130冷芯盒射芯机若干问题总结
2016-05-12王向飞王新星李艳青一拖洛阳铸造有限公司河南洛阳471004
王向飞,王新星,李艳青(一拖(洛阳)铸造有限公司,河南洛阳 471004)
130冷芯盒射芯机若干问题总结
王向飞,王新星,李艳青
(一拖(洛阳)铸造有限公司,河南洛阳 471004)
针对130制芯机在使用过程中存在的控制程序不规范、小车进出过程中工作台零位偏移的问题进行提出解决方案,提高了设备故障排除效率,避免了工作台零位偏移问题。
冷芯盒制芯机;程序;零位偏移
1 引言
(1)冷芯盒射芯机工艺原理
气硬冷芯盒造芯是将树脂砂填入芯盒,而后吹气硬化制成砂芯。根据使用的粘结剂和所吹气体及其作用的不同分为三乙胺法、二氧化硫法、酯硬化法、低毒和无毒气体促硬造芯法等方法[1]。我公司使用的国产130冷芯盒射芯机的工艺原理采用的就是三乙胺法。
(2)130射芯机的设备结构
130射芯机基本框架如图1所示。
(3)130射芯机的工作过程
小车带着下芯盒从顶芯工位进入到射砂工位→工作台带着下芯盒上升与上芯盒合紧后继续上升顶紧射砂板→射砂单元将混好的砂子射入芯盒中→工作台和提升框同时带着合紧的芯盒下降→吹气罩带着上顶芯板进入到射砂工位→上顶板下降到压平位再升到位→吹胺固化→吹胺时间到后工作台带着下芯盒下降同时上顶芯板下降顶芯,将固化的砂芯顶离上芯盒保留在下芯盒中→工作台下降到位后,小车带着下芯盒从射砂工位移出到顶芯工位→下顶芯上升将下芯盒中的砂芯顶起→取芯插将顶起的砂芯取走,整个工作过程完成。
1 130射芯机若干问题分析
1.1 射芯机控制程序优化
(1)问题说明
130射芯机的控制程序采用的是西门子S7-300控制系统,由于射芯机程序中存在很多不使用的程序,这样就导致在设备维修过程中,设备维修人员不能直接明了地根据程序判断故障原因,造成故障维修时间延长,影响设备生产效率。
(2)问题分析
这可能是开发商在程序设计过程中,并没有完全消化吸收转变成自己的独立程序,在系统中仍然保留了很多射芯机不使用的程序,使得控制程序比较杂乱。下面以我厂2010年安装使用的130射芯机中的设备自动控制程序为例进行说明。
在程序函数块FB17中自动循环过程总共分32个步骤,分别使用地址M14.0(自动步骤0)到M17.7(自动步骤31)表示,每个步骤调用对应动作的函数FC,每个步骤之间使用置位和复位指令进行跳转。程序如图2和图3所示。
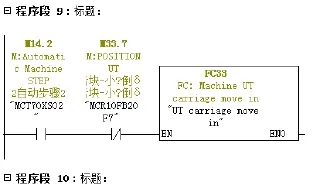
图2 自动步骤2调用小车进函数块FC33
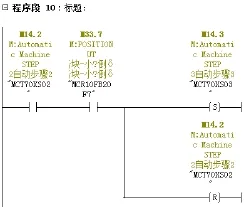
图3 自动步骤2和自动步骤3跳转过程
设备在实际自动循环过程中只使用了15个步骤,其余的17个步骤均为空步骤,并且这些空步骤也调用函数块,这样就不容易直接判断自动步骤的执行情况,给设备维修带来困难。
(3)问题解决方案
在程序控制方面,我们可以借鉴德国LEAMPE 130冷芯机控制程序的逻辑思路,然后根据其逻辑思路编写适合自身设备的控制程序。下面仍以函数块FB17为例进行说明。
130射芯机实际自动控制过程使用了15个步骤,分别为自动步骤0(M14.0)、自动步骤1(M14.1)、自动步骤2(M14.2)、自动步骤7(M14.7)、自动步骤8(M15.0)、自动步骤11(M15.3)、自动步骤12(M15.4)、自动步骤13(M15.5)、自动步骤14(M15.6)、自动步骤20(M16.4)、自动步骤26(M17.2)、自动步骤27(M17.3)、自动步骤28(M17.4)、自动步骤29(M17.5),我们可以将不用的步骤直接删除,直接在实际使用的步骤之间进行跳转循环。例如自动步骤2之后直接跳转到自动步骤7,自动步骤8之后直接跳转到自动步骤11,中间的自动步骤3、4、5、6、9、10以及所调用函数块的步骤直接删除。程序修改后如图4和图5所示:
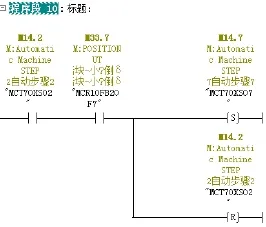
图4 自动步骤2直接跳转到自动步骤7

图5 自动步骤8直接跳转到自动步骤11
如上程序修改后,130射芯机的自动控制程序清晰直观,提高了查看程序和故障排除的效率。程序中的其他类似问题采用同样方法处理。
1.2 小车进出过程中,位移传感器零位跑偏现象
(1)问题说明
130射芯机的工作台通过两个油缸控制上下方向移动,工作台的实际位置靠位移传感器的信号来反馈,工作台下降到底部时,靠四根导杆进行限位。调整工作台导杆,可以使工作台下降到底部时工作台和小车导轨正好在一个水平面上,此时位移传感器的反馈信号为0,芯盒小车可以执行移进和移出的动作。在小车移进和移出的过程中,工作台的位置必须保证在 ±0.4之间,否则出于安全考虑,禁止小车运动。工作台和小车示意图如图6所示。
我公司2005年安装的130射芯机会时常会出现小车进出到一半时,工作台的零位超出±0.4的范围导致小车停止运动。然后通过调整位移传感器使工作台的位置重新回到±0.4之间后,小车才恢复正常。
(2)问题分析
通过长时间的观察分析发现,工作台小车在进出过程中零位偏移的原因为,一方面当工作台下落到底部,工作台油路关闭,两个油缸可能会存在轻微不同步,在油缸不保压的情况下导致工作台不平衡,从而使工作台零位偏移,小车停止运动。另一方面当小车移动到工作台边缘时,工作台两侧受力不均衡,导致工作台发生翘动,从而使工作台的零位发生偏移,小车停止运动。同时工作台经常翘动会磨损工作台的油缸缸套,进而加剧工作台油缸的不同步,使工作台零位偏移现象更加明显。
(3)问题解决方案
针对小车进出过程中,工作台发生翘动的情况,通过修改控制程序使小车进出过程中,工作台一直向下保压,这样就可以通过工作台导杆保证工作台一直处于水平状态,避免了小车进出过程中,工作台翘动导致零位偏移情况的发生。程序修改如图8。 其中Q38.6为工作台下降电磁阀,M38.1为工作台下降标志位(工作台下降过程中M38.1一直接通,下降到位后M38.1断开),因此当工作台下降到底部后M38.1断开,工作台停止保压。现在在M38.1两端并联上小车移出标志位M32.1(小车在移出过程总M32.1接通)和小车移进标志位M33.1(小车在移进过程中M33.1一直接通),这样就可以实现小车在移动过程中,工作台一直向下保压。保证小车进出过程中不会因为工作台翘动而导致小车停止运行。
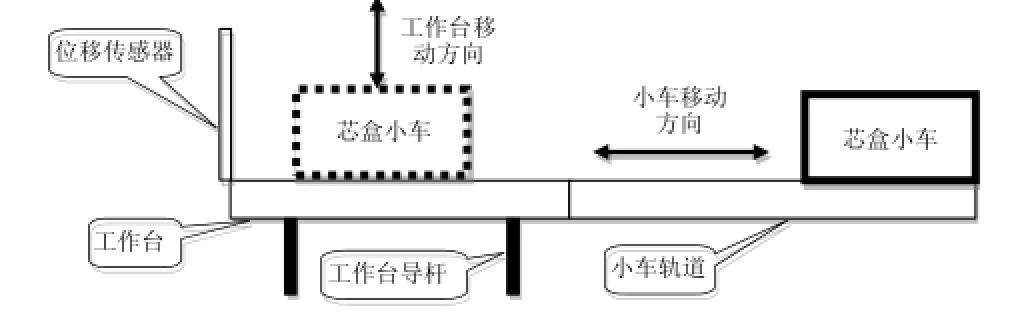
图6 小车工作台运动示意图
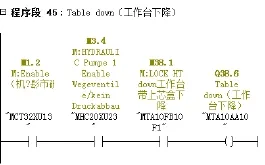
图7 小车进出过程中工作台下降不保压
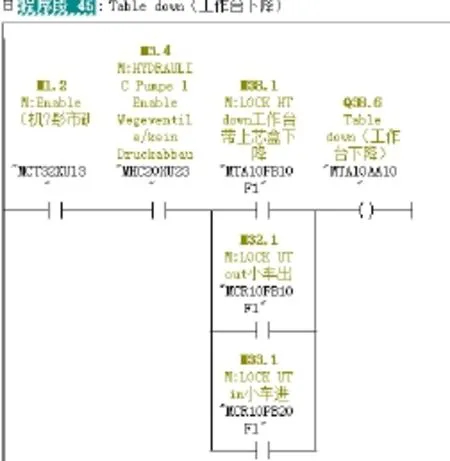
图8 小车进出过程中工作台下降保压
2 结语
国产130射芯机是国内先进的射芯机之一,今后仍需继续研究国外的先进技术,吸收并为我用,另一方面在使用过程中继续优化和改进现有的设备,使其达到完美的设计方案,最终达到世界先进设计水平。
[1] 王文清,李魁盛主编.铸造工艺学 (第一版)[M].北京:机械工业出版社,2007:185.
[2] 高洪学,SVA60L冷芯盒射芯机[J].中国铸造装备与技术,1998(3).
[3] 唐永祥,李为良,张国生.四工位冷芯盒射芯机的研发[J].中国铸造装备与技术,2010(6).
Solutions to the procedure problems of 130 cold box core machines
WANG XiangFei,Wang XinXing,Li YanQing
(YTO (Luoyang) Casting Co., Ltd., Luoyang 471004,Henan,China)
there are some problems of domestic cold core box core making machine products, need to continue to improve, such as control procedures are not standardized, the car in the process of import table zero drift and so on. In this article we explain how to solve these problems.
Cold box core machine;Procedure;Zero drift
TG231.6;
A;
1 006-9 658(201 6)06-0039-03
10.3969/j.issn.1 006-9 658.2016.06.01 2
2016-05-11
稿件编号:1605-1370
王向飞(1987—),男,助理工程师,主要从事铸造车间设备管理、技术改造等工作.