烘烤时间和温度对球铁焊缝组织的影响
2016-05-12沈刚王永宏王贤亮共享装备股份有限公司宁夏银川750021
沈刚,王永宏,王贤亮(共享装备股份有限公司,宁夏银川 750021)
烘烤时间和温度对球铁焊缝组织的影响
沈刚,王永宏,王贤亮
(共享装备股份有限公司,宁夏银川 750021)
介绍了焊后烘烤时间和温度对球铁焊缝处组织的影响,并通过对不同焊后烘烤温度和时间的球铁焊缝组织进行对比分析,得到了比较理想的焊后烘烤时间和温度,使得焊缝处得到了良好的球铁组织。
球墨铸铁;气焊;缺陷修复
0 背景介绍
球墨铸铁中碳以球形石墨形态存在于铸铁基体中,因此对基体的“割伤”效果更小。球墨铸铁的抗拉性能要远远高于灰铁件,甚至可以达到基体组织性能的70%~90%,因此球墨铸铁在具体较高性能要求的铸件上得到了“青睐”。2014年球墨铸铁所占铸造年产量的26.8%(含铸钢件和铝合金件),其与灰铸铁的产量比例达到了1∶1.67,今后球墨铸铁的产量将会进一步提升。同时目前球墨铸铁的废品率普遍偏高,一方面由于由于球铁自身的生产难度;另一方面与其焊接修复难度大也有很大关系。
球墨铸铁的焊接修复过程实质属于铸件的“局部成型”,其同样存在材料的熔化、材料的凝固等冶金过程。同时由于其熔化的材料少,冷却时间快,整个过程类似金属型铸造。在整个焊接过程中,石墨更趋于按照介稳定系转变形成 Fe3C,焊接区域极易出现白口层。这些白口层虽然很窄,但是其硬度很高,特别是在铸件重要的滑动导轨部位,会产生“硬点”,导致零件运行过程出现振动,影响整个零件的精度。如何在焊缝处形成与母材结构相近的球墨铸铁组织,一直是球墨铸铁焊接所要攻克的难点。
1 试验设计
球墨铸铁中石墨球的形成机理有很多学说。其中过冷说是依据球状石墨在析出过程中,完成共晶转变所需要的过冷度较片状石墨大。其理论认为,过冷增加了碳的过饱和度,使得结晶速率增加,从而减小了石墨晶体沿a轴方向与沿c轴方向的生长速度的差别,因此形成石墨球化。如果在气焊结束后,对焊缝处进行烘烤能够明显的降低焊缝处的冷却速度,从达到降低过冷度的目的,有利于球状石墨的形成。
1.1 试验准备
焊材为微合金化铸铁同质焊材,氧炔焰为焊接试验热源。焊接试块开设U型坡口,坡口深度30 mm,角度60°左右,见图1。在焊接时填满U型坡口形成焊缝。
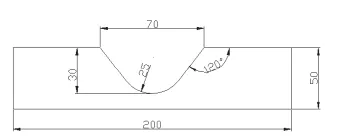
图1 焊接试样坡口示意图
1.2 试验方案
试验选定不同的烘烤时间和烘烤温度,对试块进行焊接,焊接后对焊缝进行加工,观察焊后的形貌和金相组织。其中烘烤温度分别设定为300 ℃、400 ℃、500 ℃、600 ℃和700 ℃,烘烤时间分别设定为5 min、10 min、15 min和20 min。试块按照表1进行编号。
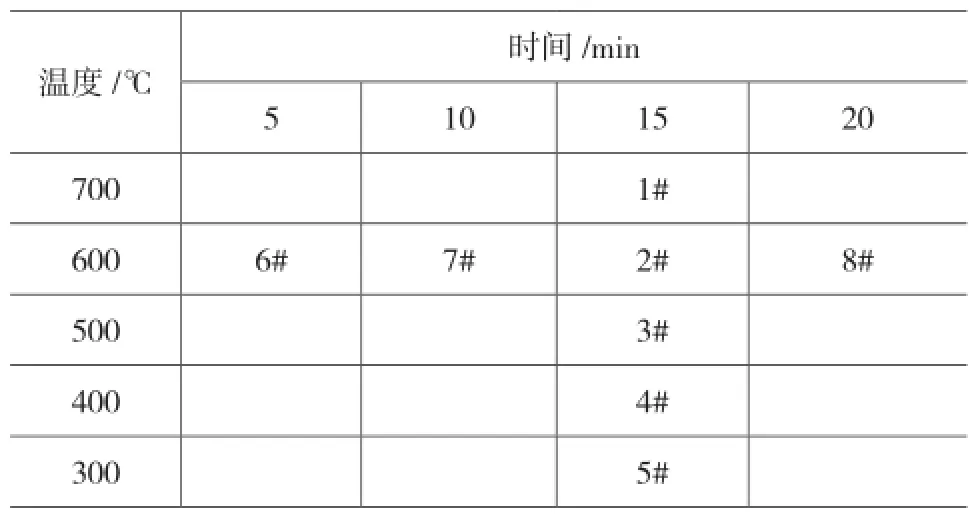
表1 试块编号顺序
1.3 试验结果分析
1.3.1 外观形貌分析
如图2所示为不同烘烤温度焊缝形貌,其中图2.a试块的试验条件为700 ℃保温15 min、图2.b试块的试验条件为600 ℃保温15 min、图2.c试块的试验条件为300 ℃保温15 min。从图2的试验结果可以看出,相同的停滞时间下,温度越高加工后焊缝处的色泽越深。
如图2.a所示,当温度为700 ℃时加工后焊缝处的颜色明显深于母材;如图2.c所示,当温度为300 ℃时加工后焊缝处的颜色明显亮于母材;如图2.b所示,当温度为600 ℃时焊缝处的颜色与母材最接近。烘烤温度越高石墨长大的倾向越明显,如果在高温区长时间停滞可能导致焊缝处的石墨过于粗大,焊缝颜色相比母材发暗,影响加工后的形貌。
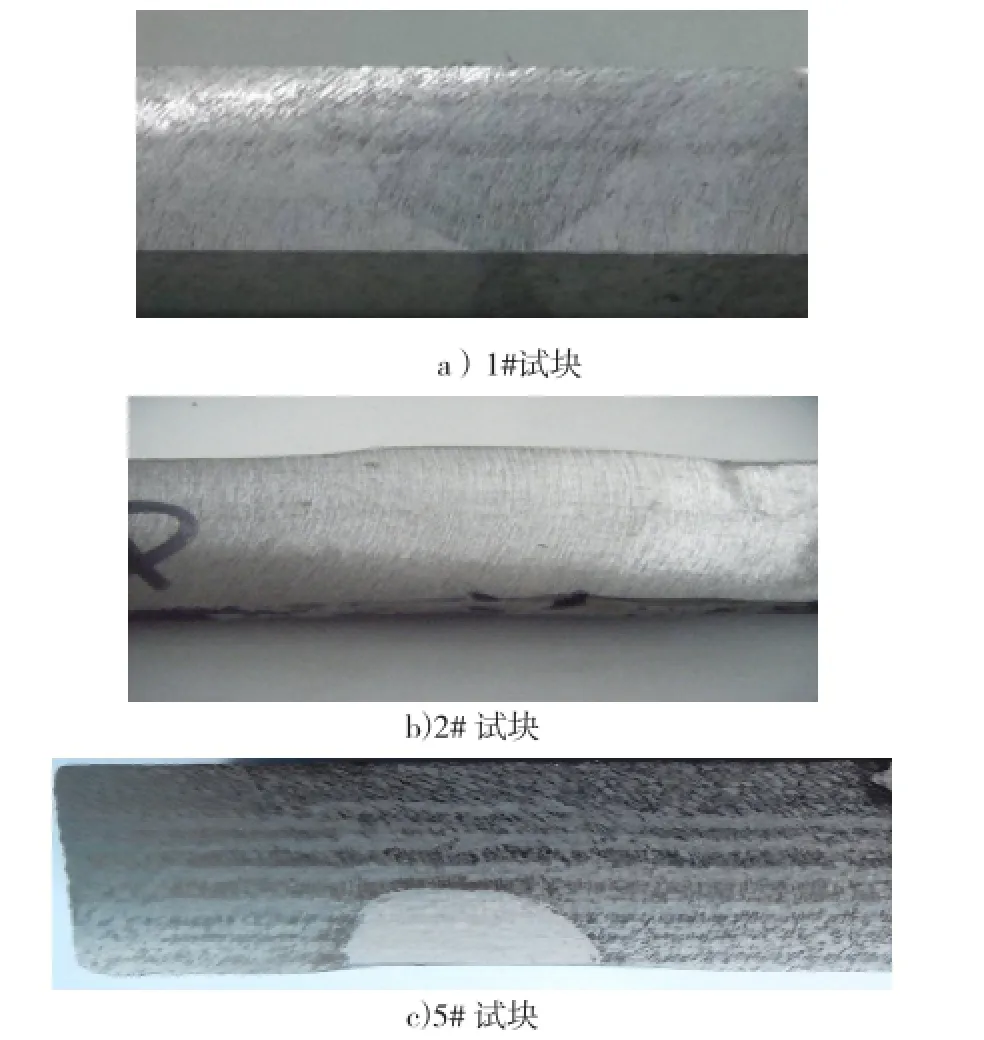
图2 不同烘烤温度焊缝形貌
在相同的烘烤温度下,延长烘烤时间也有利于石墨的形成,同时也会出现时间过长而颜色变深的情况,具体效果如图3所示,其中图3.a的试验条件为600 ℃保温10 min、图3.b的试验条件为600 ℃保温20 min。
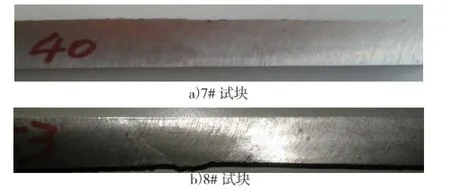
图3 不同烘烤时间的焊缝形貌
1.3.2 金相组织分析
图4为5#试块在300 ℃下保温15 min的焊缝处和母体的金相结构拼接照片,图5为4#试块在400 ℃下保温15 min的焊缝处和母体的金相结构拼接照片,图6为3#试块在600 ℃下保温15 min的焊缝处和母体的金相结构拼接照片,其中左侧为母体金相结构、右侧为焊缝处金相结构。
从图4、图5和图6中可以看出,在烘烤时间相等的情况下,随着烘烤温度的升高,右侧焊缝处的石墨球逐渐长大、且形状变得的规整。当烘烤温度为600 ℃、烘烤时间为15 min时,焊缝处石墨球的尺寸跟接近母材石墨球的尺寸。

图4 5#试块腐蚀后的金相照片(300℃,15min)
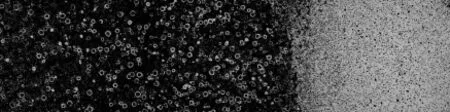
图5 4#试块腐蚀后的金相照片(400℃,15min)
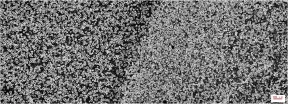
图6 3#试块腐蚀后的金相照片(600℃,15min)
对5#试块的焊缝处做金相检测,在放大500倍的情况下观察,具体如图7所示。从图7中可以看出,5#试块的焊缝处的球形石墨周围存在近似D型和E型的枝晶状石墨。根据石墨形成的“过冷理论”知,形成球墨铸铁的过冷度要低于灰铸铁的过冷度。如图8,当焊接过程熔化的金属在冷却时,其过冷度大于球形石墨形成的条件时,部分石墨会形成点状或片状石墨。由于手动烘烤过程温度控制不精准,导烘烤温度忽高忽低,熔化的金属在凝固过程的过冷度也随之变化,最终形成条形石墨和球形石墨并存的组织结构。而在其他较高烘烤温度的试块中未发现此类问题。
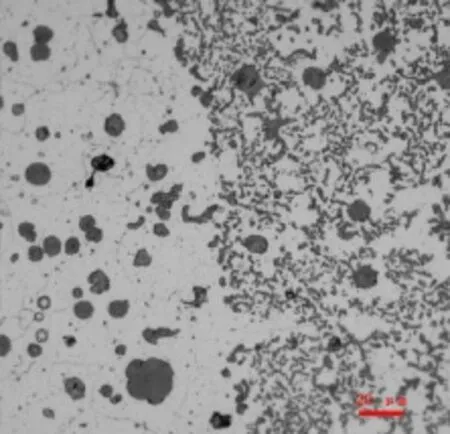
图7 5#试块腐蚀后的金相照片(300℃,15min)
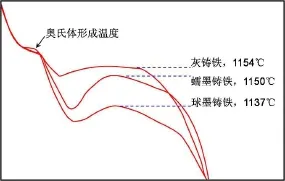
图8 不同形态石墨对应的过冷度
1.3.3 机械性能分析
焊后烘烤的温度对于焊缝组织也有重要影响。烘烤温度越高,母材冷却速度越小,越有利于石墨的析出,铁素体含量增多,珠光体量减少,焊缝硬度越低。当焊后无热输入时,即铸件焊后于室温下空冷,焊缝冷却速率较大,铁素体与石墨的析出较少,珠光体含量相对较多,焊缝硬度较高。焊后对铸件进行600 ℃的烘烤,可获得与铸件性能相匹配的焊接区。
同样延长烘烤时间也对机械性能有显著的影响。从图9可以看出,火焰烘烤时间较短时,母材冷速较大,焊缝硬度增大。因此,适当延长焊接时间,提高焊后保温时间,对于焊缝硬度的控制有着很好的作用。
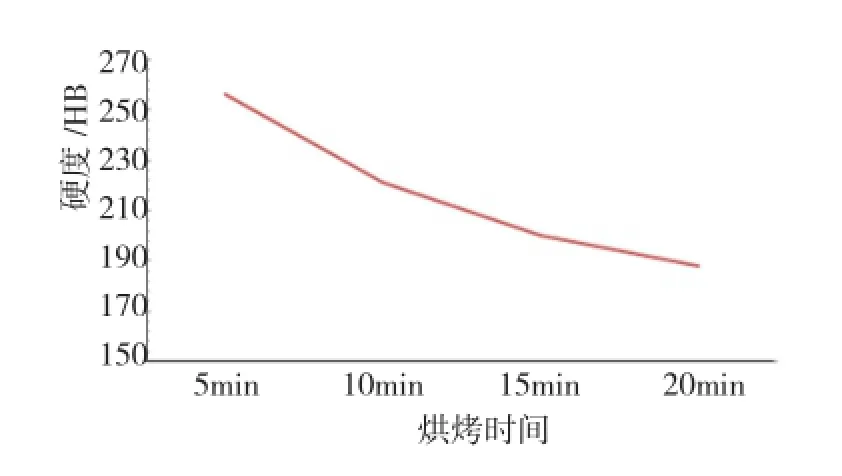
图9 烘烤时间与焊缝硬度的关系
2 结论
在球铁气焊过程中,焊接完毕后立即对焊缝进行烘烤,将有利于降低焊缝处的过冷度,有利于球形石墨的形成。随着焊后烘烤温度的升高,对石墨球的形成和成长越有利,也更利于后期的加工性能,但温度过高会导致加工后焊缝处颜色较深;同样的延长保温时间也使焊缝处颜色较母材深。经过试验总结,将焊后烘烤温度控制在600 ℃、停滞时间控制在15 min可以使得焊缝处的颜色和母材基本一致。
[1] 任永明.微合金化同质焊材铸铁焊接区域硬度控制[D].西安:西安理工大学,2011:37-41.
[2] 赵悦光,郭敏,晁革新,等. QT400-18球墨铸铁焊补工艺研究[J].中国铸造装备与技术,2016(1).
Baking time and temperature on the inf l uence of the weld microstructure of ductile iron
SHEN Gang,WANG YongHong,WANG XianLiang
(Kocel Machinery Limited,Yinchuan 750021,Ningxia,China)
This article describes the different effects the baking time and temperature on the weld after welding organizations, and through the different welding after the baking temperature and time of the test summary. Finally got the ideal welding after the baking time and temperature, such that the weld was good ductile iron organization.
ductile iron;gas welding;repair defects
TG246;
A;
1006-9658(201 6)06-0013-03
10.3969/j.issn.1 006-9 658.2016.06.004
2016-08-24
稿件编号:1608-1485
沈刚(1975—),男,工程师,主要从事铸件生产工艺和过程质量控制等工作.