基于Excel的机柜布线工艺改进研究
2016-05-27刘云燕
杨 波,李 臻,刘云燕
(中国电子科技集团第二十八研究所,江苏 南京 210004)
基于Excel的机柜布线工艺改进研究
杨波,李臻,刘云燕
(中国电子科技集团第二十八研究所,江苏 南京 210004)
摘要:依据传统的布线表线缆长度,计算繁琐,而且对于机柜内部布线也不是很方便。利用Excel二次开发技术改进线缆长度计算模式,并自动生成机柜内部线缆布线表,从而提高了生产效率和准确率。
关键词:Excel二次开发;下线表;布线表
目前流行的三维设计软件都带有各自的三维布线模块,如Pro/E、SolidWorks和CATIA等,设计人员可以根据三维模型和布线模块来模拟仿真布线[1]。但对于车载方舱式的多机柜集成模式,并且小批量、多品种的生产模式来说,大量的零件装配模型和电缆线束严重影响了三维建模仿真的效率,并且无法直接生成可以用于指导现场工人生产的工艺文件;因此,应探索基于目前熟悉的办公自动化软件MicroSoft Excel,利用二次开发技术来实现多机柜系统快速生成布线工艺文件的方法。
1初始的布线工艺
初始的布线工艺文件主要是下线/布线表(见图1),其主要内容为线缆类型、线缆长度、线缆源端末端的位置和名称及布线轨迹说明等,用于指导电装工人按照规定长度下线、分线和粘贴线缆标识,并结合集成总图实现现场布线等[2]。

图1 电缆工艺下线/布线表工艺文件
线缆长度主要由工艺人员根据结构设计师的总装集成图,在二维CAD中通过测量从源端设备到末端设备线缆铺设的路径来进行各段测量,再累加计算得出,计算量大,且数据冗余重复,人工计算模式容易出现误差。而且在机柜布线时,工人需要根据表中的源端、末端位置来逐行确定线缆的源端、末端所在机柜层数,没有直观的机柜各层线缆内容表,耗时耗力。
2改进布线工艺方法
2.1工艺文件
电装工艺师应根据结构设计师的总装集成图和电讯设计师的线缆连接表综合生成电缆工艺下线/布线表。工艺文件流程图如图2所示。
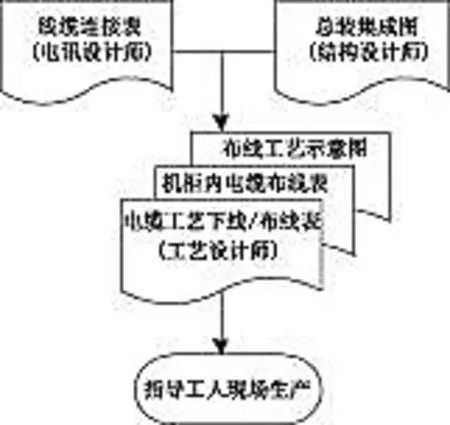
图2 工艺文件流程图
改进的布线工艺文件主要分为2类:1)电缆工艺下线/布线表;2)机柜内电缆布线表。机柜内电缆布线表主要内容为机柜内各层设备的电缆接口名称、走线路径与端口预留,用于指导电装工人对机柜内线束进行合理的走线与出钢带预留长度,提高机柜布线效率[3]。
2.2MS Excel二次开发介绍
MS Excel是最早支持ActiveX标准的应用程序之一,其对象模型之间的关系构成一种树状结构(见图3)。在对象结构中以Application为基础,一个Excel应用程序就是一个Application对象,Application对象可以包含很多个Workbook(Workbooks),一个Workbook又可以包含很多个Worksheet(Worksheets),一个Worksheet还可以包含很多个Range对象。下述是本文用到的几个主要对象。
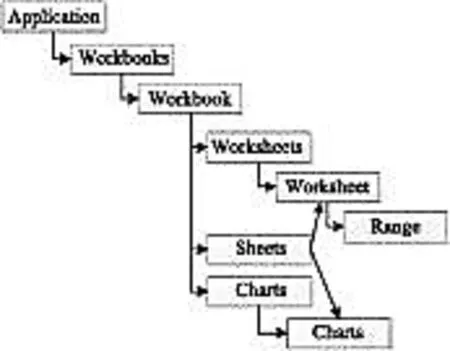
图3 Excel基本对象结构图
2.2.1Application对象
Application对象是模型的根对象,代表Excel本身。要激活与Excel的通信,需要使用GetObject()函数或CreateObject()函数。通常需要用Application对象的Workbooks属性,该对象就是当前Excel打开的所有的工作簿文件。
2.2.2Workbook对象和Workbooks集合对象
Workbook对象代表1个Excel文件,即工作簿。Excel是多文档应用程序,可以同时打开多个文件,所有打开的文件组成1个Workbooks集合对象。
2.2.3Worksheet对象和Worksheets集合对象
Worksheet对象表示1个工作簿Workbook中的1个工作表,默认情况下1个工作簿有3个名为Sheet1、Sheet2和Sheet3的缺省表,用户还可再增加,所有工作表对象组成Worksheets集合对象。
2.2.4Range对象
Range对象是对工作表中内容的一种抽象,他可以表示1个单元格、1行数据、1列数据和1个选择的单元格区间,或者在不同工作表中的一系列对象。他是Excel二次开发中用的最多的对象[4]。
3改进工艺文件实施
3.1电缆工艺下线/布线表工艺文件改进
线缆长度通过定长定轨工艺,原来是通过规划好线缆路径轨迹,测量总装集成图中机柜距离、设备高度和设备接口深度来累加而成,每一根线都需要进行独立计算,当机柜或设备线较多时,计算量大且容易出错。
利用MS Excel二次开发技术开发出“电装工艺辅助工具”软件,可以实现快速生成工艺文件。首先将设备的名称、位置、高度、预留和机柜间距离等信息写入单独的一个Excel数据模板表中作为数据输入(见图4),通过导入初始下线/布线工艺表(以下简称初始表)和数据模板表,首先获得Application对象,如果没有取到则通过CreateObject("Excel.Application")来创建一个Application,通过Application对象的Workbooks.Open()方法来分别获取初始表和数据表的Workbook,利用Workbook对象的Worksheets()来取得Worksheet对象,再通过Worksheet对象的UsedRange.Rows.Count方法来获得已使用表格的行数,通过遍历初始表中的每一行源端和末端的设备名称与数据模板表中的设备名称进行对比,如果匹配则将位置、高度和预留长度信息自动填入到相应表格位置(见图5)。

图4 数据模板表示意图
线长的计算采用模块化处理,分解成机柜高度、机柜间距离和预留长度等3个部分,主要分为两类处理:机柜内部线长和机柜与机柜之间线长。由于机柜采用标准化机柜,在数据模板中只需要将设备所在高度U的数值填入即可。机柜内部线长计算简化为设备1预留+设备高度差+设备2预留,而机柜间设备线长简化为设备1预留+设备1高度+设备间距离+设备2高度+设备2预留。最终生成的电缆工艺下线/布线表工艺文件如图6所示。
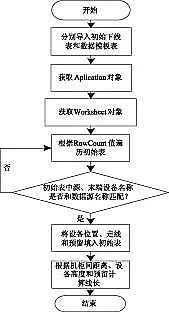
图5 长度计算流程图

图6 电缆工艺下线/布线表工艺文件(最终状态)
3.2机柜内电缆布线表工艺文件改进
机柜内电缆布线表主要是将各个机柜每层设备的电缆分左、右走线和预留,以方便指导工人进行快速分层扎线。
机柜内电缆布线表的顺序依赖数据表的名称排序,正常按设备从上至下排列,由于某些机柜插箱内可能需要放置不同设备,在表格中需要分别填写设备名称、位置、高度和预留信息。主要算法是在获得下线/布线表中的Worksheet对象后,通过遍历下线/布线表中的位置信息来与数据模板中的位置信息进行匹配,如果一致,再根据走线的内容,“左”还是“右”分别将线号、设备名称、走线和预留按照顺序写入机柜内电缆布线表(见图7)。
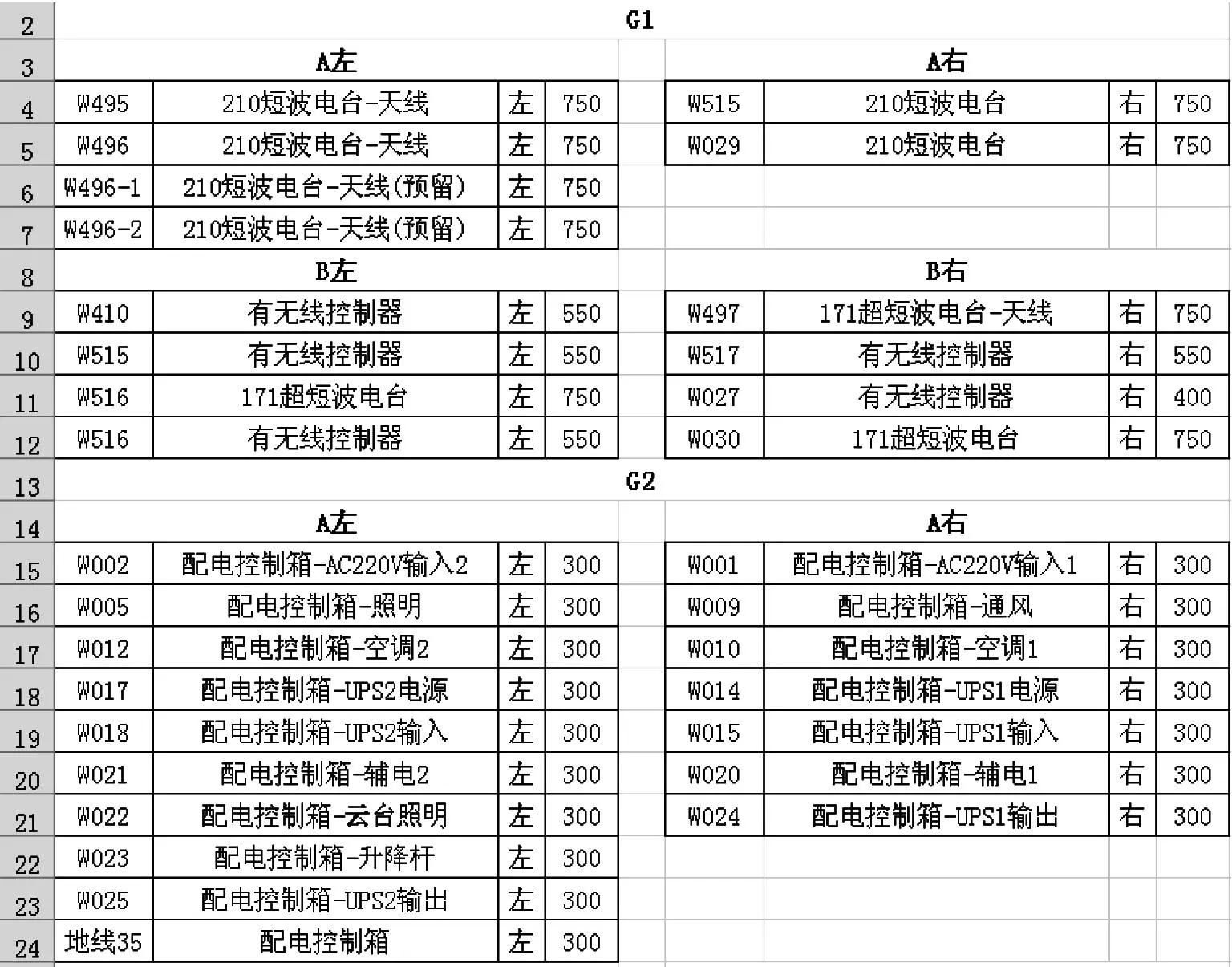
图7 机柜内电缆布线表
4结语
利用MS Excel的二次开发技术,将电缆工艺下线/布线表和机柜内电缆布线表制作过程中大量重复、冗余的人工计算变为方便快捷、准确率高的计算机计算,大大提高了工艺人员的制表效率和正确率。然而,目前走线还需要依照设备后部接口进行人工输入,希望今后使设备与数据库连接,设备的接口位置与预留长度能够直接与数据库进行交互,以进一步提高制表效率。
参考文献
[1] 郭林松,邱兆义,赵立博.利用PRO/E进行三维布线工艺设计[J].船电技术, 2014,34(1):5-7.
[2] 孙亚振,陈鸣瑶.车载电子设备方舱布线工艺[J].电子工艺技术,2014,34(4):226-229.
[3] 曹永新,田波.车载电子设备机柜布线工艺设计[J].电子工艺技术, 2003,24(6):266-268.
[4] 秦虎锋,孙伟,唐永芬.VB.NET中对Excel 的二次开发[J].电脑知识与技术, 2009,5(21):6056-6057.
责任编辑郑练
Research on Improving the Cabinet Cable Process based on Excel
YANG Bo, LI Zhen, LIU Yunyan
(CETC28th, Nanjing 210004, China)
Abstract:The calculation is complicated and the cable layout is not clear in electronic cabinet depends on the traditional cable table. Use Excel secondary development technology to improve the calculation mode of cable length and create cable layout table of the electronic cabinet automatically, which improves the productivity and the product quality.
Key words:Excel secondary development, cable table, cable layout table
中图分类号:U 463.6
文献标志码:A
收稿日期:2015-12-01
作者简介:杨波(1988-),男,硕士,助理工程师,主要从事电子装联工艺技术等方面的研究。