超声波辅助提取牡丹籽粕中油脂的工艺研究
2016-05-18刘柏华殷钟意郑旭煦重庆工商大学催化与功能有机分子重庆市重点实验室重庆400067
刘柏华,殷钟意,郑旭煦(重庆工商大学催化与功能有机分子重庆市重点实验室,重庆400067)
超声波辅助提取牡丹籽粕中油脂的工艺研究
刘柏华,殷钟意,郑旭煦*
(重庆工商大学催化与功能有机分子重庆市重点实验室,重庆400067)
摘要:根据牡丹籽粕中的主要成分及含量,采用超声波辅助溶剂提取法提取牡丹籽粕中的油脂,研究其最佳工艺条件。结果表明,粒径60目~80目、料液比1∶20 g/mL、浸提温度40℃、浸提时间4 h、超声功率160 W/h、超声温度35℃、超声时间30min的条件下,牡丹籽粕中油脂的提取率为78.59%。
关键词:牡丹籽粕;油脂;超声辅助;溶剂提取
牡丹是毛茛科、芍药属植物,有“国色天香”之称。而牡丹籽富含亚油酸和亚麻酸[1],是潜在的保健油脂资源。近年来,作为牡丹的产品之一的牡丹籽油越来越受人们的重视,对其研究也取得了一些进展[2],但对压榨牡丹籽油的副产品牡丹籽饼粕的研究较少。
压榨牡丹籽油的副产品牡丹籽饼粕中主要含油脂7 %~8 %、淀粉9.9 %、蛋白质20.35 %等[3],合理利用牡丹籽饼粕中这些有效组分能够提高牡丹籽的利用率,同时也能解决由牡丹籽饼粕所造成的环境问题。
超声波除空化作用外,还有许多次级效应,如热效应、乳化、扩散、击碎、化学效应、生物效应、凝聚效应等,能有效加速油脂成分在溶剂中的扩散释放,促进油脂成分充分与溶剂混合[4]。同时,超声波可提高萃取分离过程的传质速率,有利于油脂的提取[5]。本文拟采用超声辅助溶剂提取法提取牡丹籽饼粕中的油脂,增加牡丹籽油的提取率,为牡丹籽油的生产提供有益的参考。
1 材料与方法
1.1材料与试剂
牡丹籽粕:选取饱满、不发霉的牡丹籽,经物理脱壳和螺旋压榨后,得到牡丹籽粕。
乙酸乙酯、盐酸、氢氧化钠、无水乙醇:重庆川东化工集团有限公司;甲基红:重庆北碚化工试剂厂;硫酸钠、石油醚(30℃~60℃):上海马陆制药厂;所用试剂均为分析纯。
1.2仪器与设备
SB-5200D超声波清洗机:宁波新芝生物科技股份有限公司;RE-2000旋转蒸发仪:上海亚荣生化仪器厂;6YL68螺旋式压榨机:河南双象机械有限公司;BX-9625A真空干燥箱:上海姚氏仪器设备厂;SHB-Ⅲ真空泵、HH-S2电热恒温水浴锅:郑州长城科工贸有限公司;EL104分析天平:梅特勒-托利多仪器(上海)有限公司。
1.3方法
1.3.1牡丹籽粕的主要成分测定
水分按照GB/T 10358-2008《油料饼粕水分及挥发物含量的测定》的方法进行测定;粗脂肪按照GB/T 14772-2008《食品中粗脂肪的测定》的方法进行测定;粗蛋白按照GB/T 14489.2-2008《粮油检验植物油料粗蛋白质的测定》的方法测定;淀粉按照GB/T 5009.9-2008《食品中淀粉的测定》的方法进行测定。
1.3.2牡丹籽粕中油脂超声波辅助溶剂提取方法
1.3.2.1工艺流程
脱壳牡丹籽→螺旋压榨→牡丹籽粕干燥→粉碎→过筛→溶剂浸提→超声辅助提取→抽滤→滤液旋转蒸发→真空干燥→称重→计算牡丹籽油提取率
1.3.2.2牡丹籽油脂提取率计算

式中:W为牡丹籽油脂提取率,%;M1为接收瓶和牡丹籽油的质量,g;M2为接收瓶的质量,g;M为干燥牡丹籽粕的质量,g;7.66为牡丹籽粕中粗脂肪含量。
1.3.3超声波辅助溶剂提取的单因素试验
超声波辅助溶剂提取的主要影响因素有样品粒径、浸提温度、浸提时间、料液比、超声时间、超声温度和超声功率等,首先采用单因素试验考察这些因素对牡丹籽油提取效果的影响。
1)在料液比1∶20 g/mL、浸提温度25℃、浸提时间3 h、超声功率160 W/h、超声温度30℃、超声时间30 min下,考察粒径为40目以下、40目~60目、60目~ 80目、80目~100目、100目以上时对油脂提取率的影响。
2)在粒径60目~80目、料液比1∶20 g/mL、浸提温度25℃、浸提时间3 h、超声温度30℃、超声时间30 min下,考察超声功率为120、140、160、180、200 W/h对油脂提取率的影响。
3)在粒径60目~80目、料液比1∶20 g/mL、浸提时间3 h、超声功率160 W/h、超声温度30℃、超声时间30 min下,考察浸提温度为15、25、35、45、55℃时对油脂提取率的影响。
4)在粒径60目~80目、浸提温度35℃、浸提时间3 h、超声功率160 W/h、超声温度30℃、超声时间30 min下,考察料液比为1∶5、1∶10、1∶15、1∶20、1∶25 g/mL时对油脂提取率的影响。
5)在粒径60目~80目、料液比1∶20 g/mL、浸提温度35℃、浸提时间3 h、超声功率160 W/h、超声时间30 min下,考察超声温度为25、30、35、40、45℃时对油脂提取率的影响。
6)在粒径60目~80目、料液比1∶20 g/mL、浸提温度35℃、超声功率160 W/h、超声温度35℃、超声时间30 min下,考察浸提时间为2、3、4、5、6 h时对油脂提取率的影响。
7)在粒径60目~80目、料液比1∶20 g/mL、浸提温度35℃、浸提时间4 h、超声功率160 W/h、超声温度35℃下,考察超声时间为10、20、30、40、50 min时对提取率的影响。
1.3.4正交试验
根据单因素试验结果,选取超声功率为160 W/h、超声温度为35℃、超声时间为30 min,以料液比、浸提时间、浸提温度、粒径为考察因素,采用L9(34)设计四因素三水平正交试验,因素水平表见表1。
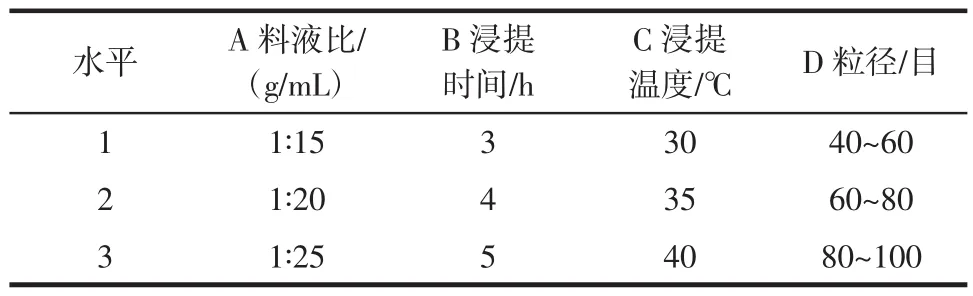
表1 正交试验的因素水平表Table 1 The orthogonal factor level table
2 结果与讨论
2.1牡丹籽粕的主要成分
对经物理脱壳和螺旋压榨后的牡丹籽粕的主要成分进行测定,结果见表2。

表2 牡丹籽粕的主要成分Table 2 The main ingredient of peony seed meal
2.2单因素试验
2.2.1粒径对牡丹籽油脂提取率的影响
不同粒径对牡丹籽油脂提取率的影响如图1所示。

图1 粒径对油脂提取率的影响Fig.1 The effects of particle size on the oil extraction rate
由图1中可知,随着粒径变小(目数增大),牡丹籽油脂提取率呈现先增大后减小的变化情况;在粒径为60目~80目时,提取率达到最大。这是因为随着粒径变小,物料的比表面积增大,与溶剂的接触增加,油脂的提取率增大;但当粒径过小(大于80目),提取出来的部分油脂粘附在牡丹籽粕表面,使得浆汁黏度增大,不易过滤,导致提取率减小[6]。因此本试验选取适宜的粒径为60目~80目。
2.2.2超声功率对牡丹籽油脂提取率的影响
不同超声功率对牡丹籽油脂提取率的影响如图2所示。

图2 超声功率对油脂提取率的影响Fig.2 The effects of ultrasonic power on the oil extraction rate
由图2中可知,超声功率由120W/h上升到200 W/h时,油脂提取率呈现逐渐增大的变化趋势;且当超声功率升高到160 W/h后,油脂提取率升高趋势很小,逐渐趋于平缓。这是由于超声功率增大则强度越大,有利于油脂的提取;但当超声功率过高时,导致超声局部瞬时温度增加,部分牡丹籽油挥发或发生变化[7-8],造成油脂损耗增加。同时超声波功率越大,能量消耗越多,生产成本随之增加。因此试验验选取适宜的超声功率为160 W/h。
2.2.3浸提温度对牡丹籽油脂提取率的影响
不同浸提温度对牡丹籽油脂提取率的影响如图3所示。

图3 浸提温度对油脂提取率的影响Fig.3 The effects of temperature on the extraction of oil extraction rate
由图3中可知,随着浸提温度的升高,油脂提取率呈现先增大后趋于平缓的变化情况;当浸提温度超过35℃后,提取率增幅很小。这是因为随着浸提温度升高,油脂的溶解率增加,导致牡丹籽粕油脂的提取率增大;但当浸提温度上升至35℃后,溶剂乙酸乙酯的挥发加剧,导致牡丹籽粕中油脂的提取率不再增大[9]。因此本试验选取适宜的浸提温度为35℃。
2.2.4料液比对牡丹籽油脂提取率的影响
不同料液比对牡丹籽油脂提取率的影响如图4所示。

图4 料液比对油脂提取率的影响Fig.4 The effects of liquid ratio on the oil extraction rat
由图4可知,随着料液比的减小(溶剂用量增大),油脂提取率呈现逐渐增大的变化趋势;当料液比小于1∶20 g/mL后,油脂提取率增大趋势变缓。这是因为料液比越小,溶剂用量越大,乙酸乙酯和牡丹籽粕组成的溶液黏度越小,油脂越易分离出来;但当料液比过小(减小到1∶25 g/mL)时,乙酸乙酯对牡丹籽粕中油脂的分离影响不大。因此本试验选取适宜的料液比为1∶20 g/mL。
2.2.5超声温度对牡丹籽油脂提取率的影响
不同超声温度对牡丹籽油脂提取率的影响如图5所示。

图5 超声温度对油脂提取率的影响Fig.5 The effects of ultrasonic temperature on the oil extraction rate
由图5可知,随着超声温度的升高,油脂提取率呈现先增大后趋于平缓的变化趋势;当超声温度超过35℃后,油脂提取率增幅不大,趋于平缓。这是因为超声温度升高,使得油脂的粘度变小,有利于油脂的提取;但超声温度过高,溶剂的挥发损失增加,造成现有溶剂对油脂的溶解饱和,因而提取率趋于平缓。因此本试验选取适宜的超声温度为35℃。
2.2.6浸提时间对牡丹籽油脂提取率的影响
不同浸提时间对牡丹籽油脂提取率的影响结果如图6所示。

图6 浸提时间对油脂提取率的影响Fig.6 The effects of extraction time on the oil extraction rate
由图6可知,随着浸提时间的增加,油脂提取率呈现先增大后减小的变化情况;当浸提时间为4 h时,油脂提取率达到最大。这是因为随着浸提时间的增加,牡丹籽粕与溶剂的接触和相互作用时间增加,油脂溶出增多,提取率增大;而当浸提时间大于4 h后,溶剂挥发损失增加,造成提取率下降。因此本试验选取适宜的浸提时间为4 h。
2.2.7超声时间对牡丹籽油脂提取率的影响
不同超声时间对牡丹籽油脂提取率的影响如图7所示。

图7 超声时间对油脂提取率的影响Fig.7 The effects of ultrasonic time on the oil extraction rate
由图7可知,随着超声时间的增加,油脂提取率呈现先增大后减小的变化情况;当超声时间为30 min时,油脂提取率达到最大。这因为随着超声时间的增加,牡丹籽粕与溶剂的接触和相互作用时间增加,油脂溶出增多,提取率增大;但当超声时间过长,超声局部瞬时高温造成部分油脂挥发或发生变化,导致油脂提取率减小。因此本试验选取适宜的超声时间为30 min。
2.3正交试验
正交试验结果如表3。方差分析见表4。
由表3可知,各因素对提取率的影响依次为:A> B>D>C,也就是说料液比>浸提时间>粒径>浸提温度。最佳提取条件为A2B2C3D2,即料液比1∶20 g/mL,浸提时间4 h,浸提温度40℃,粒径60目~80目。验证试验表明,在该试验条件下的牡丹籽粕中油脂的提取率为78.59 %。
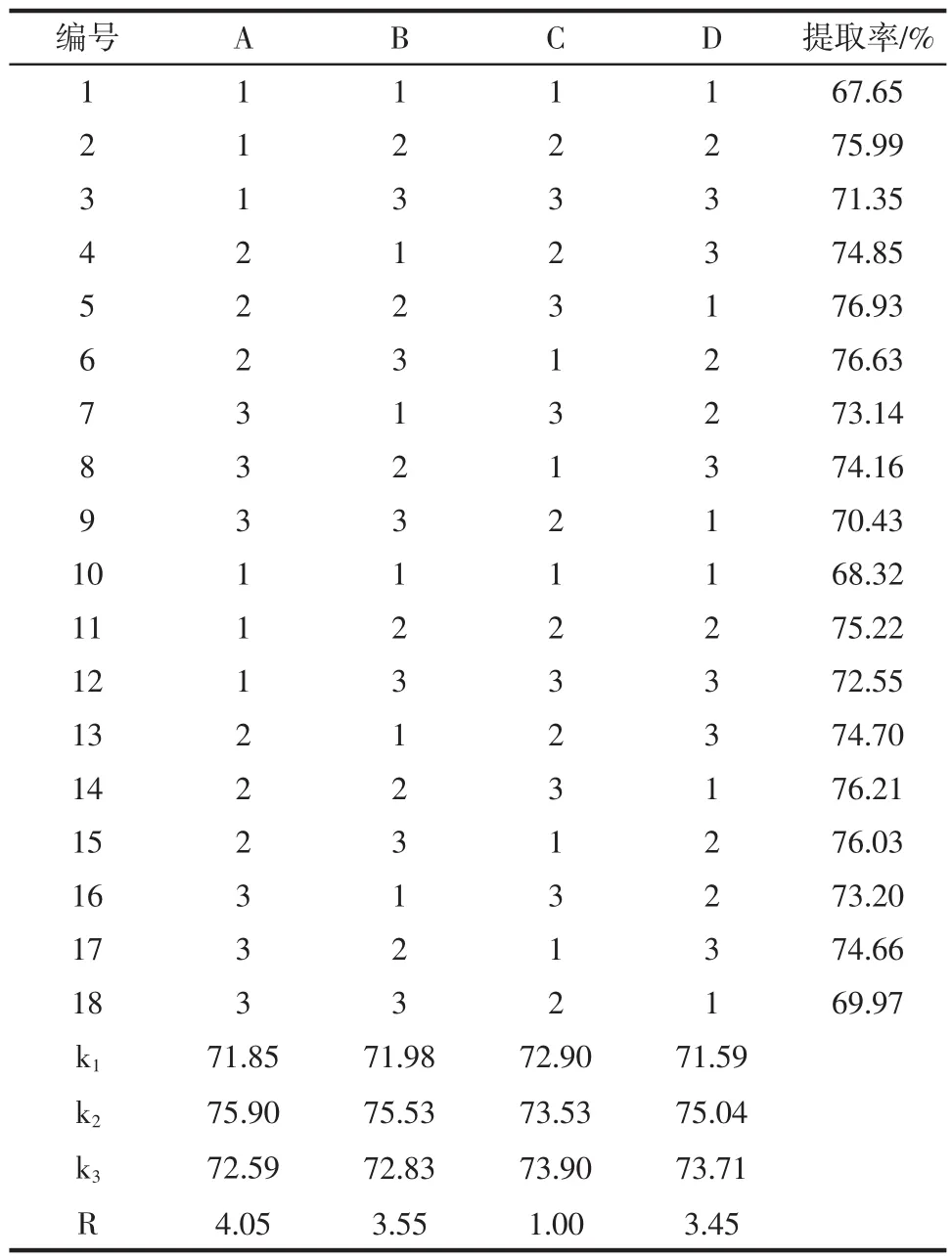
表3 正交试验结果及极差分析表Table 3 The orthogonal experimental results and the range analysis table

表4 方差分析Table 4 Variance analysis
F0.95(2,9)为19.4,F0.99(2,9)为99.4,由表4可知,料液比为高度显著,浸提时间和粒径显著接近高度显著,而浸提温度则为不显著,由此可以看出在超声辅助溶剂提取的工艺条件下,浸提温度对试验结果的影响较小,而料液比、浸提时间和粒径对牡丹籽粕中油脂的提取影响较大。
3 结论
采用超声辅助溶剂提取牡丹籽粕中油脂的最优工艺条件为:粒径60目~80目,料液比1∶20 g/mL,浸提温度40℃,浸提时间4 h,超声功率160 W/h,超声温度35℃,超声时间30 min。在此条件下,牡丹籽粕中油脂的提取率为78.59 %。
参考文献:
[1]戚军超,周海梅,马锦琦,等.牡丹籽油化学成分GC-MS分析[J].粮食与油脂,2005(11): 22-23
[2]李梅青,吴悠,孙强,等.牡丹籽研究进展[J].天然产物研究与开发,2012(12):182-184
[3]彭瑶瑶.牡丹籽油脂和蛋白的提取、精制和性能研究[D].无锡:江南大学,2014
[4]左笑,张东翔.超声波在油脂提取中的应用[J].粮油加工,2007(11): 70-73
[5]罗登林,丘泰球,卢群.超声波技术在油脂工业中的研究进展[J].粮油加工与食品机械,2005(3):48-50
[6]肖龙艳,齐玉堂,张维农,等.超声波辅助水剂法提取茶叶籽油工艺的研究[J].中国油脂,2011,36(7):5-8
[7] Maricela T, Vinatoru M, Paniwnyk L, et al. Investigation of the effects of ultrasound on vegetal tissues during solvent extraction[J]. Ultrasonics Sonochemistry, 2001,8(2):137-142
[8] Athanasios C, Nikolas G S, Dimitra J D, et al. Comparison of distillation and ultrasound-assisted extraction methods for the isolation of sensitive aroma compounds from garlic(allium sativum)[J]. Ultrasonics Sonochemistry, 2006,13(1):54-60
[9]张建群,陶昆,申丽静,等.超声波辅助提取栝楼籽油工艺优化[J].食品研究与开发,2014,35(5):31-33
Study of the Ultrasonic-assisted Extraction of Oil from the Peony Seed Meal
LIU Bai-hua,YIN Zhong-yi,ZHENG Xu-xu*
(Chongqing Key Laboratory of Catalysis and Functional Organic Molecules,Chongqing Technology and Business University,Chongqing 400067,China)
Abstract:According to the main ingredient and content of the peony seed meal,using ultrasonic-assisted solvent extraction method to extract oil from the peony seed meal and study the optimum process conditions. The results showed that under the condition of the extraction temperature 40℃,the particle size of 60 mesh to 80 mesh,solid-liquid ratio 1∶20 g/mL,extraction time 4 h,ultrasonic temperature 35℃,extraction time 30 min,ultrasonic power under 160 W/h,the oil extraction rate of peony seed meal was78.59 %.
Key words:peony seed meal;grease;ultrasound-assisted;solvent extraction
收稿日期:2015-01-26
*通信作者:郑旭煦(1964—),女(汉),教授,博士,主要从事生物资源与天然药物研究。
作者简介:刘柏华(1990—),男(汉),硕士生,主要从事环境生物工程研究。
基金项目:重庆市高校优秀成果转化资助重大项目(KJZH14105)
DOI:10.3969/j.issn.1005-6521.2016.08.010
