三相分离离心机系统在油泥水处理中的应用
2016-04-18周成蹊
周成蹊
(上海市离心机械研究所有限公司,上海200231)
三相分离离心机系统在油泥水处理中的应用
周成蹊
(上海市离心机械研究所有限公司,上海200231)
为实现钻井油泥水的油泥减量化、资源再利用的目标,利用三相离心机系统对油泥水进行分离。现场应用表明,在三相离心机的转速为2 250 r/min,分离因素为1 400,相对差速为12~16 r/min,物料温度为60~70℃,进料浓度控制在4%~6%的情况下,可实现出油端含油量控制在99%以上的最佳回收状态。分离后的水可作为中水循环使用,分离后的油可作为资源再利用。
三相分离离心机;油泥水;资源再利用
在石油开采的钻井过程中会形成油泥水。含油污泥是油田企业生产过程中主要污染源之一,含油污泥的处理与应用是国内外石油生产领域环境保护的重要内容[1]。钻井油泥水呈现黑色粘稠液体状,暴露空气中会产生特殊气味,低温下易凝结。如果这类成分复杂的油泥不经过处理直接外排,不仅严重污染了环境[2],还浪费了可作为能源使用的石油;而且油泥水的外运及后续处理的成本也十分高昂。目前,国内外采用三相离心机对煤焦油产品进行分离处理,降低煤焦油中的固渣、废水,提升焦油质量有着一定的应用[3]。本文通过现场应用考察了三相分离离心机系统在钻井油泥水处理中的应用效果,以达到降低油田开采成本,有效利用资源的目的。
1 三相离心机分离原理
离心机基本工作原理:离心机依靠自身旋转总承(螺旋、转鼓组合)高速旋转,在总承内部形成高于重力加速度几千倍的加速度,使需要被分离的物质因密度的不同而产生分层;再通过设备差速齿轮箱使旋转总承中的转鼓、螺旋产生相对运动,使分离后的物质输出。
油泥颗粒与水相之间存在密度差是含油污泥离心分离的前提,要提高和保证离心分离效果,应从增大污泥颗粒粒径和密度,减少黏度,提高离心速度着手[4]。三相离心机是离心机中的一个分支,基本工作原理与离心机一致,只是在结构方面有所差异,使其具备了同时分离出油、液体、固体的能力,可实现一次性解决3种物料的分离[5]。
三相离心机设备由进料组件、底架部件、转鼓部件、螺旋部件、差速齿轮箱、驱动部件、罩壳部件7大机构组成。需要被分离的物料由输送系统送入进料组件,在进料组件内与药剂混合后流入转鼓内腔,在高速旋转中形成分层,在转鼓与螺旋的相对运动下,使沉积在转鼓壁上的固体被螺旋推向设备的固相出口方向[6],在挤压作用下近一步干燥,随后排出;而液体与油则流向设备另一端的液、油出口方向,在不同的出口处溢出,实现了固、液、油的三相分离。液、油的分离出口结构如图1所示,由于连续工作,油、液在转鼓内壁形成分层,当油的液面高于出油口高度时,油便会流入出油管并被甩出旋转总承,液体则从转鼓轴向出口溢出。
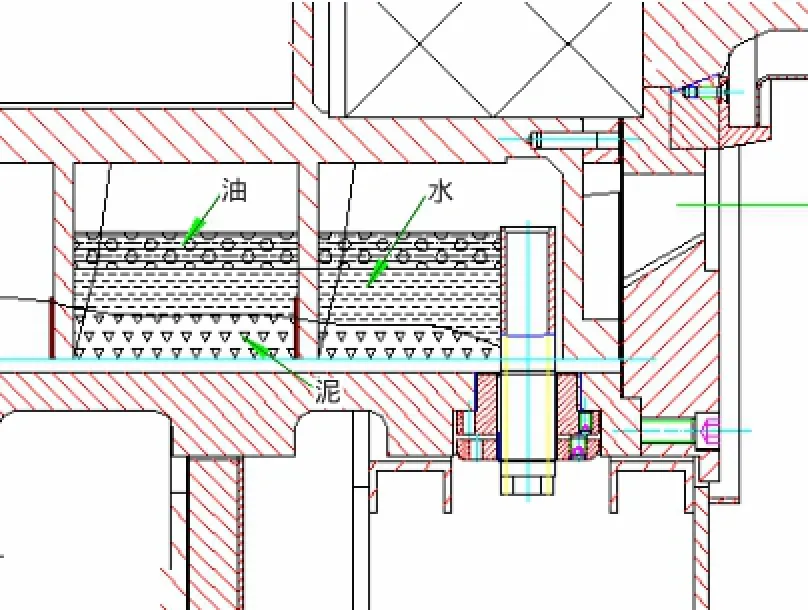
图1 三相离心机液、油出口截面示意Fig.1Cross section of three-phase centrifuge outlets of liquid and oil
三相离心机设计中,应根据处理量的大小,分离因素的要求确定设备容量及旋转速度;根据被处理物料的成分比例确定出油口、出液口以及出渣口的高度;另外,还需要考虑物料性质确定合适的絮凝剂投加比例。综合、全面地考虑相关因素,才能达到预期的分离效果。
2 三相分离离心机系统
由于油泥的粘度高,流动性差,为防止在处理过程中出现设备堵塞,需要在油泥进入系统泵送、分离、搅拌等多个环节前增加其流动性,因此整套三相分离离心机系统除去初筛池、栅格池、输送机、输送泵组、搅拌池、药剂池、破乳池、三相离心机等基本处理工作单元外,还需要增加加热辅助系统来提高混合物的流动性。整个三相分离离心机系统工艺流程如图2所示。

图2 三相离心分离系统流程Fig.2Process of three-phase centrifugal separation system
油田开采过程中的废弃混合物在进入三相分离系统中前需要进行人工初筛,目的是去除混合物内的缠绕物体,防止堵塞、损坏设备;初选完成后,混合物被送入粗筛池(栅格池)内由筛池上方的栅格分离块状物体(如石块等),防止损坏输送设备;经过筛池筛查后的混合物由重力作用落入输送机中,由输送机螺旋推料将油泥水送入切割泵管道,经过离心泵组,混合物进入搅拌池;混合物在搅拌池内与破乳剂、絮凝剂以及水进行混合后,通过二级泵送进入三相离心机内,在离心力作用下实现油、液、固的三相分离;分离后的固体物质由固相出口排出,进行集中收集后,由车辆外运进行深度处理或者填埋;分离后的液体(水)回流至储水罐,用于在搅拌池内与混合物进行再次混合以及设备停机前的系统清洗;分离后的油则作为产品进行回收。
3 现场应用
3.1 参数确定
将需分离物料样品,在实验室对物料的性质进行测定,并进行离心小试分离测试。取样品10 mL放入测试管,在未经破乳及加热的前提下,台式分离设备从转速3 000 r/min提升到转速5 000 r/min,分离因素达到2 000的情况下,物料未出现分层分离现象,说明物料黏度过高,在正常状态下无法实现油、液、固的分离。加热物料至60~70℃,按0.1%~0.5%的质量比投加破乳剂打散水包,及按0.2%的质量比投加PAM进行絮凝,此时分离因素到1 300即实现了分离。根据测定数据,及用户现场处理量为80 m3/d的需求,确定三相离心机系统主要工作参数如下:进料量为80~120 m3/d,设计功率为37 kW,转速为0~3 200 r/min,无级变速,最大分离因素约为2 500。
3.2 现场应用效果
油泥处理现场在山区,运输条件受到限制,同时开采生产处于初期,开采出的油泥需要在现场停留较长时间,这就对油泥的堆放以及防止泄漏方面提出了较高的要求。为防止处理过程中因油泥运输造成二次污染,决定采用集中式处理方案,将系统设备放置在储泥池附近,减少输送过程中泄漏的可能。要使得系统设备运行达到要求,核心工作是对三相离心机进行参数调整。在经过对设备的布置、调试后,设备现场运行的基本情况如表1所示。
三相离心机系统在现场持续调试运行20 d,经过三相离心机分离后,经取样测试,固相所含三相成分分别为:含油3.0%~8.0%,含水28.0%~32.0%,含泥60.0%~69.0%;液相所含三相成分分别为:含油0.3%~0.5%,含水98.5%~99.1%,含泥0.6%~1.0%;油相所含三相成分分别为:含油97.5%~99.3%,含水0.5%~2.0%,含泥0.2%~0.5%。
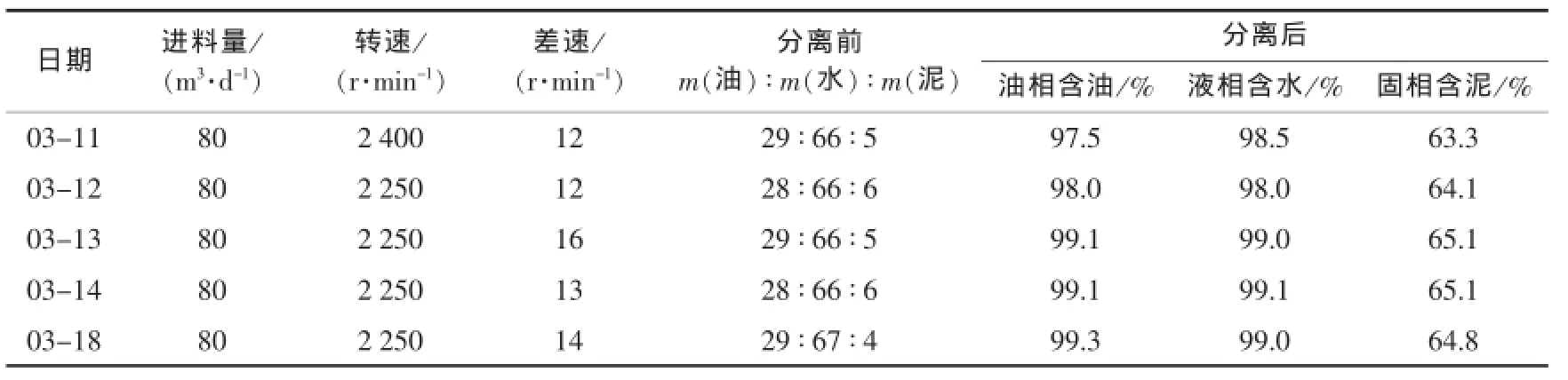
表1 离心分离基本参数及分离效果Tab.1Basic parameters of centrifugal separation and its effect
经过现场调试运行可知,三相离心机最佳运行参数为:转速为2 250 r/min,即分离因素为1 400,相对差速为12~16 r/min,进料浓度(物料含泥质量分数)控制在4%~6%。在此最佳情况下,调整出油口及出液板高度,即可实现出油端含油量控制在99%以上的最佳回收状态。
同时,从理论上来讲,设备转速越高,分离因素越大,分离效果就越好;但从现场油泥分离效果上看,转速为2 400 r/min时得到的分离物中各相的含量并没有低转速(2 250 r/min)时的好。分析认为:高转速时螺旋与转鼓的相对运动使已分层的物料受到的推力大于其分子内部的絮凝力,使其再次发生混合,造成了分离效果下降的现象。因此,对于本工程,2 250 r/min的转速是较为合适的选择。
4 结论
(1)在油田开采现场的应用表明,三相离心机分离系统可以实现对钻井油泥水的有效分离,系统适应性良好,自动化程度高,运行稳定可靠。分离后的水可作为中水循环利用,分离后的油则可变废为宝,提高了资源的有效回收。
(2)针对本工程的油泥水,在三相离心机的转速为2 250 r/min,分离因素为1 400,相对差速为12~16 r/min,进料浓度控制在4%~6%的情况下,即可实现出油端含油量控制在99%以上的最佳回收状态。
(3)由于油泥的流动性差,需要对油泥进行加热,加热源的稳定性直接影响处理效果。
(4)油田的开采具有流动的特性,如何将设备集成化、可移动化是进一步开发的方向。
[1]王廣收,葛延,孙向阳,等.含油污泥资源化处理关键设备的开发[J].石油化工应用,2016,35(1):89-92.
[2]孟祥清,姜成旭,王立夫.一种含尘煤焦油分离的新方法[J].化工进展,2012,31(S1):247-249.
[3]张军明,郝学民,苏桂娟,等.三相卧螺离心机在焦油预处理过程的应用[J].化学工程与装备,2008,(6):72-74.
[4]黄秋波,高兴岐,曾好平.新型卧式螺旋卸料沉降式离心机的设计与分析[J].流体机械,1999,27(7):23-26.
[5]赵玉强.三相卧螺离心机的原理及故障判断[J].科技信息,2012,(11):150-152.
[6]唐立明,张克瑜.三相卧螺超级离心机系统的应用与改进[J].中国仪器仪表,2008,(9):85-87.
Application of three-phase separation centrifuge system in oil sludge water treatment
ZHOU Cheng-xi
(Shanghai Centrifuge Institute Co.,Ltd.,Shanghai 200231,China)
In order to achieve the goal of oil sludge reduction and resource recycling of well drilling oil sludge water,three-phase separation centrifuge system was used for oil sludge separation.The field application results showed that,under the condition that the rotate speed of the three-phase centrifuge was 2 250 r/min,the separation factor was 1 400,the relative differential was 12-16 r/min,the material temperature was 60-70℃, the input concentratrion was 4%-6%,the optimal recycling status could be obtained(the oil content of the outlet was above 99%).Through the separation,the water could be reused in recycled water system,and the oil also could be recycled as resource.
three-phase separation centrifuge;oil sludge water;resource recycling
X741.031
A
1009-2455(2016)06-0054-03
周成蹊(1983-),男,江苏兴化人,工程师,工程硕士,研究方向为机械设计制造及其自动化,(电话)021-54613316(电子信箱)13482752531@163.com。
2016-07-12(修回稿)
