基于Mach3的教学型五轴数控机床控制系统设计
2016-04-27张翔宇
王 宽,赵 巍,张翔宇
(天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津300222)
基于Mach3的教学型五轴数控机床控制系统设计
王宽,赵巍,张翔宇
(天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津300222)
摘要:在已有教学型五轴数控机床上,搭建以PC为上位机、Mach3为下位机的主从式控制系统。该系统是以5套步进电机及其驱动器作为进给驱动模块,以直流电源作为电源模块以及由微动开关等电子元件组成的辅助模块构成开环数控系统。该控制系统与相应的教学型五轴数控机床搭配,可用于高等大专院校科研及五轴操作人才的培训。
关键词:Mach3;五轴控制;步进电机;数控机床;PWM调速器
当前数控加工向高精度、高速度、高柔性、体系开放化方向发展。在现代制造中,对于造型复杂、精度要求较高的零件,如叶轮、叶片、船用螺旋桨等,传统的加工技术和普通数控机床加工技术已无法满足其加工要求。五轴联动数控机床可以加工工艺复杂的零件,但因技术难度大、造价昂贵,致使大多数高等院校无法购买,这阻碍了五轴联动数控机床先进制造技术在国内的普及,也阻碍了中国制造业的快速发展。本文根据当前市场的需求,为一款摇篮式五轴联动数控机床模型搭建了控制系统,通过Mach3控制软件和控制卡以及步进电机、步进电机驱动器、直流电源等元器件构建五轴数控机床的控制系统,并对软件和硬件进行调试,实现五轴联动的功能[1-6]。
1 摇篮式五轴数控机床结构分析及模型的建立
在数控编程时,通常假定工件保持不动,刀具移动,刀具的运动轨迹形成了所要加工零件的表面轮廓。在三维空间里,6个自由度可以让物体实现任何形式的运动。空间六自由度的实现如图1所示。三维空间的6个自由度由X、Y、Z 3个方向平动和分别绕X、Y、Z轴旋转的A轴、B轴和C轴组成。本文摇篮式五轴数控机床的主轴刀具可以相对于工件沿X、Y、Z轴平动以及绕X轴、Z轴的相对转动,即所谓的A轴和C轴,同时还可以实现绕自身轴线进行的转动,以实现对工件的切削。
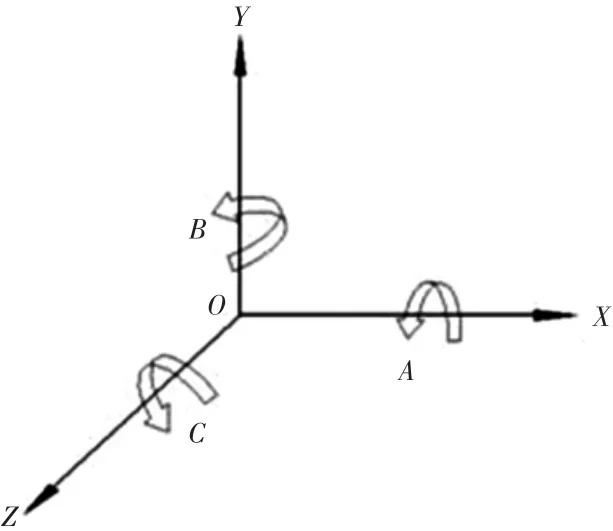
图1 空间六自由度的实现
摇篮式五轴数控机床模型如图2所示。图2(a)为根据摇篮式五轴数控机床所要实现的功能在三维绘图软件UG环境下设计的三维模型。由图2(a)可知,摇篮式五轴数控机床的主轴可沿X、Y、Z轴做平移运动,可以通过控制X、Y、Z轴轴端的步进电机正反转和转速来实现工作台的移动方向和速度控制。图2(b)为摇篮式五轴数控机床的2个旋转轴A轴和C轴。
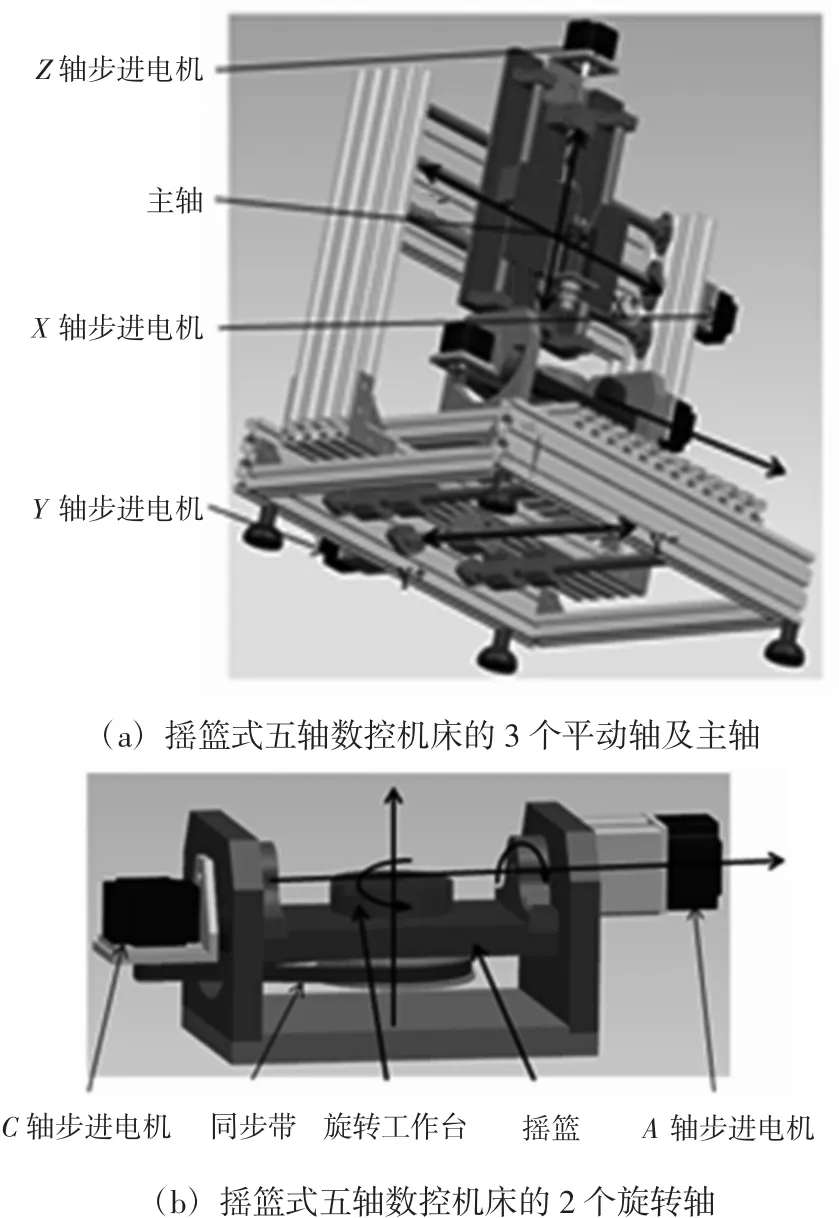
图2 摇篮式五轴数控机床模型
2.2软件界面设置及控制系统硬件搭建
对于摇篮式五轴数控机床,Mach3控制系统需要控制5个步进电机的联动。数控程序指令编程的过程中通常用X、Y、Z、A、B、C来表示多轴的平动和转动。Mach3在进行软硬件设计时,其控制卡上的每个端口都对应控制不同的轴,因此调节好端口与所要控制轴之间的关系异常重要。只有对应关系正确,才能保证数控机床运动与数控程序代码运行的一致性。
根据摇篮式五轴数控机床所要实现的运动,可以对Mach3控制软件的“电机输出”界面进行设置。其中,“step pin #”所在列各轴对应的接口与步进电机驱动器的“PUL-”端口相连,“PUL+”端口为步进电机提供5 V电源;“Dir Pin #”为方向控制口,此接口主要控制步进电机的正反转,“Dir Pin #”所在列各轴对应的接口与步进电机的“Dir-”端口相连,此时“Dir+”端口为步进电机提供5 V电源。当步进电机的转向发生错误时,可通过改变Mach3控制软件“电机输出”界面各轴对应的“Dir LowActive”所在列符号,从而改变步进电机的转向。电机输出设置及输入信号的详细信息可参考文献[3]。
数控机床在出厂时都设定一个机床坐标系,当开
2 基于Mach3的控制系统的搭建
2.1Mach3控制系统的硬件结构
控制系统的硬件结构如图3所示。Mach3是控制系统与摇篮式五轴数控机床硬件结构的连接部件,其控制原理为:用一个输入为220 V、输出为24 V的直流电源分别为PWM调速器[7-9]、Mach3控制卡和步进电机驱动器提供电源。PWM调速器控制主轴直流电机转速,主轴直流电机驱动主轴刀具的转动,形成机械结构的主运动。PC(有25针脚并口接线口的个人电脑)通过25针脚的并口线与Mach3控制卡相连,在PC上安装Mach3控制软件与Mach3进行通信,提供步进电机驱动器脉冲信号和方向控制信号,控制步进电机的运动,进而实现控制摇篮式五轴数控机床的进给运动。在机械结构上安装位置检测器,同时与Mach3控制卡相连,当机械结构触发位置检测器,微动开关反馈给Mach3控制卡信号,进而控制步进电机的运动状况,实现Mach3控制系统的限位、原点复位等功能。机时按下机械零点,机床会自动回到机床零点,进而建立起机床坐标系。用Mach3控制卡控制的五轴数控机床也配置有设定零点坐标的端口,用Mach3控制卡的P11、P12、P13和P15分别控制X、Y、Z、A轴的机器原点复位(C轴360°旋转不需要进行复位与限位),因此对于基于Mach3的摇篮式五轴数控机床输入信号应该对Mach3输入信号界面的XHome、YHome、ZHome、AHome的Enabled功能进行激活[3,5-6]。
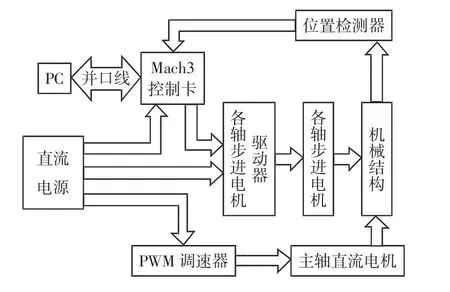
图3 控制系统的硬件结构
摇篮式五轴数控机床控制系统接线图如图4所示,其中包括整个控制系统中重要部件的连接方法。由图4可知,编号为⑦~⑩的微动开关就是复位限位开关。设计数控机床时,为保证机床运动的安全性,防止发生机床碰撞事件,要在机床运动的极限位置安装限位开关。当机床工作台触碰到安装在轴端的限位开关时,机床就停止运动。限位开关的启闭直接控制电机开关状态,因此稳定性较高。对Mach3控制卡来说,预留了X+、X-、Y+、Y-、Z+、Z-的接口,分别控制X轴、Y轴、Z轴的限位。图4中编号为①~⑥的微动开关起到限位的作用。
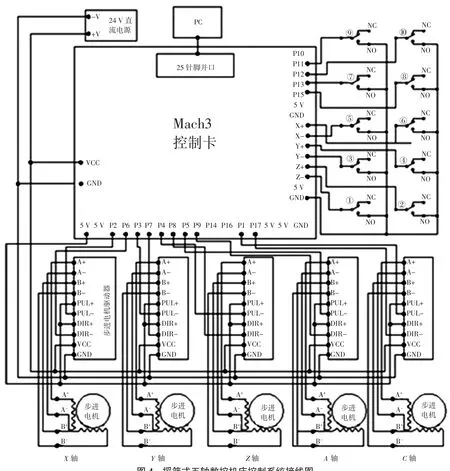
图4 摇篮式五轴数控机床控制系统接线图
3 Mach3控制系统的调试
3.1系统控制原理
摇篮式五轴机床控制系统的搭建需要保证机床能够五轴联动[10],且主轴自由转动。Mach3软件使用PC电脑的双向并行传输接口(line prinT,LPT)或USB端口作为CNC控制设备的输入与输出,通过输出脉冲和方向信号,控制步进电机驱动器,从而实现控制摇篮式五轴机床。事实上,Mach3控制软件加载的程序只根据相关变量给步进电机驱动器发射不同的脉冲信号,以此控制机床移动一定的距离。例如,让刀具沿X轴移动10 mm,Mach3软件能根据指令输出一定的脉冲数和确定方向信号,脉冲数与X轴的移动距离需要通过脉冲当量换算。
摇篮式五轴数控机床实物图如图5所示。此机床所使用的滚珠螺旋传动的螺杆螺距P为5 mm,所使用的步进电机步距角θ为1.8°。该模型要求直线运动的加工精度为0.01 mm,可以通过调节步进电机驱动器的细分数来满足加工精度要求,细分数越高步进电机的旋转精度越高,但是步进电机的最大转速会降低。当选择步进电机驱动器的细分数N为16细分时,步进电机驱动器接收到一个脉冲信号,步进电机驱动器可驱动步进电机运动的直线长度为:

因此,步进电机驱动器16细分可以保证直线运动的加工精度。
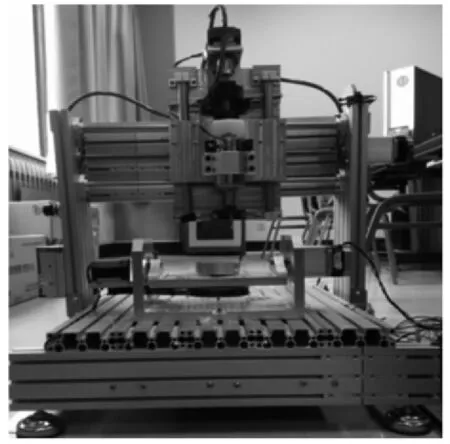
图5 摇篮式五轴数控机床实物图
3.2系统的运行与调试
以控制X轴的步进电机为例,进行Mach3控制系统的调试。通过Mach3软件主菜单上的“设置”—“电机调试”—“X轴”对X轴电机参数进行设置。步进电机驱动工作台移动1 mm需要640个脉冲,电机的最大速度为600 r/min,加速度为200 mm/s2。理论上,这些参数可以满足PC发射640个脉冲,步进电机所转动的圈数可以使工作台移动1 mm,但实际上细分数越多,电机的精度会变低,因此要进行校核。
在Mach3界面中点击“设置”按钮,单击“Reset”让其按钮成为绿色,解除报警。单击“set stepsper(校核)”弹出“轴的选择界面”,选中X轴并输入其移动的理论距离,如输入4并单击ok,则弹出一个界面询问X轴实际移动了多少距离。加工精度保持在0.01 mm可以用百分表进行校核,校核X轴的实验装置及测试数据如图6所示,图6(a)为整个校核装置;图6(b)为校核时百分表所处的初始位置,其数据为a = 1.00 mm;图6 (c)为输入实验数据后得到的数据b = 4.99 mm。
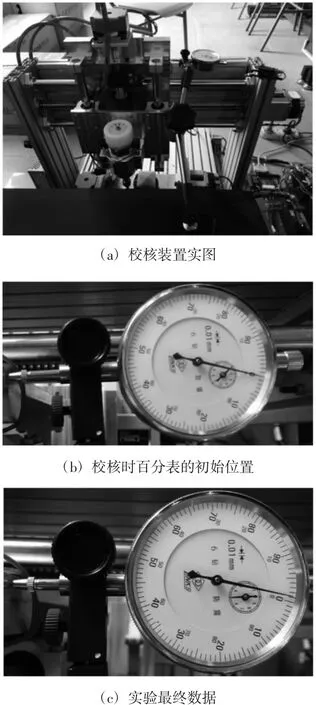
图6 校核X轴的实验装置及测试数据
在X轴的实际移动距离对话框中输入X轴的实际移动距离b - a = 3.99 mm,之后弹出X轴移动单位长度步进电机所需实际脉冲数的对话框,X轴移动一个单位(1 mm),要向步进电机发射641.601个脉冲(此数据是Mach3软件根据X轴的实际移动距离与理论要求距离之差自动计算的脉冲数),输入数据并点击“是”,该数据就自动替代初调试时输入的X轴步进电机每转所需脉冲数,输入完成后弹出X轴已经校核完成的对话框,点击确定完成X轴的校核。其他轴的设置和校核可参考调试X轴的方法,对于要求更高的加工精度,可利用激光干涉仪通过类似方法进行校核。
4 结束语
本文为教学型摇篮式五轴数控机床搭建了控制系统,可实现摇篮式五轴数控机床的基本运动,能够加工尼龙、硬橡胶等材料。对于一些较复杂的零件,可以通过CAD/CAM软件进行建模处理生成刀路轨迹,并导入到Mach3控制软件中进行验证。
参考文献:
[1]王楠.浅析数控技术的发展应用[J].装备制造技术,2008 (4):120-121.
[2]李秀霞.基于Mach3控制系统的五轴数控实验台的设计[D].上海:上海电子信息职业技术学院,2014.
[3]罗奇亮.数控雕刻机控制系统的研究及实现[D].西安:西安工业大学,2010.
[4]李文星,郭贵中.经济型五轴雕刻数控机床的设计与实现[J].制造业自动化,2011,33(1):124-126.
[5]李荣泳.基于Mach3软件的经济型五轴雕刻机开发[D].东莞:东莞理工学院,2011.
[6]王党利,宁生科,马保吉.基于MACH数控软件的三维雕刻机结构设计与实现[J].机械与电子,2010(8):27-30.
[7]龚志远.小型CNC雕刻机设计[J].组合机床与自动化加工技术,2011(2):100-102.
[8]杨玥.主轴驱动系统与主轴电机发展趋势[J].机械与电气,2008(3):37-38.
[9]MURAI Y,OHASHI K,HOSONO I.New PWM method for fully digitized inverters [J].IEEE Transactions on Industry Applications,1987,23(5):887-893.
[10]全荣.五坐标联动数控技术[M].长沙:湖南科学技术出版社,1995.
Design on teaching model of five Axis NC Machine tool control system based on Mach3
WANG Kuan,ZHAO Wei,ZHANG Xiang-yu
(Tianjin Key Laboratory of High Speed Cutting and Precision Machining,Tianjin University of Technology and Education,Tianjin 300222 ,China)
Abstract:In the existing teaching type of five axis NC machine tools,the master-slave control system with PC as upper computer and Mach3 as slave computer is built.The system has five sets of step into motor and its driver as feed drive module,with DC power supply as power module and auxiliary module composed of micro switches and other electronic components constitute open loop NC system,the Mach3 control software to debug the whole system.The control system of the corresponding collocation teaching type of five axis NC machine tools can be used in the research of higher colleges and five axis operation training.
Key words:Mach3;five motion axes;stepper;NC machine tool;PWM control
作者简介:王宽(1989—),男,硕士研究生;赵巍(1976—),女,副教授,博士,硕士生导师,研究方向为数字化制造.
基金项目:天津市高等学校创新团队培养计划项目(TD12-5043).
收稿日期:2015-10-12
中图分类号:TG659
文献标识码:A
文章编号:2095-0926(2016)01-0037-04
