航空发动机智能制造生产线构建技术研究
2016-05-30
(西安航空发动机(集团)有限公司,西安 710021)
进入新世纪以来,信息技术快速发展,与工业化深度融合,其引发的新一轮科技革命和产业变革蓄势待发,揭开了全球新一轮工业革命浪潮的序幕。国际上许多国家纷纷推出了利用信息技术提升制造业水平的战略举措(如德国的工业4.0、美国的再工业化等),这些战略基本都是以“数字化、网络化、智能化”为特征,推行智能制造以改造传统工业并进行再工业化[1]。
智能制造是《中国制造2025》的主攻方向,也是我国航空发动机制造业落实创新驱动发展、实现工业转型升级和跨越式发展的关键举措[2]。生产线作为企业核心竞争力的基础要素和生产活动执行的实体与效益源泉,同时也是物流、信息流和资金流的汇聚点,一向是新的信息技术应用研究的重点领域[3]。目前,国内外的航空发动机制造企业,正在数字化生产线的基础上,探索智能制造生产线建设,谋求生产技术和管理创新发展,期望在激烈的国际竞争环境下,巩固企业优势,抢占新一轮产业竞争的制高点。
在此背景下,开展面向工业4.0的航空发动机智能制造生产线构建技术研究,追赶世界先进制造业,赶上数字化这班时代快车,对于积极、稳妥推进我国航空发动机制造技术数字化具有现实意义和历史意义。
航空发动机智能制造生产线构建需求分析
多年来,我国航空发动机制造企业将数字化生产线建设作为企业信息化重点,并初见成效,改变了传统的生产制造模式,有力保障了科研/批产型号任务的交付。但根据我国航空发动机生产线多品种、小批量,科研、批产混线生产的特点以及生产线总体水平的现状,建设具有“数字化、网络化、智能化”特征(见表1)的智能制造生产线,还需进行3个方面的改进:
(1)制造工艺的进步:面向工序的工艺到面向过程的复合工艺管理。
传统的工艺设计较多关注了面向工序的关键制造工艺研究,开展智能制造需要建立产品、工艺、制造紧密关联的工艺模型;同时精细工艺,实现工艺过程关键因素可监测、可控制、可优化;减少对人的经验的依赖,消除人为影响,知识显性化、结构化、自学习、自进化,从而促进生产线整体能力增效。
(2)信息化发展:由传统信息化应用向信息物理融合的一体化软硬集成体系发展。
通用工具(CAD/CAM/CAE)向以产品对象为专业化应用核心的专用工具集发展;系统集成不仅仅要解决IT工具的集成,更关键的是解决设备联网、软硬集成和相互嵌入;开展信息物理一体化建模、标准化、支撑大数据/云计算环境的建立等。
(3)装备配备的转变:由传统工艺流水配置装备向与智能制造匹配配备。
推行智能制造,引进机器人,不仅降低人工成本,高度的自动化和柔性化更符合智能制造需要,通过设备联网组建智能化装备集群,逐步推进自适应加工,人和机器的融合,探索3D打印等新技术,简化制造过程。
航空发动机智能制造生产线架构研究
1 智能制造生产线的内涵
航空发动机智能制造生产线是在继承传统数字化生产线基础上,基于企业级工业互联网络和自动化制造装备,引入智能传感技术[4-5],建设生产线赛博物理系统,旨在提高生产线柔性、快速响应能力及制造能力,适应航空发动机多品种、小批量生产模式带来的定制需求挑战,提高航空发动机产品研制质量和效率,其架构如图1所示。
2 智能制造生产线主要组成
2.1 生产线智能管控
建立涵盖技术、质量、生产等业务综合管理的生产线指挥调度中心,基于生产线智能决策系统,对生产线运行状态及时掌握,对生产过程中常见的延期交货、物料短缺、设备故障、人员缺勤等各种异常情形进行快速处理,如图2所示。
生产线智能决策系统是基于商务智能决策技术建立生产线技术管理、计划管理、质量管理、生产绩效等智能管理业务模型,利用现场服务总线、分布式存储和大数据分析技术,实时获取生产线人、机、料、法、环、测6个要素的运行数据,进行深入地挖掘与分析,实现现场管控和智能化决策,进而实现数字化、网络化、智能化的高效生产模式。
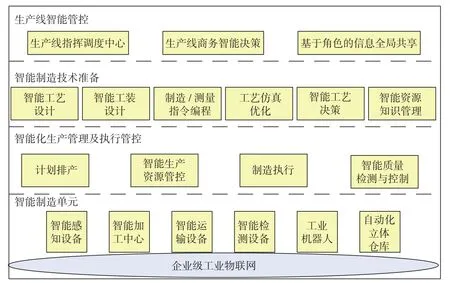
图1 智能生产线架构Fig.1 Structure chart of intelligent production line
通过生产线智能管理,可依据人员角色约束为领导、工艺人员、生产计划人员、设备维护人员等提供定制化的信息共享和交互途径,从而为生产过程的精确化和透明化提供决策支持。
2.2 智能制造技术准备
智能化的工艺设计:采用基于全数字量表达、MBD模型的智能识别以及信息获取和处理能力的工艺设计方法,实现基于知识驱动的决策、优化的综合工艺设计,可对工艺知识、技术进行学习、积累和演进,这是推行智能制造的基础。
基于几何特征的智能编程:基于零件特征、工艺知识库,自动选取相适应的加工设备、刀具、工装等制造资源,自动生成零件加工方法、加工轨迹、加工策略,并依据加工设备、刀具自动生成基于规则知识库的优化的切削参数,这是生产线实现自适应加工的关键。
检测路径自动规划:利用零件数模实现基于零件检测特征的自动检测路径规划,对于复杂零件可实现高精、高速在机测量,准确获取零件加工表面尺寸、形位公差等,并对检测结果进行实时反馈与智能分析。
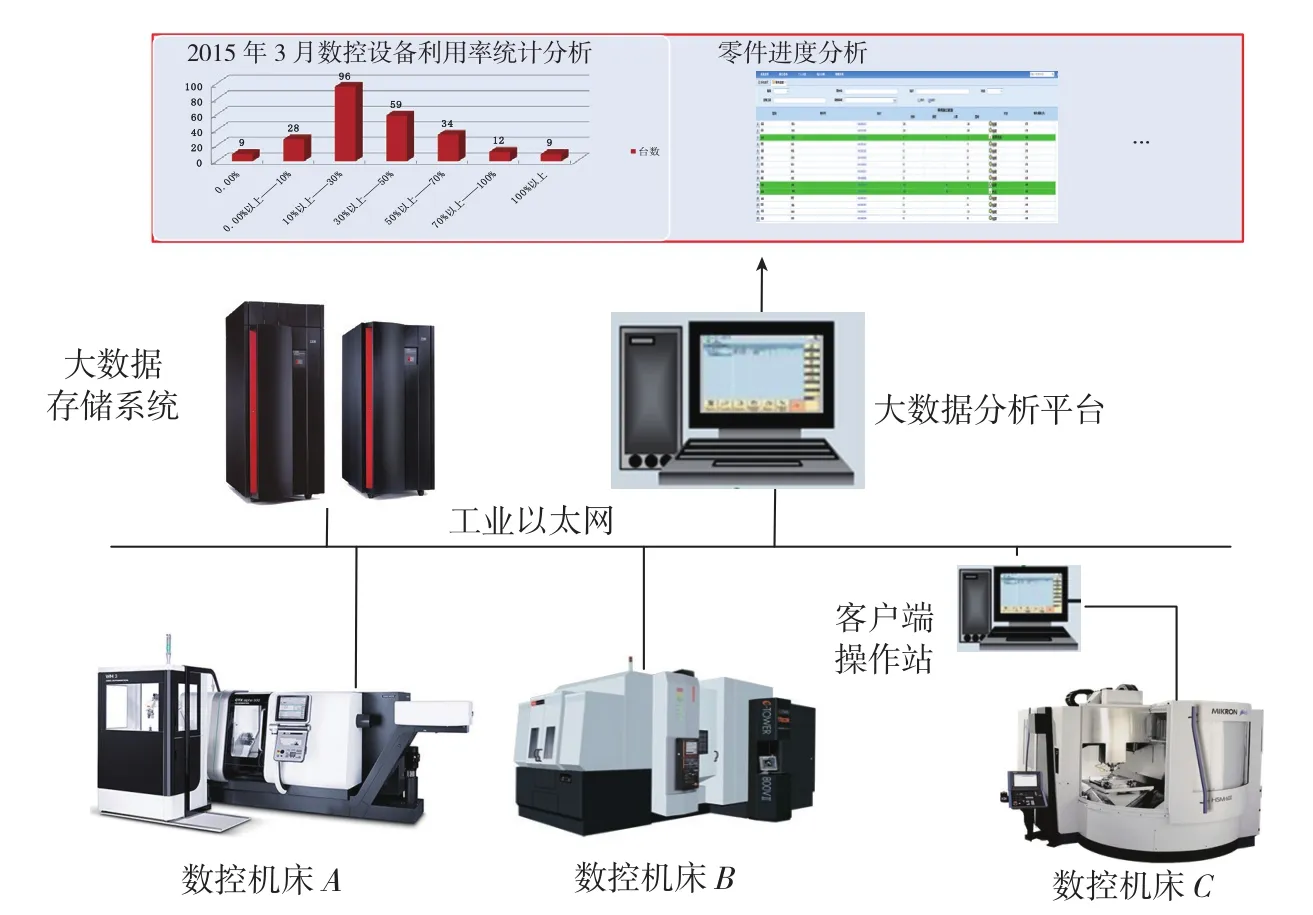
图2 生产线智能决策Fig.2 Intelligent decisions of production line

图3 智能化制造执行Fig.3 Intelligent manufacturing execution
工艺仿真验证及优化:借助加工仿真分析工具,通过仿真验证与优化,获取最优的加工工艺方案,基于决策知识库中的智能决策推送,快速推理预测零件制造工艺缺陷,实现制造过程的精准执行。
工艺决策知识库:建立包括工艺设计、数控加工过程决策规则等的工艺决策知识库,结合工艺设计知识、数控加工策略、刀具切削参数、刀具/工装/设备/机床等制造资源,为工艺设计、数控编程、工艺仿真、检测、装配等智能化工艺设计提供有力支撑。
2.3 智能化生产管理及执行管控
智能化计划管理:承接ERP生产计划,应用高级排程技术,满足生产线多品种、小批量、计划变化频繁的需要,并通过实时分析生产计划和生产进度的匹配情况,在异常情况发生时(如设备宕机、物料短缺等)进入自动运算模式,对当前的任务队列进行动态排产,最大程度地降低生产变化对计划的影响和冲击。
智能化制造执行:通过生产现场信息终端,生产工人能够知道做什么、怎么做、用什么做、做的怎么样的一体化管理;一些典型数控加工零件基于工况的工艺快速决策和在机过程检测可进行自适应加工;生产管理人员通过智能管控平台可及时了解生产现场运行情况[6],如图3所示。
在生产现场终端上,工人通过扫描身份识别条码,能够自动获取班产派工任务,同时也可以浏览工艺规程相关信息,接受派工任务后,数控加工代码自动传输到机床上。
准时化物料配送:通过对生产计划与物料的关联管理,自动化送料设备在需要的时间将物料送达需要的地点。
物料自动装夹:通过PLC控制搬运机器人将上线工位上的零件搬运至加工工位,智能工装实现自动定位、装夹,零件加工完毕后进行智能检测,并由搬运机器人完成零件的下料操作。
智能检测:通过获取识别后的零件待检特征自动生成测量主程序,确定测量轨迹、测点数目、测点布局,对测量过程产生的误差进行实时补偿,完成测量主程序与被调用宏程序的发送及测点坐标信息的接收;基于数控机床在线检测仿真,分析测头与待测部位接触点位置信息,并通过仿真对检测路径进行检查,修正程序错误后继续加工。其中加工过程是基于数控机床上的零件机内检测,实现加工过程中,自感知加工余量,自适应调整下一步加工余量,保证加工稳定性和加工质量。智能检测流程如图4所示。
2.4 硬件及基础条件
(1)智能制造装备。智能生产线中的智能装备主要包括智能机床、智能机器人、智能控制装置及系统、智能物流系统、传感识别及信息采集装置和智能加工单元等,对制造过程中运动、功率、扭矩、能量、信息等状态进行实时监测,并基于预制规则进行自主决策与自适应控制。主要包括专用嵌入式控制单元等智能核心部件,实时状态监控、健康检测、故障诊断等实时运行监控方法,基于测量反馈的多轴加工、基于力感知的加工和定位智能化执行单元,知识建模、智能决策支持系统等。
(2)智能加工单元。智能设备的运行逻辑包括状态感知、实时分析、自主决策和精准执行4个环节。其中,状态感知环节可以实现对运动状态、I/O状态、力/热状态和工件状态等的动态监测;实时分析环节可以实现对感知到的状态信息进行分析,实现对位置偏差、I/O异常、异常工况和工件误差等的分析计算;自主决策环节根据分析结果做出处理决策,实现位置补偿、工况分析、参数调整、加工指令调整等自主的处理决策;在精准执行环节基于决策结果实现相关的控制。智能设备的运行过程是4个环节的循环过程作用的结果。以智能设备为基础,建立以智能设备为核心的包含智能输送线、搬运机器人、智能加工设备、智能工装、智能检测设备等的自动化加工柔性单元,采用二维码、RFID、嵌入式终端系统等技术,将生产线上的物料、设备、工装、人员、数据等进行唯一身份标识,在物料装夹、储运等过程中,对身份自动识别、匹配、运行。
(3)智能仓储与物流系统。基于AGV/RGV系统、码垛机、物流机器人以及立体仓库等建立智能仓储与物流系统,实现仓储优化调度、物料出入库管理、库存管理等,实现物流系统在智能工厂内部的安全、高效、精确运转。
(4)企业级工业互联网。在符合安全保密要求的前提下,搭建企业级工业互联网,实现设备及系统互联互通,支撑产品、工艺、设备、测量仪器等各种指令及数据的传递和采集。
目前需攻克的关键技术
我国航空发动机制造企业经过多年发展,数字化制造技术应用取得了长足发展,但是与国际先进航空制造业相比仍有差距,打造智能制造生产线还有一些关键技术有待突破,主要表现在:
(1)具备工程化应用的航空发动机智能制造生产线模型的规划。根据航空发动机生产线多品种、小批量、科研批产混线的特点,需要突破融合多信息采集与分析、基于模型的分析与处理、智能监测和控制、基于规则和知识的智能决策等智能制造生产线的关键技术,建立航空发动机生产线业务智能模型,为企业提供整体解决方案。

图4 智能检测流程Fig.4 Flow chart of intelligent detection
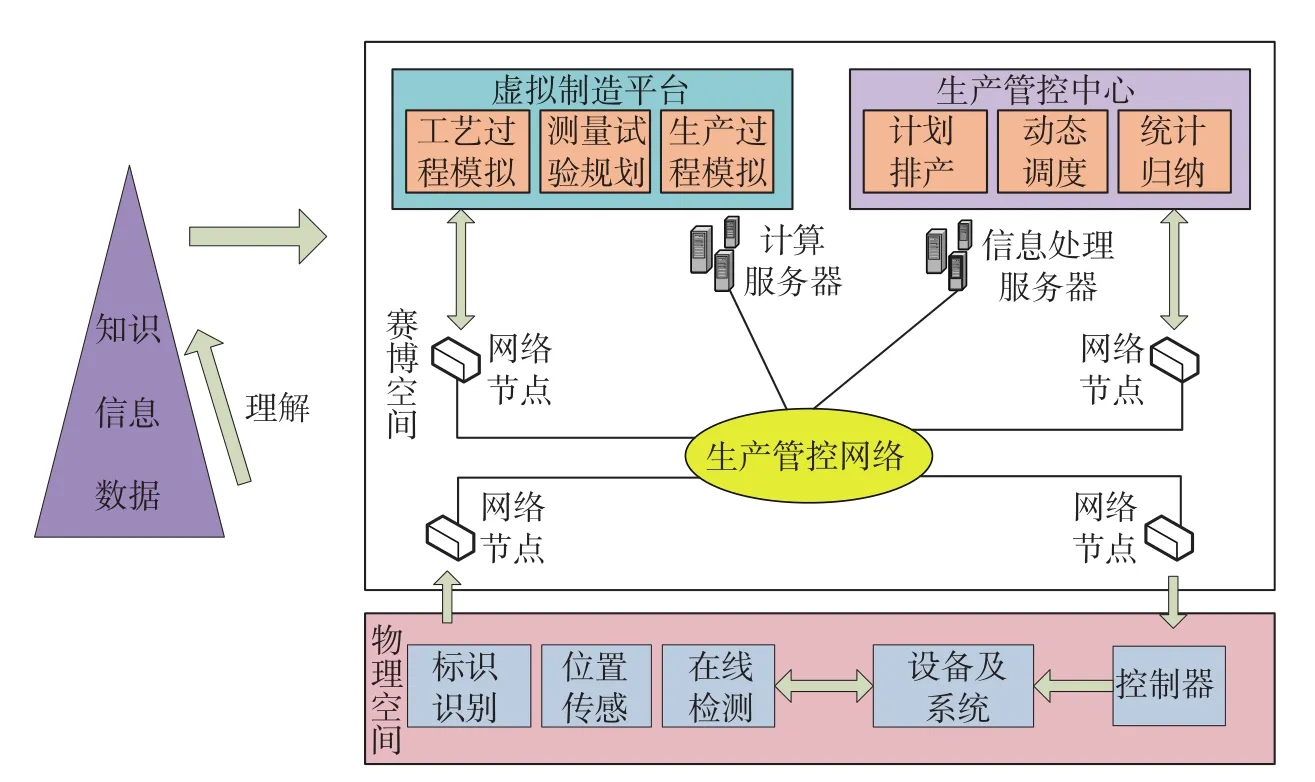
图5 赛博物理系统Fig.5 Cyber physical system
(2)生产线赛博物理系统构建技术。目前,智能制造技术在航空发动机生产线应用处于尝试阶段,现有的PDM、MES等系统不能满足智能生产线建设需要,必须构建与生产线特点相适应的赛博物理系统[7-9],以实现物理空间和赛博空间的互联互通,为智能生产线提供基础平台,如图5所示。
(3) 智能工艺装备。在生产制造装备方面,需要进一步突破具有感知、分析、决策和控制功能的加工及装配设备及应用,实现几何量和物理量的测量、状态数据驱动的分析决策、装备工况状态监测与控制、数控系统开发、人机协同、机械结构模块化设计以及机电一体化综合集成等。
(4)智能机器人集成应用。针对航空产品制造中特有的制孔、铆接、焊接、去毛刺、涂装、喷涂打磨以及搬运等工序,重点突破面向工序操作的工业机器人系统末端执行器设计制造、精度协调与误差补偿、工作状态监测与控制、机器视觉、多机协同控制等关键技术,实现工业机器人在制孔、激光焊接、去毛刺、打磨、几何量检测等工序的应用,形成完整的工业机器人集成应用技术体系。
结束语
智能制造是我国落实创新驱动发展、实现研制模式转型升级的关键战略举措。国外先进企业已经在新一轮工业革命的道路上,进一步认识到数字化、网络化、智能化技术是推动产业转型升级的共性使能技术,贯穿在产品创新、制造技术创新和产业模式创新的各个方面,对于我国航空行业,尤其是发动机行业,既是极为严峻的挑战,更是一个技术上赶超发展、结构上加快升级的重大机遇。对此,我们必须高度重视、密切跟踪、迎头赶上。
[1]王喜文.中国制造2025解读:从工业大国到工业强国[M].北京:机械工业出版社,2015.WANG Xiwen. Made in China 2025 strategy reading: from a major industrial country to industrial power country[M]. Beijing: China Machinery Press,2015.
[2]周济.智能制造—“中国制造2025”的主攻方向[J].中国机械工程, 2015,26(17):2273-2284.ZHOU Ji. Intelligent manufacturing -the main direction of “Made in China 2025 ”strategy[J].China Mechanical Engineering,2015,26(17):2273-2284.
[3]张森棠,付龙,贺芳,等.面向航空发动机的数字化生产线探索与实践[J].航空制造技术, 2015(22): 73-77.ZHANG Sentang, FU Long, HE Fang, et al.Exploration and practice for aeroengine digital production line[J]. Aeronautical Manufacturing Technology, 2015(22): 73-77.
[4]夏妍娜,赵胜.工业4.0:正在发生的未来[M].北京:机械工业出版社,2015.XIA Yanna, ZHAO Sheng. Industry 4.0: The future is happening[M]. Beijing: China Machine Press, 2015.
[5]侯志霞,邹方,王湘念,等.关于建设航空智能生产线的思考[J].航空制造技术,2015(8):50-52.HOU Zhixia, ZOU Fang, WANG Xiangnian, et al. Reflections on the construction of the aviation intelligence production line[J].Aeronautical Manufacturing Technology,2015(8): 50-52.
[6]姜红德.智慧工厂:智能制造路径探索 [J].中国信息化, 2015(2): 42-44.JIANG Hongde. Wisdom factory: route of the intelligent manufacturing[J]. ICHINA, 2015(2):42-44.
[7]张彩霞,程梁伦,王向东.基于信息物理融合系统的智能制造架构研究[J].计算机科学, 2013(40):37-40.ZHANG Caixia, CHENG Lianglun, WANG Xiangdong. Research on architecture of intelligent manufacturing based on cyber-physical system[J].Computer Science,2013(40):37-40.
[8]杜宝瑞,王勃,赵璐,等.航空智能工厂的基本特征与框架体系[J].航空制造技术,2015(8):26-31.DU Baorui, WANG Bo, ZHAO Lu, et al. Basic characteristics and framework of the intelligent factory in aviation industry[J].Aeronautical Manufacturing Technology,2015(8):26-31.
[9]孙帆. CPPS在车间现场的建设与评价[J].中国信息化, 2015(12): 84-89.SUN Fan. Construction and evaluation of CPPS at the workshop [J]. ICHINA, 2015(12):84-89.
