激光切割对铝合金材料的力学性能影响分析
2016-05-30侯红玲
侯红玲
(陕西理工学院 机械工程学院, 陕西 汉中 723000)
激光切割对铝合金材料的力学性能影响分析
侯红玲
(陕西理工学院 机械工程学院, 陕西 汉中 723000)
[摘要]为了探索激光切割技术对铝合金材料力学性能和疲劳性能的影响,采用试验分析方法,用机械铣削和激光切割方法分别制备了两类试件,对其进行了拉伸试验、疲劳寿命试验以及切割表面质量评估。对比分析了两种加工方式对其力学性能和疲劳寿命的影响,分析结果表明:经过激光切割后铝合金材料的抗拉强度、延伸率均有所下降,但屈服强度稍有增加;激光切割后的疲劳寿命比机械铣削试件疲劳寿命短,但切缝若经过打磨处理,其寿命又高于不打磨的试件寿命;同时通过表面精度测量分析,激光加工铝合金虽然存在挂渣,但仍有较高的表面质量。
[关键词]铝合金;激光切割;切割质量;疲劳寿命
近年来激光切割技术广泛应用于各种加工领域,如激光切割、激光焊接、激光制孔、激光雕刻、激光3D打印、光化学沉积、立体光刻、激光雕刻刻蚀等[1-2]。国外汽车生产过程中,普遍采用三维激光切割机对覆盖件、门板等进行精确切边,再采用激光焊接机械手进行高质量自动焊接,不仅确保产品质量,而且生产效率极高[3]。尽管如此,但对于具有高反射率的材料,如铝合金,由于对激光束能量吸收率低,切割质量难以控制,容易出现热致微裂纹、挂渣、条纹等现象,直接影响切割缝表面质量、尺寸精度以及力学性能等[4-5]。
本文以飞机蒙皮材料2A12硬铝合金为例,主要探索高反射率材料激光切割后力学性能和寿命的变化情况,并与常规机械加工的试件进行对比,分析变化原因,以确定激光加工这一先进制造技术是否可以应用到高反射率材料的加工。
1试验材料及方法
2A12属于一种硬铝合金,强度高,有一定的耐热性。由于综合性能较好,广泛用于飞机结构件,如飞机蒙皮,常采用机械铣切的加工方式,至今未使用激光切割。试验材料选用厚度2.5 mm的板件2A12铝合金,这种材料的机械及物理性能如表1所示。

表1 2A12合金的机械及物理性能
按照国家标准GB/T 228—2002对拉伸试件的要求,设计拉伸试件如图1(a)所示;同时按照GB/T26076—2010标准对疲劳试件的要求,设计了疲劳试件如图1(b)所示。

(a) 拉伸试样 (b) 疲劳试样图1 拉伸和疲劳试样
2试样制备
在日本马扎克SUPER TURBO-X 510 MKII 2.5 kW激光加工机上,根据图1试件尺寸,按表2中的工艺参数,分别切割出图2所示的拉伸和疲劳2A12铝合金测试试样,并进行详细标号,以示区别。

表2 激光切割工艺参数
(a) 拉伸试件 (b) 疲劳试件图2 加工的铝合金拉伸和疲劳试件
2.1拉伸试样
拉伸试样按图1(a)标准,分别采用机械铣削和激光切割共获得6个试件,分为两组,如图2(a)所示,分别进行拉伸试验,以确定2A12铝合金激光加工后抗拉强度和延伸率的变化。
2.2疲劳试样
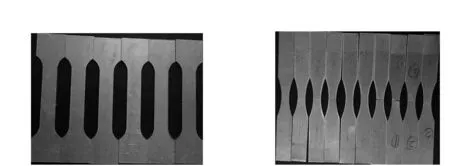
按图1(b)标准分别也用机械铣削和激光切割获得具有相同尺寸、形状及表面形态的9个试件,分为3组,每组3个试件,并做相应的标记。一组为激光切割且切割面打磨过,用红色笔写数字1、2、3标记;另一组为激光切割但切割面没有打磨,用红色笔写数字4、5、6标记。还有一组为铣削试件,用黑色笔注1、2、3做以标记;疲劳切割试样如图2(b)所示。
3试验结果与分析
3.1拉伸性能测试
激光切割过程存在着复杂的物理变化,高能量激光束照射工件表面,部分光束能量被反射,剩余部分被材料吸收,所吸收的激光能量被迅速转化为热能,造成切割点处的温度不断上升至熔化乃至气化温度,在切割区域发生熔化和气化现象。文献[6-7]提到,在激光切割时板材两侧会发生明显的组织和性能变化。对于高反射率材料,如文中的2A12铝合金,激光切割后,试件性能会发生多大变化?
抗拉强度、屈服强度、伸长率和断面收缩率等是材料力学性能的主要指标[8],可以反映出金属材料的力学性能。根据单向拉伸试验,对形状及尺寸相同的激光切割试件和机械铣切试件分别进行拉伸试验,将两组试件夹持在电子万能试验机上进行拉伸直至断裂,获得拉伸曲线如图3,性能指标如表3示。

图3 拉伸曲线

图4 加载方式

性能指标铣切试样激光试样抗拉强度/MPa420.84412.27延伸率/%7.86.4屈服强度/MPa395.37380
与表1中2A12铝合金原始材料的各项指标相比较,可以看出,通过机械加工后,抗拉强度由材料的470 MPa降到420 MPa,激光切割后,抗拉强度由470 MPa降到412 MPa;机械加工后延伸率由10%降到7.8%,激光切割后,由10%降到6.4%;同时激光加工后屈服强度增加到380 MPa。以上指标与机械铣切试件相比较,各项指标均有所下降,但变化不大,对于力学性能有影响但不大。
之所以会出现上述现象,是由于激光切割过程中在试件附近产生热影响区,引起组织和性能的变化,从而降低了力学性能指标。试验发现通过改善工艺过程、工艺参数以及改善铝合金表面的吸收率,均可减少对性能的影响。
3.2疲劳寿命测试
试验中2A12硬铝合金试件厚度2.5 mm,属于薄壁材料,为了避免试样在分析中产生弯曲变形,进行单向拉伸和应变-寿命疲劳试验[9-10],循环应力类型选用不对称拉伸加载方式(见图4),取中等应力水平,应力比R=0.1,其σmax=220 MPa,σmin=22 MPa。
在QBG-50型高频疲劳试验机上,按图4加载,在室温下进行轴向拉-拉疲劳测试。该试验中,循环应力是疲劳失效的控制参数,对试样进行试验直至发生断裂,分别记录下硬铝合金机械加工试件、激光切割切缝不打磨试件以及激光切割切缝打磨试件在相同应力下,发生断裂时对应的最大循环次数如表4所示。

表4 疲劳寿命测量
测量数据处理后如图5所示,可以明显看出,3种不同类型的试件,在相同的应力循环下,寿命不同,即Nf 3>Nf 2>Nf 1,机械铣削方式的试件疲劳要高于激光切割,而切缝处打磨的试件寿命高于切割缝不打磨的试件寿命。
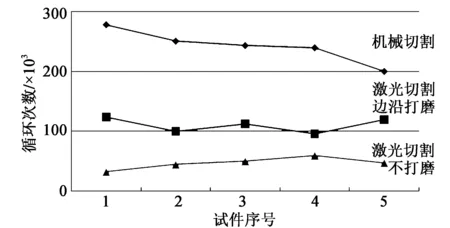
图5 2A12铝合金试件不同切割方式寿命对比
由此可以推断,机械铣削切方式对铝合金性能影响小,而激光切割铝合金过程中由于产生大量的热,对切缝处有一定的影响,导致试件寿命缩短;但如结果能对激光加工试件边沿的挂渣进行打磨,寿命会有一定的提高。
4加工质量分析
激光切割属于热加工,但铝合金材料对激光能量的吸收率较低,切割后在切缝处存在明显的切割纹理及挂渣。如何对激光切割金属表面的质量进行评价和表征,至今尚未形成统一的标准。目前以左铁钏[11]提出的“按照粗糙度不同量级评价激光切割表面”的评价方法应用比较广泛,但是由于激光切割表面上、下两部分的粗糙度不尽相同,上部分光洁度好,下部分特别是近边沿处,挂渣明显。用单一的粗糙度参数很难表征切割表面的实际质量,为了充分评估激光切割铝合金试件的质量,激光切割了9个60 mm×30 mm×2.5 mm的试件,分别测量粗糙度和切割缝最大挂渣尺寸,进行综合评价。
4.1切缝挂渣测量
将9个试件分别标号,在全自动视频测量仪-JVC300T上放大后观察,如图6所示。分别测量出9个试件在切缝处的最大挂渣尺寸,其值不超过1 mm;同时也看到,挂渣沿切割深度方向有所增加,切割深度的下边沿处挂渣最多。
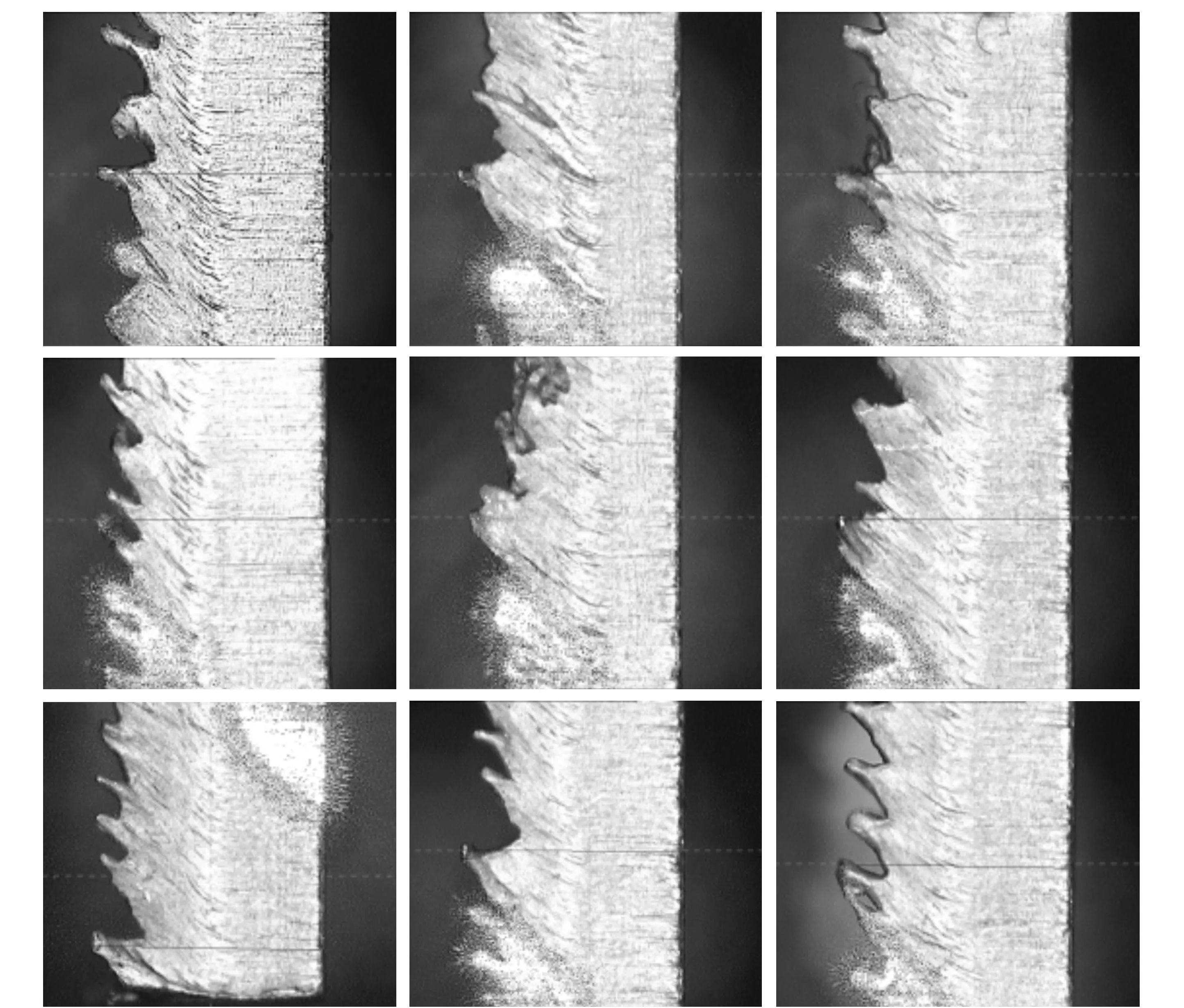
图6 切缝挂渣放大后测量

图7 粗糙度统计分析
激光切割铝合金后,切缝挂渣是不可避免的。这是由于铝合金吸收的激光能量沿深度方向的衰减,致使切割试件下边沿处熔化不到位,挂渣尺寸增加,通过改善工艺过程,改善材料对激光的吸收率均可改善切割精度。
4.2粗糙度测量
对激光切割的9个试件的长边分别用粗糙度仪-TR210进行测量,取样距离0.25 mm,对测试数据进行分析,具体的粗糙度波动情况如图7所示。
实验结果表明,对于2.5 mm厚的2A12合金,表面粗糙度质量较高,Ra最大不超过3.2 μm;由此可见,对于切割精度要求不太高的铝合金加工,激光切割完全可行。如果为了进一步提高切割质量,也可以考虑改变高反射率材料的表面,提高对激光的吸收率以改善切割质量和效率。
5结论
1)用两种不同的切割方式加工2A12硬铝合金试件,进行了力学性能试验,发现两种加工方式下的试件抗拉强度都比原始材料要小,抗拉强度小了50~55 MPa;但屈服强度增加了近70~80 MPa;
2)在试验给定的工艺参数下,激光切割后,切割面的表面粗糙度为Ra=1.342~2.519 μm,切缝挂渣尺寸平均值为0.893 5 mm,适于中等精度加工,但可以通过改进工艺方法、改变表面特性提高加工质量;
3)发现激光切割2A12硬铝合金试件,其疲劳寿命比机械铣削短,但对切缝进行打磨处理后的寿命又高于没有打磨处理的试件寿命。
[参考文献]
[1]鲁达.新一代飞机蒙皮绿色加工技术[J].航空制造技术,2010(16):102-103.
[2]PANDEY A K,DUBEY A K.Multiple quality optimization in laser cutting of difficult-to-laser-cut material using grey-fuzzy methodology[J].The International Journal of Advanced Manufacturing Technology,2013,65(1):421-431.
[3]王彦飞,王续跃,康仁科,等.基于去除熔化物形态分析的铝合金薄板激光切割试验研究[J].中国激光,2012,39(8):0803007-1-0803007-7.
[4]刘治国,李旭东,穆志韬.基于腐蚀等级的机场环境下航空铝合金材料疲劳性能研究[J].机械强度,2014,36(2):310-314.
[5]武伟超,王永军,张新娟,等.2A12铝合金激光切割热影响区及其影响分析[J].航空制造技术,2010(9):91-97.
[6]彭玉海,侯红玲,张晖,等.激光切割对飞机蒙皮材料力学性能的影响分析[J].机械强度,2015,37(3):435-439.
[7]王彦飞,王续跃,徐文骥.基于图像处理的铝合金薄板激光切割质量研究[J].中国激光,2014,41(1):0103002-1-0103002-6.
[8]刘鸿文.材料力学[M].5版.北京:高等教育出版社,2011:34-56.
[9]王小莉,上官文斌,刘泰凯,等.填充橡胶材料单轴拉伸疲劳试验及疲劳寿命模型研究[J].机械工程学报,2013,49(14):65-73.
[10]张然治.疲劳试验测试分析理论与实践[M].北京:国防工业出版社,2011:143-148.
[11]左铁钏.21世纪的先进制造——激光技术与工程[M].北京:科学出版社,2007:134-143.
[责任编辑:张存凤]
Effect of laser cutting on mechanical properties of aluminum alloy
HOU Hong-ling
(School of Mechanical Engineering, Shaanxi University of Technology, Hanzhong 723000, China)
Abstract:In order to explore the effect of laser cutting technology on mechanical properties and fatigue properties of aluminum alloy materials, test analysis method is used in this study.Two kinds of test pieces were prepared by mechanical milling and laser cutting,and tensile,fatigue life tests and cutting surface quality assessment were carried out.The effects of two processing methods on the mechanical properties and fatigue life are compared and the results show that the tensile strength and elongation of the aluminum alloy in laser cutting has decreased,but the yield strength has slightly increased.After laser cutting,the fatigue life is shorter than that of the mechanical milling specimen,but the life of the test pieces in laser cutting is higher than that of the non-polished specimen.At the same time,surface accuracy analysis,shows that laser processing of aluminum alloy is of a high surface quality although certain degree of slag exists.
Key words:aluminum alloy;laser cutting;cutting quality;fatigue life
[中图分类号]TH114
[文献标识码]A
作者简介:侯红玲(1976—),女,陕西省扶风县人,陕西理工学院副教授,主要研究方向为精密加工技术及设备、数控技术及应用。
基金项目:陕西省科技厅科研计划研究项目(2014JM7268);陕西省教育厅科学研究计划项目(14JK1147);陕西理工学院研究生基金资助项目(SLGYCX153)
收稿日期:2015-11-18修回日期:2016-02-20
[文章编号]1673-2944(2016)02-0006-05
