汽车空调摇摆斜盘式压缩机行星板组件收口技术的研究
2016-05-30方益张华珠万建峰
方益 张华珠 万建峰
摘 要:本文针对摇摆斜盘式压缩机行星板组件收口的研究分析,确定连杆与球窝的有效接触面,同时对铆压压力的确认提出可靠的试验方式,解决了活塞与连杆及行星板与连杆收口铆压过紧、过松以及松动脱落等故障
问题,有效的提高了铆压收口的可靠性。关键词:摇摆斜盘式压缩机;行星板组件;连杆;活塞;铆压;拉力;扭矩
近观这 15年,我国汽车每年呈阶梯式增长,连续五年蝉联全球销量第一,超越汽车产销大国美国。随着汽车的普及,人们对汽车的舒适性、节能性、可靠性等各方面要求越来越高。对于汽车空调来说,在炎热的夏天带给人们舒适性的同时,更要求空调系统的稳定可靠。通过对摇摆斜盘式压缩机故障点的调查,发现行星板组件铆压收口不良引发的问题是其中的主要故障之一,本文特针对摇摆斜盘式压缩机行星板组件收口问题进行深入分析。
1 摇摆斜盘式压缩机结构及工作原理分析
发动机通过传动带驱动皮带轮 2,电磁铁 3通电,吸盘 1与皮带轮 2吸合,因而带动主轴 4与斜盘 5组成的组件旋转,由于一对啮合伞齿轮 10、12的防旋作用,行星板 6不能随斜盘 5转动,只能围绕着定心球 11作摇摆运动。连杆 7两端球头与活塞 9及行星板 6通过收口铆接在一起,连杆 7不能脱出,但要求在图示 A、B两处球窝中能够自由转动,形成两个球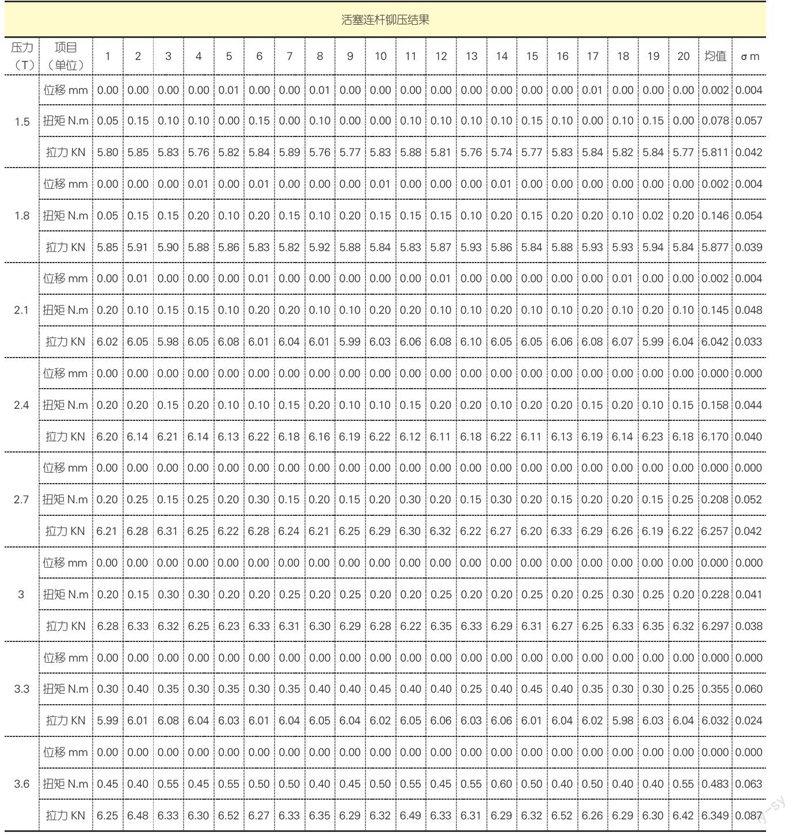
1.
吸盘;2.皮带轮;3.电磁铁;4.主轴;5.斜盘;6.行星板;7.连杆;8.汽缸;9.活塞;10.防旋齿轮(动);
11.
钢球;12.防旋齿轮(静);A.活塞与连杆铆压收口;B.行星板与连杆铆压收口
关节。于是行星板 6的摇摆运动通过连杆 7的传递,转化为活塞 9在汽缸 8内的往复运动,从而作功。
2 球窝接触面形状分析
行星板组件的铆压收口(包括 A:活塞与连杆铆压收口; B:行星板与连杆铆压收口),要求收口均匀,松紧合适,连杆头在球窝中转动自如,连杆从球窝拉脱力符合要求。
行星板材质:A356,硬度 HB85-95;
活塞材质:2A14,硬度 HB110以上;
连杆材质:杆部 20#,球头 GCr15;球头硬度 HRC 58-62;
针对行星板组件的收口质量,我们可以对活塞、行星板的球窝与连杆球头接触面的形状来进行分析判断。因为 A、B两处铆压的原理是一样的,本文仅对 A:活塞连杆铆压收口作分析说明。
铆压收口后,球窝接触面形状一般会出现以下 4种情况:
Ⅰ Ⅱ Ⅲ Ⅳ
Ⅰ:接触面痕迹位于球窝中部。这种接触面形式是 4种情况中最不可靠的,往往是铆压收口不到位所致。压缩机工作时,连杆头转动会产生转矩的各向异性。因为收口的缺陷,连杆极易拉脱,造成压缩机损坏。出现Ⅰ这种接触面类型的,一般都是铆压收口时压力太小,造成活塞、连杆球头在球窝中部接触,而头部铆合不到位。
Ⅱ:球窝的头部与底部两处接触。底部接触往往会因为接触面积偏小而造成承载的不稳定性。压缩机工作时,在连杆球窝的反复冲击下,活塞球窝底部容易产生凹坑。这样连杆球头与活塞球窝接触处出现间隙,间隙进一步发展,会造成压缩机噪音甚至连杆拉脱、压缩机卡死的严重后果。Ⅱ类接触面的产生,一般与活塞球窝的加工尺寸偏差以及收口模设计或制作缺陷有关。
Ⅲ:整个活塞球窝与连杆球头全包围接触,这种收口是压力过大导致。这种接触面形式会导致润滑油难于进入球窝进行润滑,球关节摩擦部位扭矩大,压缩机功耗高。更严重的是过大的压铆力有可能造成收口时,活塞球窝部位的铝表层破损,粘连到连杆球头上,形成所谓的压焊现象。工作时球关节容易咬死,压缩机短期失效。
Ⅳ:理想的接触面形式。它避免了Ⅰ、Ⅱ、Ⅲ三种类型的弊端,通过我们做的系列试验,Ⅳ的耐久及综合性能优于其他三种类型。如何能获得Ⅳ型的接触面,除开合理的模具设计外,最重要的就是控制收口铆压压力。下面将对铆压收口压力的确定作进一步的探索。
3 铆压压力的确认
活塞—连杆的铆压收口必须满足以下三项条件:
i):连杆球头与活塞球窝的实际间隙
S=0; ii):单个连杆转动扭矩 M≤ 0.4N.m; iii):单个连杆拉脱力 F ≥6KN。符合这三项条件,活塞球窝将会得到理想
AUTO TIME 43
的Ⅳ型接触面并获得最佳的球关节转动效果。活塞连杆铆压结果
我们使用符合要求的收口模具,在不同压力下进行了一系列试验,并逐一测量记录数据,然后对数据进行 6σ的分布分析,最后确定合理的压力参数区间。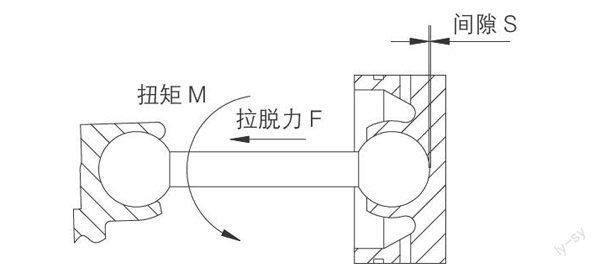
间隙 S
在各种压力下,对铆压的产品进行相关检测,每组压力做 20组产品,得出数据如上图所示,根据数据进行统计分析,并按 6σ进行分布,得出合理的压力区间。
经过对曲线分布分析: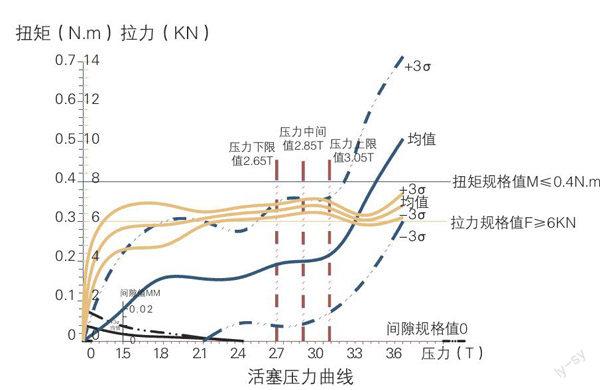
最终根据上述条件及对压力机精度的综合判断,确定压力值在 2.85±0.2T做出的产品能全部满足设计要求,同时压力机的精度也能完全满足这个工况。所以在工艺参数上及过程点检控制做好,那么活塞与连杆铆压后的产品性能将非常稳定。
脱落的故障率。本文着重讲述了在铆压工序需要同时满足多个要求时,如何来确认过程参数,使得结果不仅仅能满足设计要求,更有助于提高产品品质的稳定性。任何一个参数的设定都是有它的科学依据,我们通过取样、取值、绘表、 6σ分布、分4 结论析取段,得到我们想要的参数。这种方法不是针对摇摆斜盘式压缩机行星板组件只局限于汽车空调压缩机,同样用于其他产品的铆合接触面及铆压压力的分析确认,某工序需要满足多种条件的情况,可以作为参
参考文献
[1] 陈孟湘 .汽车空调—原理、结构、安装、维修,上海:上海交通大学出版社,2001.
[2] 李祥峰 .汽车空调,西安:西安电子科技大学出版社,2006.
[3] 表万洙 .六六西格玛推进实战与模板,北京:人民邮电出版社,2013.
[4] 何桢 .六西格玛管理(第三版),北京:中国人民大学出版社,2014.
