陶瓷超滤膜技术用于炸药机械加工废水回用
2016-05-08李诗纯罗理渊卿厚卿徐瑞娟
李诗纯, 刘 渝, 尹 锐, 罗理渊, 卿厚卿, 徐瑞娟
(1. 中国工程物理研究院化工材料研究所, 四川 绵阳 621999; 2. 江苏久吾高科技股份有限公司, 江苏 南京 210000)
1 引 言
随着我国对环境保护的重视,炸药废水排放标准日趋严格。新的排放标准不仅进一步加强对废水中污染物的浓度限制,也对废水排放总量进行了限制。根据《兵器工业水污染物排放标准-弹药装药》(GB14470.3-2011)规定,弹药装药企业的基准排放水量为20 m3·d-1。对于废水排放量超过基准水量的企业,再生水回用是目前废水处理的优选方案,这也符合环境保护和节能减排的发展趋势。
在炸药机械加工过程中,会产生含大量炸药悬浮物的机加废水。废水主要来源于机加过程的冷却水及设备冲洗用水,主要含有炸药和油性冷却液等污染物。常用的处理方法为: 先采用沉降法去除大部分悬浮颗粒,而后进行深度处理。炸药废水的深度处理技术主要包括: 光催化氧化[1-3]、Fenton氧化[4]、臭氧氧化[5-6]等高级氧化法[7],超临界水氧化法[8]以及生物法[9]等。但是,采用这些深度处理技术实现炸药废水回用的研究和应用还少见报道。
膜分离技术是目前实现废水回用的主要手段之一[10]。膜分离技术在废水处理中的应用主要包括微滤、超滤、纳滤、反渗透和电渗析[11]。其原理是以具有选择透过性能的膜为分离介质,待分离体系在化学势的推动下透过膜,一部分物质透过膜的速率较慢,在原料侧富集; 另一部分物质则在渗透侧富集[11]。随着膜分离技术的日渐成熟,其在化工、食品、医药等行业的水处理中均得到了应用[10]。在炸药废水处理领域,Kyung-Duk Zoh[12]等人采用膜生物反应器处理炸药废水获得了较好的结果; 此外,研究者们也成功采用反渗透膜去除了废水中溶解的炸药[ 13]。但是,总的来说,采用膜分离技术处理炸药废水的报道仍较少。
基于此,本研究分析了TNT药柱机加废水的水质,讨论了分离膜类型的选择,考察了膜分离设备的操作条件、膜污染情况及膜清洗过程。同时,对比了机床冷却原水及膜分离产水的水质,并采用这两种水对TNT药柱和HMX基PBX药柱进行浸泡,考察了浸泡对炸药表面颜色的影响,讨论了膜分离产水对机床及产品质量的影响。
2 实验部分
2.1 材料与设备
氢氧化钠(NaOH,分析纯)由天津江天化工技术有限公司提供。陶瓷膜分离装置由江苏久吾高科技股份有限公司提供,装置示意图如图1所示。膜的材质为氧化铝/氧化锆陶瓷管,膜孔径为50 nm。膜管内径26 mm,外径30 mm,有效管长997 mm。膜装置由2支7组件串联而成,总膜面积3.36 m2。研究采用的废水为经过初级沉降的TNT药柱机加废水。
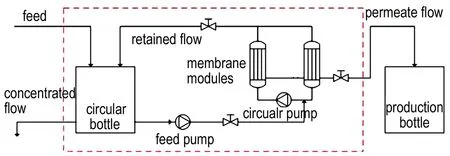
图1 膜分离装置示意图
Fig.1 Schematic diagram of membrane separation device
2.2 测试方法
浊度采用便携式浊度仪(哈希)测试; pH值采用pH计(梅特勒)测试; 油含量按照GB/T6920-1996测试; 悬浮物含量采用重量法GB11901-1989测试。水中悬浮炸药粒径分布采用激光衍射粒度分析仪(Mastersizer 2000, Malvern, UK)测得。
2.3 膜分离过程
采用膜分离装置,考察操作条件、膜污染情况及膜清洗过程。操作条件考察实验中,改变进料压力、循环流量和浓水通量等条件中的一种,保持其他条件不变,考察产水通量及水质的变化情况。
采用浓缩实验考察膜的污染情况,采用间歇操作,每次处理量为150 L,该处理量大约为机床工作一天产生的废水量。废水浓缩倍数为10倍,产水回收率为90%。分离膜装置的操作条件为: 进料压力0.25 MPa,循环流量20.4 m3·h-1,浓水通量3 m3·h-1。实验过程中考察产水通量及水质的变化情况。
膜清洗实验分别采用自来水和1.5% NaOH溶液进行物理和化学清洗。物理清洗过程采用30 L自来水循环5 min,调节浓水通量为5.3 m3·h-1,循环流量为27.2 m3·h-1,共清洗3次; 化学清洗采用1.5% NaOH溶液30 L循环1 h,设备操作条件与物理清洗一致。考察清洗后的产水通量恢复情况。
2.4 炸药浸泡实验
将TNT药柱和HMX基PBX药柱分别浸泡在机床冷却原水和膜分离产水中3 h(如图2所示),取出

图2 炸药浸泡实验示意图
Fig.2 Schematic diagram of immersed explosive experiment
擦干后在空气中静置24 h,观察药柱表面颜色变化。
3 结果与讨论
3.1 分离膜类型选择
炸药机加废水中主要含有炸药和油性冷却液,废水水质见表1。其中,大部分炸药为悬浮物,微量炸药溶于水中; 冷却液以浮油和乳化油两种形式存在。为了实现机加废水回用,主要是要去除废水中悬浮的炸药。这是因为悬浮炸药有可能堵塞机床冷却水管路,从而损坏机床; 同时,悬浮炸药也可能粘附到机加产品表面,从而影响产品质量。
表1 机加废水的水质
Table 1 Water quality of the wastewater

pHoilconcentration/mg·L-1turbidity/NTUsuspendedsolids/mg·L-18.113.5654.284
可以去除废水中悬浮颗粒的膜包括微滤膜和超滤膜[11],可以根据悬浮颗粒尺寸进行选择。此外,废水中的冷却液含量,即油份含量,会影响膜材质的选择。
采用激光衍射粒度分析仪测试了TNT药柱机加废水中悬浮颗粒的尺寸分布,结果见图3。由图3可知,废水中悬浮颗粒的粒径分布较宽,从0.3 μm至700 μm。其中,大部分颗粒的尺寸集中在3~11 μm之间。一般来说,微滤膜的孔径在0.1~10 μm,超滤膜的孔径在0.02~0.1 μm[11]。与废水中悬浮颗粒的尺寸相比,微滤膜孔径较大,难以截留较小尺寸的悬浮颗粒; 而超滤膜的最大孔径仍小于悬浮颗粒的最小尺寸,既可以有效截留废水中的悬浮颗粒,又不会被颗粒堵塞。因此,超滤膜是处理该废水的最佳选择。

图3 机加废水中悬浮颗粒尺寸分布
Fig.3 Size distribution of suspended solids in machining wastewater
超滤膜材质包括聚合物膜和无机陶瓷膜,这两类膜各有优缺点。聚合物膜价格低廉,但是抗污染能力较弱,特别是对废水中的油份敏感,一般要求水中油份浓度不超过1 mg·L-1。陶瓷膜抗污染能力强,可以用于含油废水处理,若操作维护得当,膜寿命可达5年以上。但是,陶瓷膜价格较高。由表1可知,废水中油含量为3.56 mg·L-1,不满足聚合物膜的进水指标。因此,选择无机陶瓷膜为实验对象。
3.2 膜分离设备操作条件考察
3.2.1 进料压力的影响
进料压力对产水通量及水质的影响如图4所示,由图4可知,随着进料压力的升高,产水通量呈线性增加。当进料压力从0.12 MPa升高至0.32 MPa时,产水通量从101 L·m-2·h-1升高至470 L·m-2·h-1,这是因为膜两侧的压力差是膜分离过程的推动力,推动力越大,膜通量越大。产水水质随进料压力无明显变化,产水浊度均低于3 NTU,说明在考察的压力范围内,膜材料没有损伤。但是,从长期应用的角度看,过大的进料压力有可能来带膜材料受损、能耗过大等问题。
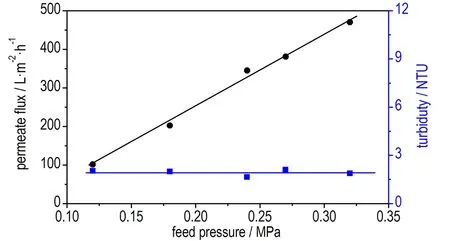
图4 进料压力对产水通量及水质的影响
Fig.4 Effects of feed pressure on permeate flux and turbidity
3.2.2 循环流量的影响
提高膜表面流速可以有效缓解膜污染,因此膜分离装置设置了循环泵(图1)以实现该功能。循环流量越大,膜表面流速就越高,膜的污染情况就越轻。循环流量对产水通量和水质的影响如图5所示,由图5可知,随着循环流量的增大,产水通量缓慢增大。这是由于循环泵功率提高,进料压力增大所致。产水水质不受循环流量影响,浊度均小于3 NTU。仅从图5的结果来看,循环流量越高越好。但是,循环流量过大会导致能耗过大、循环泵损耗大等问题,不利于设备的长期稳定运行。
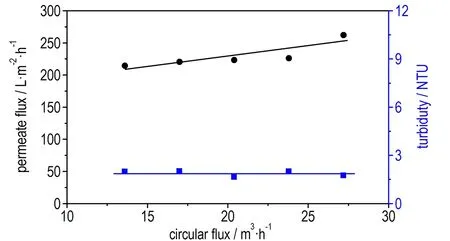
图5 循环流量对产水通量及水质的影响
Fig.5 Effects of circular flux on permeate flux and turbidity
3.2.3 浓水通量的影响
浓水通量与膜污染情况关联紧密。浓水通量对产水通量和水质的影响如图6所示,由图6可知,随着浓水通量的增大,产水通量下降。这是由于浓水通量增大会导致进料压力下降。产水水质不受浓水通量影响,浊度均小于3 NTU。但是,浓水通量越大,浓水中污染物浓度越低,膜污染越缓慢。
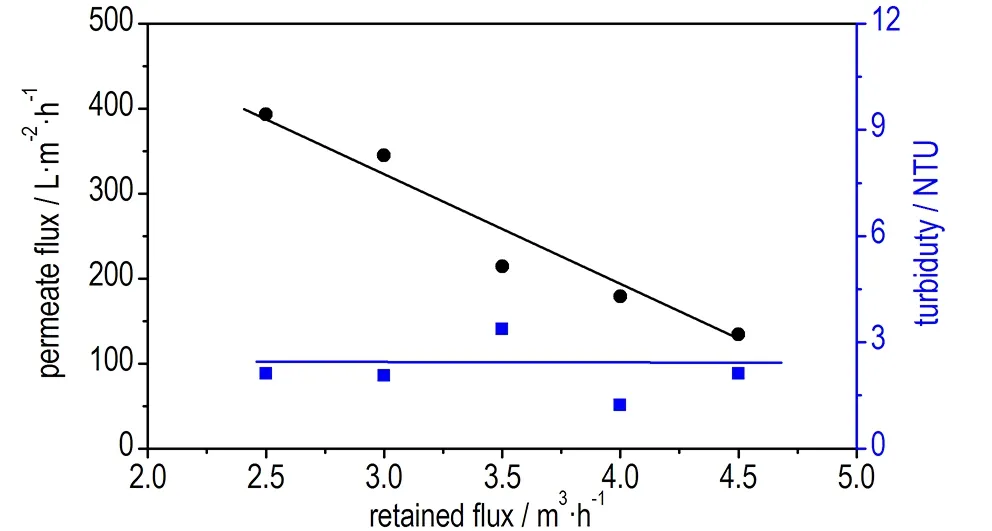
图6 浓水通量对产水通量及水质的影响
Fig.6 Effects of retained flux on permeate flux and turbidity
从长期应用来看,最优的进料压力、循环流量及浓水通量等操作条件仍需要通过长期实验确定。
3.2.4 膜污染与膜清洗实验
超滤分离膜在应用过程中,被截留的污染物会逐渐沉积在膜表面,同时膜表面也会滋生微生物,从而造成膜污染,影响膜的通量和截留率。膜污染是影响膜分离技术工业应用的关键问题。为了考察陶瓷超滤膜在炸药机加废水处理过程中的污染情况,进行了浓缩实验,将机加废水浓缩10倍,产水回收率为90%。浓缩实验结果如图7所示。
由图7可知,采用膜分离装置进行了10次浓缩实验。随着实验次数的增加,产水通量逐渐下降至初始通量的40%(从351 L·m-2·h-1下降至137 L·m-2·h-1),这说明发生了较为显著的膜污染。但是,产水水质不受膜污染的影响,浊度均低于3 NTU。
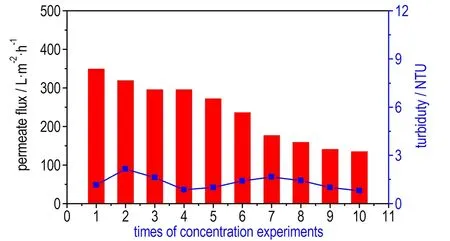
图7 浓缩实验次数对产水通量与水质的影响
Fig.7 Effects of times of concentration experiments on permeate flux and turbiduty
膜污染不仅会影响产水效率,而且长期严重污染有可能对膜材料产生不可逆损伤。因此,膜污染发生后应对膜进行清洗,清洗的时机根据实际工况确定。在本研究中,当膜的产水通量下降至初始通量的50%时进行清洗。分别采用自来水和1.5 % NaOH溶液对污染的膜进行物理和化学清洗,清洗后的通量恢复情况如图8所示。由图8可知,物理清洗后通量可恢复至202 L·m-2·h-1,恢复率57.6%; 化学清洗后通量恢复至339 L·m-2·h-1,恢复率96.6%。

图8 膜清洗通量恢复情况
Fig.8 Effects of membrane cleaning on permeate flux
化学清洗效果比物理清洗效果显著提高,这说明膜污染主要是由于水中的油性冷却液造成的。陶瓷超滤膜可以截留水中的部分乳化油,这部分油会逐渐在膜表面沉积从而造成膜污染。采用1.5% NaOH溶液清洗可以轻易去除膜污染,使膜通量几乎完全恢复,这说明废水中的悬浮颗粒没有堵塞膜孔。由浓缩实验结果可知,设备每运行10~20 d进行1次化学清洗,每次清洗产生30 L含油的碱液废水。由于废水量少,且污染物浓度低,可以直接排放至废水站集中处理。
3.3 膜分离产水回用分析
膜分离设备产水能否作为机床冷却水回用主要取决于两方面: 第一,膜分离产水是否会对机床造成损害,例如腐蚀机床、堵塞管路; 第二,膜分离产水是否会对炸药产品质量造成影响,例如改变炸药表面颜色。
表2列出了机床冷却原水和膜分离产水的水质比较。由表2可知,机床冷却原水的主要成分是自来水和油性冷却液。炸药机加过程会使炸药颗粒进入冷却水中,形成机加废水。膜分离过程可以去除机加废水中的绝大多数炸药颗粒及部分油性冷却液,而且不会引入新的污染物。因此,膜分离产水主要含有微量炸药颗粒及少量油性冷却液。从表2可看出,机床冷却原水和膜分离产水都呈弱碱性,对机床的腐蚀影响不大。膜分离产水在油、浊度和悬浮物指标上均优于机床冷却原水,因此也不易对设备管路造成堵塞。通过水质分析可以判断,与机床冷却原水相比,膜分离产水不会对机床设备造成额外损害。需要指出的是,腐蚀机床、堵塞管路等现象有可能是长期累积的结果,需要继续进行实验以确定膜分离产水长期回用的影响。
表2 机床冷却原水和膜分离产水的水质比较
Table 2 Water quality of cooling water and permeate water
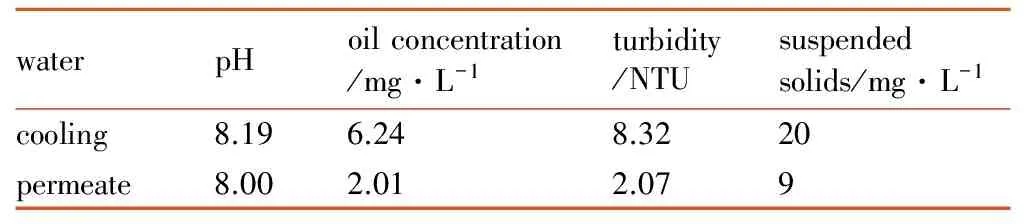
waterpHoilconcentration/mg·L-1turbidity/NTUsuspendedsolids/mg·L-1cooling8.196.248.3220permeate8.002.012.079
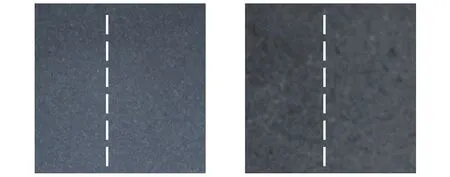
将膜分离产水用于炸药机加过程冷却时,膜分离产水中微量的炸药颗粒有可能会附着在炸药产品表面,但并不会对炸药产品外观造成影响。这是因为膜分离产水中的炸药颗粒量极少(悬浮物含量仅9 mg·L-1,见表2),即使机加过程中有微量炸药颗粒附着炸药产品表面,也可以通过自来水冲洗去除这些颗粒。炸药机加过程中最常见的产品质量问题是炸药变色,这可能与油性冷却液有关。为了对比机床冷却原水和膜分离产水中油性冷却液对炸药表面颜色的影响,将TNT药柱和HMX基PBX药柱分别浸泡在机床冷却原水和膜分离产水中进行实验,结果如图9所示。由于本研究采用的机加废水为切削TNT药柱产生,因此采用HMX基PBX药柱可以考察回用水中炸药颗粒种类与药柱种类不同时,回用水对药柱的影响。从图9可以看出,经过机床冷却原水和膜分离产水浸泡的TNT药柱颜色更深,而且出现了深色条纹。这可能是由于水中的油性冷却液残留在了TNT药柱上。但是,机床冷却原水和膜分离产水对TNT药柱表面颜色的影响并无明显区别。 HMX基PBX药柱表面颜色在浸泡前后并没有明显改变。这可能是由于HMX基PBX药柱原本为深灰色,即使有轻微变色也不易察觉。此外,也可能是由于油性冷却液对HMX基PBX药柱的亲和力不强,冷却液残留量很少。炸药浸泡实验结果表明,机床冷却原水与膜分离产水对TNT药柱表面颜色的影响基本一致,对HMX基PBX药柱表面颜色均不产生影响。

a. TNT immersed b. TNT immersed
in cooling water in permeate water
c. HMX immersed d. HMX immersed
in cooling water in permeate water
图9 炸药药柱浸泡实验结果(虚线左侧为未浸泡部分,右侧为浸泡部分)
Fig.9 Results of immersed explosive experiments( the part on the left of the dashed line immersed and the right part immersed)
从上述结果可知,膜分离产水与机床冷却原水水质相似,对机床设备和炸药产品质量都不会造成额外影响,可以作为主要机械加工过程冷却水回用。但是,膜分离产水长期回用的影响仍有待进一步研究。
对陶瓷超滤膜技术用于炸药机加废水回用成本进行初步测算。假设一年工作时间为300天,每天工作8 h。处理量1 m3·h-1的陶瓷超滤膜设备价格约15万元,设备寿命约20年,期间设备维护费用约5万元。设备功率为6 kW,电价约3元·(kW·h)-1。基于上述数据,炸药机加废水回用成本约22元·m-3。
4 结 论
首次报道了实现炸药机加废水回用的解决方案,证实了陶瓷超滤膜处理炸药机加废水并回用的可行性,具体结论如下:
(1) 研究了膜分离装置处理机加废水操作条件对处理量和处理效果的影响规律,进料压力、循环流量和浓水通量等条件主要影响产水通量,对水质影响不明显。
(2) 通过浓缩实验研究了膜污染情况,浓缩10批次废水后,产水通量下降至初始通量的40%。采用清水和1.5% NaOH溶液清洗膜可以使产水流量分别恢复至57.6%和96.6%。
(3) 陶瓷超滤膜产水与机床冷却原水水质相似,对机床设备和炸药产品质量都不会造成额外影响,可以作为炸药机械加工过程冷却水回用。
参考文献:
[1] 杜仕国, 闫军, 汪明球, 等. AC/TiO2复合颗粒的低温制备及对TNT废水的降解[J]. 含能材料, 2013, 21(2): 239-243.
DU Shi-guo, YAN Jun, WANG Ming-qiu, et al. Preparation of AC/TIO2composite particles at low temperature and its application in degradation of TNT wastewater[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2013, 21(2): 239-243.
[2] 杜仕国, 闫军, 汪明球, 等. 纳米TIO2/碳纳米管复合颗粒的制备及光催化降解TNT废水[J]. 含能材料, 2014, 22(6): 862-866.
DU Shi-guo, YAN Jun, WANG Ming-qiu, et al. Preparation of TiO2/CNT composite particles and application in the photo-catalytic degradation of TNT wastewater[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2014, 22(6): 862-866.
[3] 杨毅, 王起伟, 王连军, 等. 纳米光催化材料免回收处理处理TNT废水[J]. 含能材料, 2009, 17(5): 625-629.
YANG Yi, WANG Qi-wei, WANG Lian-jun, et al. Treatment of TNT wastewater with nanometer photocatalysts recycle-free[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2009, 17(5): 625-629.
[4] 焦纬洲, 郭亮, 刘有智, 等. Fenton氧化法深度降解HMX生产废水[J]. 含能材料, 2014, 22(1): 94-99.
JIAO Wei-zhou, GUO Liang, LIU You-zhi, et al. Degradation of HMX production wastewater by Fenton oxidation[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2014, 22(1): 94-99.
[5] 吴耀国, 赵大为. TNT废水的O3氧化处理的试验研究[J]. 含能材料, 2003, 11(4): 201-204.
WU Yao-guo, ZHAO Da-wei. Unsymmetrical dimethylhydrazine wastewater treatment by catalytic reduction process[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2003, 11(4): 201-204.
[6] 郭亮, 焦纬洲, 刘有智, 等. 不同臭氧组合工艺处理含硝基苯类化合物废水的试验研究[J]. 含能材料, 2014, 22(5): 702-708.
GUO Liang, JIAO Wei-zhou, LIU You-zhi, et al. Treatment of nitrobenzene-containing wastewater using different combined processes with ozone[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2014, 22(5): 702-708.
[7] 吴耀国, 焦剑, 赵大为, 等. 炸药废水处理的高级氧化技术[J]. 含能材料, 2003, 11(3): 165-169.
WU Yao-guo, JIAO Jian, ZHAO Da-wei, et al. Advanced oxidation processes for treatment of waste water contaminated by explosives [J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2003, 11(3): 165-169.
[8] 常双君, 刘玉存. 超临界水氧化处理TNT炸药废水的研究[J]. 含能材料, 2007, 15(3): 285-288.
CHANG Shuang-jun, LIU Yu-cun. Treatment of TNT wastewater by supercritical water oxidation[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2007, 15(3): 285-288.
[9] 肖湘竹, 韩敦信, 徐永红, 等. 以壳聚糖为载体的固定化微生物处理TNT废水研究[J]. 含能材料, 2006, 14(1): 59-61.
XIAO Xiang-zhu, HAN Dun-xin, XU Yong-hong, et al. Immobilized anaerobic treatment for wastewater containing TNT by using chitosan[J].ChineseJournalofEnergeticMaterials(HannengCailiao), 2006, 14(1): 59-61.
[10] Baker, R. W. Research needs in the membrane separation industry: Looking back, looking forward[J].JournalofMembraneScience, 2010, 362(1-2): 134-136.
[11] Mulder M. Basic principles of membrane technology [M]. Kluwer Academic Publishers:Netherlands, 1996.
[12] Kyung-Duk Zoh, Michael K Stenstrom.Application of a membrane bioreactor for treating explosives process wastewater[J].WaterResearch, 2002, 36: 1081-1024.
[13] 刘渝, 游青, 王晓川. 火炸药工业废水处理技术研究进展[J]. 工业安全与环保, 2008, 34(7): 25-27.
LIU Yu, YOU Qing, WANG Xiao-chuan. Development of treatment for wastewater contaminated by powder and explosives[J].IndustrialSafetyandEnvironmentalProctection, 2008, 34(7): 25-27.
Reuse of Wastewater in Explosive Machining Process with Ceramic Ultra-filtration Membranes
