。因此,对于某台机床设备:
标准工时=机械加工时间+辅助操作时间+宽放
其中清理铁屑、机床换刀、首件测量等操作归入宽放,在宽放时间里体现。
目前机械加工工时定额中辅助时间尚没有统一标准,多采用经验法或者估算法,这种方法误差大,影响工时定额的质量。课题组运用模特排时法(MOD),建立了一整套项目完整的预定动作时间标准,用该方法制定机加工中的辅助时间,精度高、效率高。该方法已经用于东风变速箱厂生产实际,效果较好。
1 MOD法制定辅助时间标准的思路
澳大利亚工业工程师G.C发明了模特排时法,用这一方法确定动作时间简单易行。MOD法将人体动作分为移动动作5种,终结动作6种,其它身体动作10种,共21种;并以手指移动动作时间作为基本时间值——1MOD,而1MOD为0.129 s,在使用时,只要知道使用身体的部位,动作的大概距离和所负重,就可以列出动作表达式,根据表达式计算出MOD数,最后再乘以0.129 s,即可知道完成这一系列的动作要花费多少时间,而不需要测时。如机床松开夹具时间的确定,根据观测,其MOD表达式为W5M2G1M1P0,其MOD数为9,时间值为1.16 s。
现代企业生产模式朝着多品种小批量方向转变,机加工产品种类越来越多,且生命周期越来越短,对每个不同的零件都进行标准工时测定是不现实的,缺乏实用性。产品种类繁多,但很多产品零件类型是相似的,只是大小和形状略有不同,且机床设备的种类也是相对固定的,只能加工某一类零件,在这些机器设备上进行的操作相对统一。基于此,以企业机床设备及其加工零件为研究对象,用MOD法制定其工时定额标准,当加工其它类型工件时,不需要重新制定,只需要根据零件大小和形状,在原来标准的基础上进行修正,这样就可快捷、精确得到新产品标准工时。
2 MOD法制定辅助时间标准的方法
2.1现场设备、工序调查及操作动作写实
1)确定定时点首先找出工序加工过程中相邻作业循环之间的分界标志,当工人按工艺进行操作达到定时点时,标志着前一个作业循环结束,后一个循环开始。一般采用上一工件加工完成后停机为定时点。记录一个加工循环的MOD表达式。
2)划分操作和动作首先分析有多少个操作内容,如剃齿机的操作:拉开挡板、松开夹具、下料、清洗定位面、上料、夹紧工件、拉上挡板,按电钮启动等。然后按照操作内容分析动作,包括每个操作有多少个动作,接着按照动作经济性原则,在保证产品质量和安全生产的情况下,简化和取消多余动作,最后确定操作表达式。
3)绘制工位组织图将操作动作的移动距离,工位器具尺寸高低测量出来,以mm为单位标注在工位组织图上,便于分析确定动作时间值。
4)绘制动作时间分析图按操作顺序严格划分辅助操作、机动时间界限,如某手动操作时间重合于机动时间,找出不重合的手动操作时间用于计算辅助操作时间,而辅助操作时间与利用机动时间进行的操作时间之和,用于计算操作时间定额。
5)录像便于对操作动作的复查以及对微动作的分析。
2.2操作动作术语、范围和方法规范化、标准化
有关操作分析术语须规范化、标准化,否则标准使用时就会产生歧义和误差。如下述对上料、下料术语的描述。
1)上料与夹具有关,将待加工工件直接放入夹具的操作动作。
2)下料与夹具有关,直接将已加工完的工件从夹具上取下的操作动作。
3)取料与夹具无关,从工位器具将待加工工件拿到摆放点,如工作台、夹具旁、机床旁等位置,为上料做准备的操作动作。
2.3 MOD法使用标准的建立
传统MOD法共有21个基本动作,每个动作有对应标准,如M1指手指移动25 mm,M2指手移动50 mm,M3指小臂移动150 mm。这些标准相对太粗,实际应用时不好掌握,因此有必要根据理论和企业实际制定容易使用的MOD法的使用标准。这些标准包括移动标准、弯腰标准、负荷标准和特殊情况的修正标准等。经现场调查后规范一套基础标准便于使用和分析。
1)移动距离与动作的对应关系移动动作有手移动、脚移动、足踏,移动方向有正面移动和交叉移动。不同的移动距离、方式的MOD表达式见表1。
2)弯腰动作的修正标准轴类零件工位器具离地面450 mm以下时,上料、下料、取料、卸料加B17。盘类零件工位器具离地面450 mm以下时,上料、取料加B17,下料、卸料不加B17。当工位器具上有一半零件需弯腰拿取时,取1/2×B17;当工位器具上有1/3的零件需要弯腰拿取时,取1/3× B17。以此类推。当操作机床,如按钮、手柄等距离地面450~600 mm时,取1/2×B17。
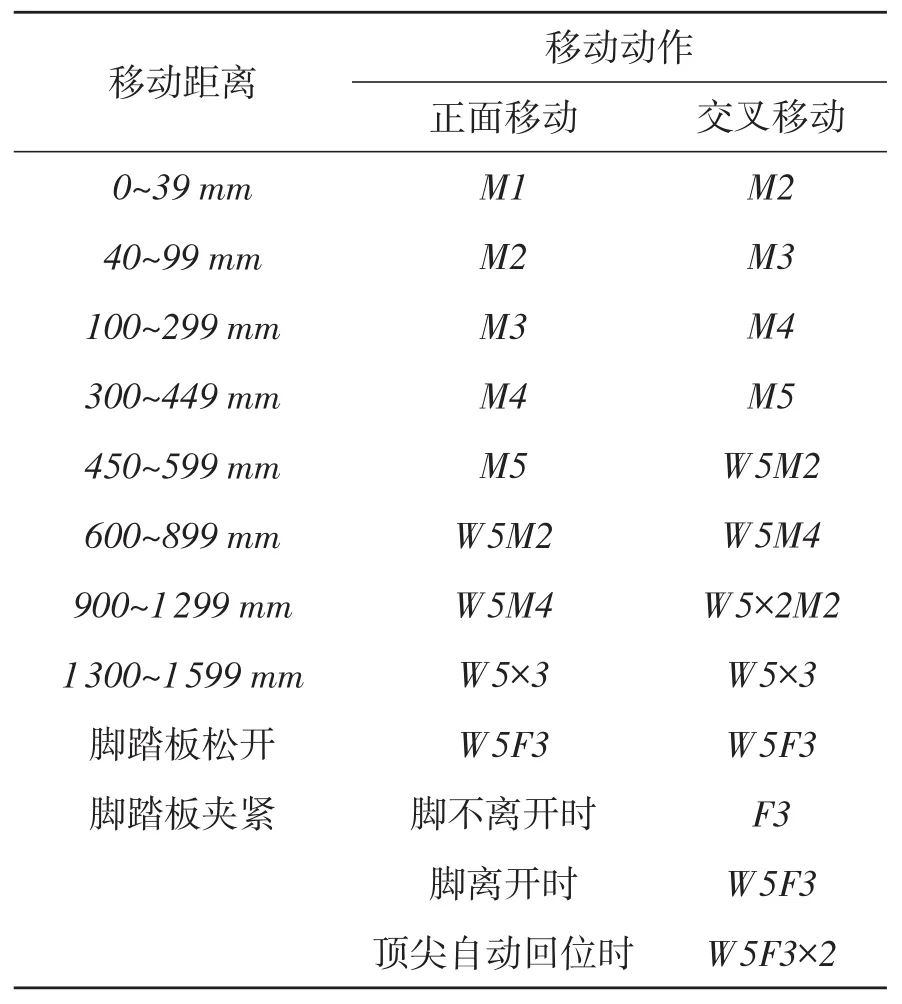
表1 移动距离和移动动作对应关系表
3)放置动作与工件长度关系当放置动作采用P5即需双头安装时,与工件长度关系见表2。

表2 放置动作P5修正表
4)抓取动作与质量的修正关系抓取不同质量的物品所花费的时间不同,因此需要根据物品质量对动作时间值进行修正,其修正关系见表3。修正值存放在模特值中,如G24表示在G1基础上多加了23个MOD数进行修正。
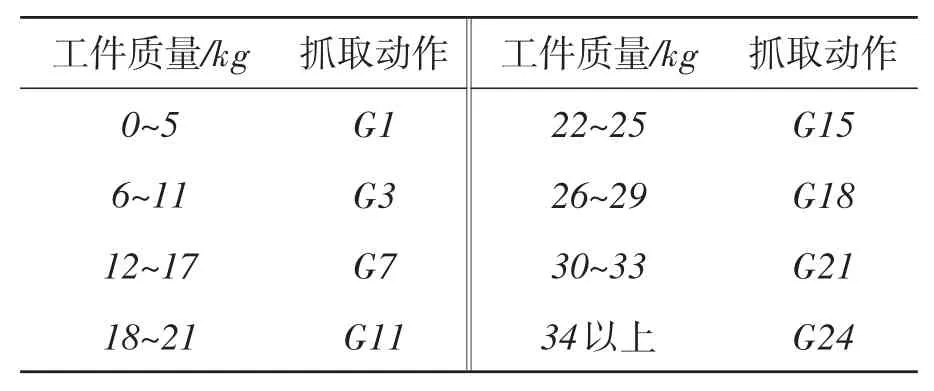
表3 抓取动作与质量因素关系修正表
5)放置动作与工件质量的修正关系工件质量大于8 kg时,放置动作前加A4;工件质量大于30 kg时,放置动作前加A8。
6)移动动作与工件质量的修正关系经手重量大于2 kg时取L1,每增加2 kg,重量因子增加1MOD,如重量为4~6kg时取L2,6~8kg时取L3,以此类推。
2.4分析调查资料,确立标准项目,完成标准建立
标准制定的原则为:1)标准内容项目要齐全,顺序书写一致;2)标准的操作项目要全,动作分析要确切,动作说明要清晰;3)机加工标准项目的确立要便于使用,设备型号类同,操作内容基本相同为一项;4)标准表格大小要统一,标准的各种符号(劳动定额、工艺技术参数等)、术语按照国家标准化要求统一。
3 MOD法制定辅助时间标准应用
对某机加工线中专用半自动端面外圆磨床利用MOD法制定操作辅助时间标准(表4)。该端面磨床上料时间标准见表5,操作内容为伸手到待加工工件摆放点拿工件放到夹具上。在该机床上加工零件时,该零件的辅助工时直接在表1中查阅和使用,只是零件大小不同时会影响上料、下料、取料、放料时间,这些时间也都标准化,可在相关表中查阅,不需要实际测时来确定辅助时间。如果确定了该机床工人操作的宽放率,则该机床辅助时间定额即可确定。

表4 专用半自动端面外圆磨床操作辅助时间标准
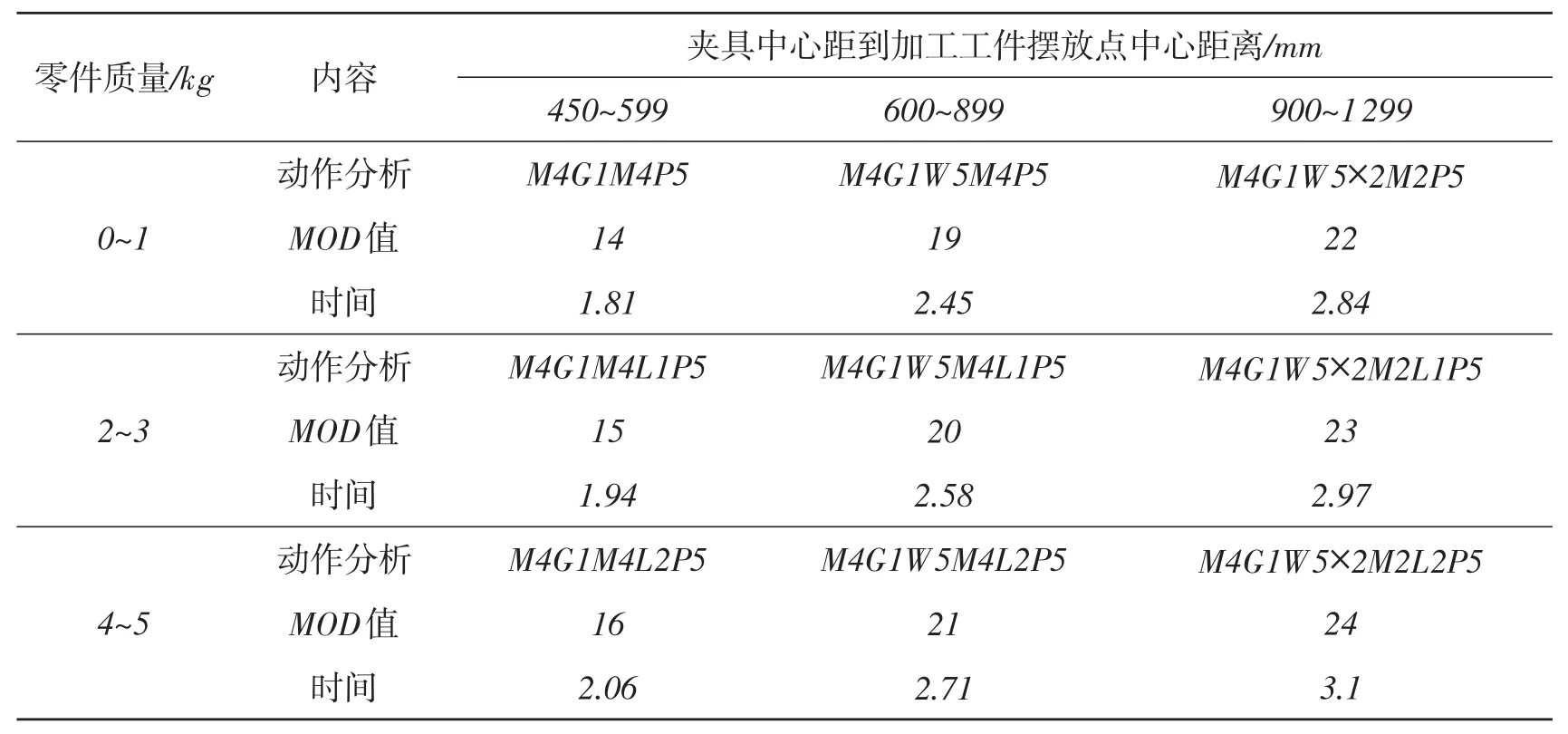
表5 专用半自动端面外圆磨床上料时间标准
对某柴油机凸轮轴第3主轴颈车削过程制定辅助时间标准。1)绘制现场布局图,如图1 a所示。2)现场观察第3主轴颈车削操作过程,绘制动作时间分析图,如图1 b所示。其中T辅助为执行基本作业而进行各项辅助操作所消耗的时间;T操作为实现一定目的而进行独立完整劳动活动所消耗的时间;T机为在工人看管下由设备自行完成基本工艺过程或辅助操作所消耗的时间;T作业为直接用于完成生产作业或零件加工所消耗的时间。3)用MOD法得到各动作分析式,并得到MOD值和辅助时间值,最后得到该工序的MOD值为322.08,其辅助工时定额标准为41.55 s,见表6。

图1 第3主轴颈车削现场布局图和动作时间分析图

表6 第3主轴颈车削辅助时间标准
4 结束语
本文中阐述了模特法的基本原理,介绍了用模特法制定工时定额标准的方法和步骤,该方法简单实用。当一个企业建立了自己的各工序生产操作时间标准库后,后续即便加工零件变更,也不需要重新测时,根据标准很快就可以确定加工该零件的标准工时,为多品种少批量的企业快速确定工时定额提供了一个有效方法。
参考文献:
[1]范中志,张树武,孙义敏.基础工业工程[M].北京:机械工业出版社,1994.
[2]刘胜军.精益生产方式现场IE[M].深圳:海天出版社,2002.
[3]周密. IE方法实战精解[M].广州:广东经济出版社,2003.
[4]田村孝文.标准时间管理[M].北京:东方出版社,2011.
[5]石渡淳一.最新现场IE管理[M].深圳:海天出版社,2004.
Research on Standardization of Aided Man-hour Quota Based on MOD
Li Feng
(School of Mechanical Engineering, Hubei University of Automotive Technology, Shiyan 442002, China)
Abstract:The standardization of man-hour quota was studied by MOD. A method of calculating aided man-hour quotabased on MOD was presented, and the application of DongfengMotor Transmission Com⁃panywas introduced.The measurementspeedandaccuracywere increasedusingthe method.
Key words:aided man-hour quota; standardization; MOD
作者简介:李峰(1970-),男,湖北十堰人,副教授,从事机械制造、工业工程研究。E-mail:Lifeng-23@126.com
收稿日期:2016-02-24
doi:10.3969/j.issn.1008-5483.2016.01.012
中图分类号:TP391.73
文献标志码:A
文章编号:1008-5483(2016)01-0048-04
