汽车塑料进气歧管焊接技术的发展和应用
2016-04-23王光耀魏莉霞马鸣图
王光耀 魏莉霞 马鸣图
汽车轻量化是汽车节能减排的有效手段之一,汽车轻量化的发展使塑料及其复合材料在汽车结构件上得以广泛应用[1,2]。进气歧管是发动机进气系统中的重要部件,其结构是否合理和制造质量的优劣直接影响发动机性能的好坏。传统的金属进气歧管采用铸造工艺生产,随着汽车轻量化越来越受到汽车制造商们的重视,乘用车汽油机用金属进气歧管已经被塑料进气歧管所替代。
多年来,在汽车塑料进气歧管的制造方法方面,国内外先后采用了熔模型芯法、注塑成型法、复合成型法+振动焊接法等成型加工方法[3,4],以及新近出现的激光透射焊接技术和粘接剂粘合技术等新型制造方法[5]。目前,汽车塑料进气歧管主要采用“熔模型芯法和注塑成型+振动焊接法”。然而,由于用熔模型芯法生产塑料进气歧管的制造成本较高,加以内壁尺寸难以控制等问题[6],“注塑+振动焊接和注塑+激光透射焊接”越来越受到关注。本文重点论述注塑成型的进气歧管组件连接的振动焊接和激光透射焊接工艺。
一、振动焊接
振动焊接是在电磁传动装置的作用下,相互接触的2个塑料组件发生相对运动(包括线性、角形、轴向)的1种摩擦焊接方法[3]。
焊接汽车塑料进气歧管采用的振动焊接方法是在压力作用下,使2个塑料进气歧管组件紧密接触,并沿着同一轴线以一定的频率做相对运动。工艺进行时,紧密接触的进气歧管组件因相对运动产生热量,使接触区域的聚合物温度升高;当温度达到聚合物的熔点时,聚合物熔化到满足熔深要求时,接头处的聚合物在压力作用下可凝固形成可靠的连接。
“熔深”是振动焊接的重要参照量,它是指在焊接过程中,压力使熔化界面处的聚合物侧向外流而产生的2组件之间距离的减少值。根据熔深的变化情况,振动焊接过程可以分为4个阶段[7]:
①固态摩擦阶段:进气歧管的2个接触面产生相对运动,最初在突起部分发生摩擦、粘接和剪切,在摩擦表面产生摩擦热,随着摩擦的进行,实际接触面积不断增大,但是此阶段仍然是固-固界面摩擦,不会产生聚合物熔融和侧向流动,熔深为零。
②瞬态阶段:随着摩擦的不断进行,接触面处的温度不断升高,接触区域的聚合物开始逐渐出现粘滞现象,由于剪切加热的作用,处于粘滞状态的聚合物厚度增加。随着摩擦的继续进行,固-固摩擦生热逐渐被熔融层的剪切变形生热所替代。在此阶段,接触面处的聚合物发生熔融和侧向流动,导致熔深逐渐增加。
③稳态阶段:该阶段,聚合物的熔化速度等于外流速度,熔融层的厚度基本保持恒定,随着时间的增加,熔深呈线性增加,熔深达到一定值时,振动应停止。这时由于过多的熔融聚合物容易产生过多的飞边,影响焊接质量。
④冷却阶段:振动停止后,接触区域的聚合物冷却,并凝固形成可靠的连接。
对于塑料进气歧管而言,焊缝是产品的薄弱区域,汽车塑料进气歧管进行水爆试验时,多在焊缝处发生破裂。由于焊缝处的纤维聚集或平行于焊缝,不能起到增强焊缝强度的作用,所以焊缝处的强度只取决于基体材料的原始强度和焊缝质量。焊缝质量的影响因素主要包括:焊接夹持力、焊缝熔化宽度、振动幅度和熔深。研究表明[8],夹持力对焊缝的质量影响较大。焊接过程中,增大夹持力使2组件之间熔融层的压力增大,导致熔融层变薄,从而影响焊缝质量。对于塑料进气歧管的焊接,应预留一个最优焊缝熔化宽度使进气歧管获得最大的焊缝强度。而振动幅度对焊缝的强度影响相对较弱。
与传统的焊接技术相比,振动焊接技术具有焊接时间短、能量利用率高、可重复性好、适用于批量生产等优点。与传统的熔芯法制造塑料进气歧管以及铝制进气歧管相比,利用振动焊制造塑料进气歧管更加节能环保,具有更好的进气效率和更低的生产成本。但是,振动焊接法只能焊接平面和小弧度曲面。由于焊缝处的玻璃纤维发生聚集且平行于焊缝,起不到增强的作用,焊缝处的强度只能取决于材料的原始强度和焊缝质量,因此焊接是产品制造过程中的重要环节。
1973年,美国出现了第1台商品化的振动焊接机,1979年,振动焊接技术首次被法国标致雪铁龙汽车公司用于制造汽车进气歧管。目前,振动焊在欧美市场应用得到广泛的应用,利用振动焊接塑料进气歧管已经占据了欧美国家发动机市场的大部分份额。随着汽车工业的飞速发展,国内在近几年的新发动机开发和引进中也广泛采用该技术。2004年,中国第一汽车集团使用巴斯夫(BASF)公司的BASF8233GWHS BK102尼龙6玻璃纤维增强材料,利用振动焊接技术制造出了CA4GE发动机塑料进气歧管,并应用在红旗轿车上。该型号的塑性进气歧管经过水爆试驗、排放试验、发动机台架试验、道路试验等测试,各项性能达到了设计要求。与铝制进气歧管相比,塑料进气歧管质量减轻了40%、发动机效率提高4%、产品价格降低20%。同时,中国第一汽车集团又开发了柴油发动机的大型塑料进气歧管,实现了我国在该领域的突破[9]。但是与国外技术水平相比,国内汽车塑料进气歧管的研发水平和生产规模仍存在相当大的差距,而且所需原料全部由国外进口,这种局面急需改变。
随着振动焊接工艺在塑料进气歧管生产的广泛应用,针对振动焊接的二次加工性和焊接强度的要求,塑料生产商们开发出了专用于振动焊接生产塑料进气歧管的原材料——纤维增强尼龙6。该材料是通过化学和物理改性来克服尼龙吸水率高、耐乙二醇性能差的缺点,采用25%~35%玻璃纤维,并通过改善其收缩率制得增强尼龙。与其他塑料相比,纤维增强尼龙6更适用于振动焊接性能,焊缝处的爆破强度较高,其高强度优势能够弥补因振动焊接造成的焊缝处强度的下降。BASF公司最早用尼龙6进行进气歧管的研究工作,先后开发出了多种牌号。日本宇部兴业公司开发出了适用于振动焊接的纤维增强尼龙6牌号1015GNKF,日本东丽株式会社也推出进气歧管专用注塑30%玻纤增强尼龙6牌号,其耐热性高,适用于振动焊接方法[10]。上述专用于振动焊的纤维增强塑料尼龙6所用的增强纤维为短纤维。近年来,长纤维增强塑性复合材料(LFT)开始用于汽车零部件的生产。LFT是以10~25mm的玻璃纤维或碳纤维等长纤维为增强材料的热塑性复合材料。与短纤维增强热塑性复合材料相比,LFT材料的强度、抗撞击性能和能量吸收率等均有较大提高。2010年,德国大众汽车公司和英国MAHLE过滤系统公司用长玻纤增强聚丙烯复合材料替代短玻纤增强聚酰胺,用于汽车进气歧管的生产[2]。中国汽车工程研究院股份有限公司联合甘肃天水锐森特汽车部件有限公司采用长玻纤增强PP材料制造汽车用进气歧管,其性能已经能够达到进气歧管的使用要求。
二、激光透射焊接
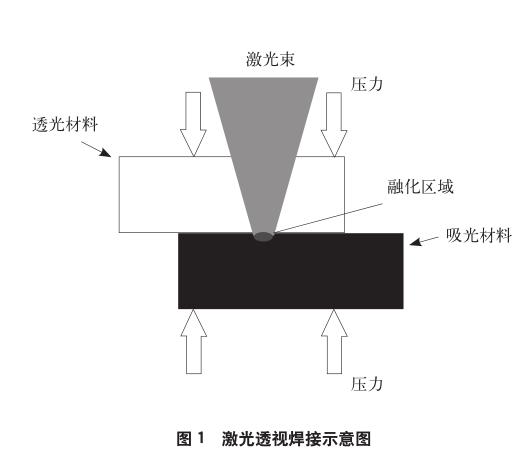
在一定压力下,透光塑料和吸光塑料接触,激光从透光塑料一侧穿过到达接触面,吸光塑料一侧的聚合物受热熔融(图1所示)。同时由于热传导的作用,透光塑料一侧的聚合物也受热熔融。当熔核的尺寸达到要求时,停止加热,继续对产品保持压力实现产品的焊接[11]。实现激光透射焊接需要产品材料对激光具有不同的透过和吸收性能,即上层材料应增大透光性,下层材料应增大吸光性。为了提高透光材料的激光透过性,往往添加激光透过性高的染料,为了提高材料的激光吸收性,常通过添加碳黑、Clearweld涂层等吸光剂来实现。
研究显示[12-14],影响激光透射焊接工艺的因素包括激光功率、焊接速度、夹紧力、激光光斑大小、冷却时间等。
激光功率和焊接速度是决定焊接质量的主要因素。当激光光斑一定时,激光功率和焊接速度决定焊接的能量输入。提高激光功率或降低焊接速度使能量积累和能量扩散更多,导致焊缝宽大,并且容易导致焊接区域处的温度过高,进而产生聚合物的烧蚀等缺陷。反之,如果降低激光功率或提高焊接速度容易导致焊接区域处的焊接温度过低,进而产生未熔合或气孔等缺陷。因此,准确控制激光能量输入是获得优良焊接质量的关键。
在焊接前对焊接组件施加压力,一方面可以尽量挤出接触界面的气体,降低焊接过程中因气体不能及时排出而产生气孔缺陷的可能性;另一方面增大了焊接组件接触界面的有效面积,在焊接时能够促进熔融材料的结合,进而提高焊接质量。可见,适度的夹持力可获得良好的焊接质量,但是过高的夹持力会使焊缝强度降低,从而降低焊接质量[15]。
与传统的焊接方法相比,塑料激光透射焊接技术焊接精度高、柔性好、自动化程度高,可获得牢固和密封的焊缝,焊缝强度可达到基体材料的强度水平。激光透射焊接制造塑料进气歧管,不仅可以使生产周期降低,而且对产品的结构和形状限制较小,利于塑料进气歧管的设计与优化。因此,随着汽车对发动机性能要求的不断提高,该技术会越来越受到汽车领域的关注。
塑料激光透射焊接技术最早在欧美国家投入使用,瑞士的莱丹(Leister)公司、德国罗芬(Rofin)公司、德国比诺马蒂克(Bielomatik)公司、美国相干(Coherent)公司等较早开展了塑料激光投射技术的研究,相继推出专门用于塑料焊接的激光设备,并不断进行新产品的开发[16]。目前,塑料激光透射焊接主要在欧美国家流行,在国外汽车制造领域,已经有少量的厂家采用激光透射焊接技术生产塑料进气歧管,但这门新型的焊接技术,还没有被广泛应用[17]。而在国内,塑料激光透视焊接技术的理论研究大多在高校开展,相关设备的研发处于起步阶段[16]。
为了更好地将激光透射焊接技术应用到塑料进气歧管的生产中,很多厂家加大了对适用于激光透射焊接的材料研发。德国拜耳公司开发出了3种黑色玻纤增强尼龙6,美国杜邦公司开发出了纤维增强尼龙6配混料,BASF公司开发出了纤维增强尼龙6配混料。这些材料均可满足塑料激光透射焊接对透射率的特殊要求,使塑料进气歧管激光透射焊接技术取得了很大的进步[14]。
与振动焊接法相比,激光透射焊接技术能够克服焊接部件的接触面必须是平面的要求和局限,并且激光透射焊接部件的接触面不会出现因振动而发生移动的现象,可以将焊接边缘设计的更小一些,便于进气歧管的装配。由于成型条件温和,产品在150℃的高温条件下,仍可以保持较好的焊接强度,而且制品表面无焊珠,空气流过时不会产生涡流,提高了进气歧管的性能。另外,激光透视焊接技术还容易实现自动化生产的优势,可以提高塑料进气歧管的生产效率[18]。
三、结语
随着全球气候问题日益严峻,节能减排的呼声日益高涨,汽车发动机进气歧管的塑料化是汽车轻量化发展的必然趋势,需求也必然随着汽车产量的增加而增加。振动焊接和激光透视焊接凭借其自身的技术优势必然会得到更加广泛的应用。但是,面对汽车进气歧管性能、轻量化水平、制造成本等要求,振动焊接和激光透射焊接技术仍然有待提高:一是振动焊接和激光透射技术需进行工艺优化,以適应长纤维增强塑料复合材料等新材料在进气歧管上的应用;二是开发出性能更好、价格低廉、适用于汽车进气歧管的焊接专用塑料是汽车轻量化和原料国产化、高性能化的必然要求;三是激光透射焊接应克服设备成本偏高,能量利用率和工业化生产能力尚需提高的问题,以利于推广应用。
参考文献
[1] 马鸣图,魏莉霞,朱丽娟.塑料复合材料在汽车轻量化中的应用[J].化工新型材料,2011,39(11):1-3.
[2] 魏莉霞,马鸣图,杨洁.长纤维增强热塑性复合材料在汽车轻量化上的应用[J].新材料产业,2013(9):45-52.
[3] 朱芝培.国内外汽车用塑料概况及新的成型方法[J].化工新型材料,1998,26(12):3-8.
[4] 麻向军,邓霁兰.塑料进气歧管的研究进展[J].模具技术,2009(5):58-62.
[5] 王龙.柴油发动机塑料进气歧管设计研究[D].天津:天津大学,2009.
[6] 王莉.发动机塑料进气歧管的应用现状与发展趋势[J].小型内燃机与摩托车,2007,36(3):83-86.
[7] 张胜玉.塑料振动焊接技术[J].航空制造技术,2014(16):65-70.
[8] Lee C S,Kagan V,Knowlden N,et al.Optimization of vibration weld joints trength for plastic air intake manifold[J]. SAE Transaction-Journal of Materails & Manufacturing,1998,107:619-623.
[9] 严昶,李丰军,刘东航.CA4GE发动机塑料进气歧管的开发[J].汽车工艺与材料,2005(6):30-35.
[10] 富丽萍,宋成军,冯国辉.汽车发动机塑料进气歧管专用料应用现状与发展趋势[J].城市建设理论研究,2012(33):1-4.
[11] 龚飞.热塑性塑料PP激光透射焊接技术研究[D].武汉:华中科技大学,2011.
[12] Coelho J P,Lobato M,Abreu M A.Influence of laser spot shape on welding of thin thermo-plastics[C].Proceedings of the Laser Materials Processing Conference ICALEO 2000.Orlando:Laser Institute America,2000:73-81.
[13] Houlta P,Burrellm.The effect of diode laser wave length on the Clearweld(TM)welding process[C].ICALEO 2002.21st International Congress on Applications of Laser Institute America,Orlando:Laser Institute America,2002:1799-1807.
[14] Grewell D A,Rooney P,Kagan V A.Relationship between optical properties and optimized processing parameters for through-transmission laser welding of thermoplastics[J].Journal of Reinforced Plastics and Composites,2004,23(3):239-247.
[15] Prabhakaran R,Kontopoulou M,Zak G,et al.Laser transmission welding of glass reinforced nylon 6[J].SAE Transaction-Journal of Materials & Manufacturing,2003,112:624-633.
[16] 劉亚婷,王瑛玮,王耀民,等.激光塑料焊接设备的现状及发展前景[J].激光与红外,2012,42(11):1215-1220.
[17] 韩少驰.塑料焊接在汽车工业上的应用[J].中国高新技术企业,2013,260(17):49-50.
[18] 庞振华,杨绍奎,宋杰,等.激光塑料焊接技术及其典型应用[J].机电工程技术,2010,39(4):17-19.
