冲压自动化机器人运动效率提升方法研究
2016-04-17韦衍杰邹平黎宏伟董楷
韦衍杰,邹平,黎宏伟,董楷
(东风汽车公司技术中心,武汉 430058)
冲压自动化机器人运动效率提升方法研究
韦衍杰,邹平,黎宏伟,董楷
(东风汽车公司技术中心,武汉 430058)
近年来,随着汽车市场竞争日趋激烈,降低整车制造成本,日渐成为提升产品竞争力的重要手段。同时,工业机器人在我国制造业中广泛应用,优化工业机器人的工作效率逐渐成为提高生产效率的重要手段。本文通过对冲压生产线上自动化机器人的运动特点和控制技术进行分解研究,提出了提升冲压自动化机器人生产效率的具体方法,并在实际运用中取得了良好效果。
工业机器人;降成本;效率提升
韦衍杰
吉林大学材料成型及控制工程专业毕业。现任东风汽车公司技术中心制造工程部责任工程师,主要研究方向为冲压工艺设计。
1 前言
由工业机器人构成的冲压自动化生产线是多设备组成的复杂工控系统,机器人与压机之间,上下料机器人之间,机器人与传输设备及其他周边设备之间的运动协调关系复杂,联锁信号多,可靠性要求高。提升冲压自动化机器人运动效率,进而提升冲压生产线的效率,充分挖掘冲压生产线的产能,降低冲压件的制造成本,一直是冲压行业努力的目标。
本文以某旋转七轴机器人技术实现自动化连线生产的冲压生产线为例,对冲压自动化机器人的运动特点进行了分析,研究了提升机器人运动效率的方法,为同类生产线的效率优化提供参考和借鉴。
2 冲压自动化机器人的运动特点及控制技术
了解冲压自动化机器人的运动特点,掌握其控制技术,是寻求冲压自动化机器人运动效率提升方法的前提和基础。
机器人最大的特点是柔性大,可多轴联动完成各种复杂的空间运动,运动轨迹多样,同样两点之间的运动,机器人不同的运动类型及运动中的姿态变化直接决定了运动的速度。
一般汽车大型冲压件的生产,需要多台压机带动模具按工序顺序完成模具冲压动作,而机器人则负责将前一工序的制件搬运至下一工序,依次串联直至完成最终产品。如图1所示,机器人自动化生产线的主要动作为压机动作和机器人动作,即压机滑块的下压及上升动作和机器人的搬运动作[1]。
如图2所示,对于同一台机器人而言,机器人在两道工序之间的搬运动作由各轨迹点之间的运动连接而成,包括:机器人在下料等待点等待(WU)、机器人完成下料动作(WU-BP-P-APOU)、机器人运动至上料等待点(OU-WL)、完成上料动作(WL-BD-D-AD-OL)、机器人回到上料等待点(OL-WU),以上轨迹,组合为一个运动循环,称为机器人运动循环。
对于同一工序的压机而言,压机动作及模具的冲压作业完成后,机器人才能开始下料和上料动作。下料机器人完成下料动作,模具内的制件被取走后,上料机器人才能开始上料动作,将上道工序的制件放入模具内,依次循环。
机器人动作循环轨迹中,机器人在各轨迹点的空间位置、机器人的运动类型、运动姿态均可通过机器人示教器进行设置。
冲压线中机器人与压机的动作协调,是生产线连续自动化作业的基础。机器人与压机的动作协调,包括了机器人与压机之间,上下料机器人之间动作的监视、控制和管理。机器人与压机的动作协调,由冲压生产线配备的控制系统通过信号设置和协调控制来实现。一般情况下,控制系统以压机动作的某个滑块位置(即“压机角度”)做为触发信号,当压机运动至该位置时,启动等待点位置的机器人,使机器人开始动作;以机器人动作中的某个轨迹点位置做为触发信号,当机器人运动至该轨迹点时,所处压机滑块在等待给出触发信号,启动上死点位置的压机滑块,使滑块开始下压[2]。
3 单次冲压作业循环的时间构成
如图3所示,根据上文关于于机器人与压机之间动作协调的分析,将机器人动作及压机动作放在同一个时间轴内,并将两者的运动时间拆解,得出单次冲压作业循环的时间构成。
4 影响冲压自动化机器人运动效率的主要因素
通过上文对冲压作业循环的时间构成图的研究,影响单次冲压作业循环时间的两个最主要因素如下:
(1)机器人自身的运动速度
机器人自身的运动速度决定了动作循环中“下料”、“运动至上料等待点”、“上料”所用的时间。
(2)机器人及压机的等待时间
机器人下料启动时间以及压机滑块下压的启动时间,分别决定了动作循环中“下料等待”、“滑块停留在上死点等待”所用的时间。
提高机器人自身运动速度、缩短机器人及压机的等待时间,即可缩短单次冲压作业循环的时间,提高冲压自动化机器人的运动效率。
5 冲压自动化机器人运动效率提升的具体方法
如表1所示,在实践中,针对影响冲压自动化机器人运动效率的主要因素,机器人的运动效率提升的具体方法可以总结为:
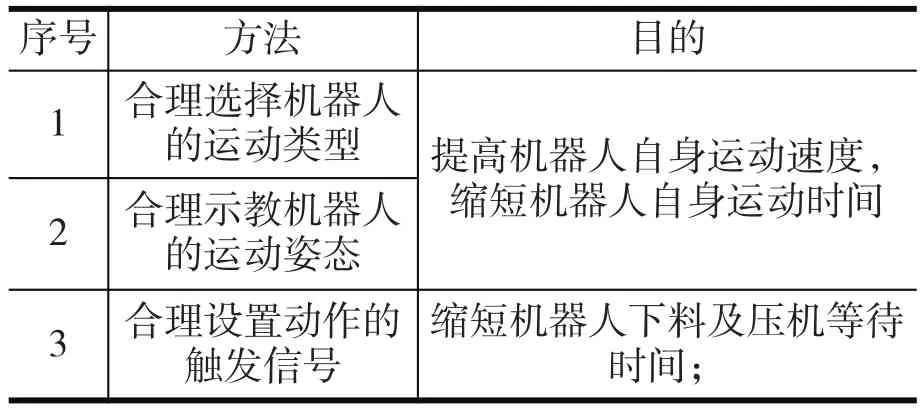
表1 机器人的运动效率提升方法
5.1 合理选择机器人的运动类型
旋转七轴机器人可完成的各种复杂的空间运动,都可总结为三类运动类型,包括:
Jiont关节运动——机器人在指定的两个点之间任意运动;
Linear直线运动——机器人在指定的两个点之间直线运动;
Circular圆弧运动——机器人在三个指定点之间圆弧运动[3]。
三种运动类型所耗费的时间关系为:
t(关节运动) 为缩短运动时间,应尽可能选择关节运动类型来实现机器人在每个轨迹点之间的动作。 5.2 合理示教机器人的运动姿态 机器人运动过程中,姿态变化越少则机器人运动速度越快。减少机器人姿态变化的具体方法如下: (1)减少运动轨迹中的高度变化:如图4所示,将单次机器人运动循环分为往返两段轨迹,分别称为第一段轨迹及第二段轨迹。在保证安全的前提下,将第一段轨迹与第二段轨迹设置为近似的平面运动(各段轨迹中各点坐标的Z数据大致相同),即可减少机器人运动过程中姿势的变化[4]。 (2)减少轨迹点之间机器人的姿态变化:选择一个合适的姿态作为示教运动轨迹的开始点,用一个和示教开始点近似的姿态示教运动轨迹的终点,观察机器人运动过程的姿态变化,不断调整。 5.3 合理设置动作的触发信号 一般情况下,为保证设备绝对安全,一般设备厂家交付设备时,机器人及压机动作的启动触发信号设置都十分保守。 图5 中,A、B两点表示动作启动触发信号的初始设置。如A点时间坐标所示,机器人的下料动作的启动时间,设置在压机滑块上升动作完成,即压机滑块上升至上死点的时刻;如B点时间坐标所示,压机滑块下压动作的启动时间,设置在上料机器人(J1)完成上料动作并完全退出压机的时刻。 当动作循环处于A、B两个时刻,机器人与压机的位置关系如图6所示: 针对上文提到的动作启动信号设置过于保守的问题,可以通过合理设置动作启动的触发信号,在满足保证设备安全的前提下,提前启动动作,令设备等待时间缩短,具体方法如下: (1)合理设置机器人下料动作的启动触发信号 找到安全距离h值,将机器人下料动作启动触发时间提前,使压机滑块未上升到上死点时,取件机器人(J2)即开始进入压机取件,减少机器人等待时间,如图7所示: 根据安全距离h值,找到对应压机角度,压机滑块在上升过程中,到达该对应压机转角即发送信号,此时取料机器人接收指令,从取料等待点开始取件动作。 (2)合理设置压机滑块下压动作的启动触发信号 找到安全距离L1值,将压机滑块下压动作的启动触发信号提前,使上料机器人(J1)未完全退出压机时,压机即开始启动下压,减少压机等待时间,如图8所示: 冲压自动生产线的连锁电路里对运动逻辑有个保护:压机滑块下压至一个压机角度,如果机器人没有离开轨迹特定的检测点,连锁逻辑上会使压机紧急停止,防止模具与机器人发生碰撞,这时压机滑块位置对应的压机角度,称为模具保护角度。 合理设置模具保护角度,保证压机滑块下压时间提前的情况下,设备依然安全,压机动作依然连贯。模具保护角度的设置方法见表2。 表2 模具保护角度设置方法表 采取以上两种方法,重新设置动作启动触发点后,减少了压机和机器人的等待时间,压机与机器人的动作更为紧密,优化后的结果如图9所示。 另外,对于同一台压机而言,在上料机器人放料之前,下料机器人必须将上一循环中加工好的坯料取走,并且要将相邻机器人的安全距离考虑在内,相邻机器人的最小距离要大于安全距离,保证冲压制件、端拾器以及机器人之间不会发生碰撞。 本文从冲压自动化机器人的运动特点及控制技术出发,通过对冲压作业循环的研究及分析,介绍了影响冲压自动化机器人运动效率两个主要因素:机器人自身的运动速度,机器人及压机的等待时间。阐明了提高冲压自动化机器人运动效率的方法:合理选择机器人运动类型,示教机器人的运动姿态,提高机器人自身运动速度;合理设置动作的触发信号,使机器人及压机动作提前启动,减少机器人及压机的等待时间。 对于冲压自动化生产线,提升机器人的运动效率是提高生产效率、降低制造成本的最直接最有效的手段,随着工业机器人在冲压领域的应用日益普遍,本文的研究将具有广泛的推广应用价值。 [1] 付豪.杨继东.冲压自动生产线控制系统的研究与开发.机械电子工程2012(05). [2] 周玉林.张志强.侯雨雷.屈云涛. 冲压线机器人与压机动作协调方法[J].制造技术与机床. 2013(01). [3] 王嫦美.柔性冲压线机器人选型与上下料系统构建及其实验研究[D]. 燕山大学 2013. [4] 侯雨雷,王嫦美,杨彦东,段艳宾,杜建革,周玉林.基于ABB机器人的冲压线上下料系统构建及其实验[J]. 制造技术与机床. 2014(09) . 专家推荐 周志雄: 论文对工业机器人用于冲压生产线以提高生产效率进行了研究,对提高生产效率及自动化水平有一定的参考价值。 The Research on the Improvement of Operating Efficiency of Automatic Stamping Robot WEI Yan-jie, ZOU Ping, LI Hong-wei, DONG Kai In recent years, with the increasingly fierce competition in automobile market, reducing the overall cost has become an important means to enhance the competitiveness of products. Meanwhile, as industrial robots are widely applied in the manufacturing industry in our country, to improve the work efficiency of industrial robot becomes one of the main solutions to improve production efficiency. Based on the dissectional study on kinematic characteristics and control technique of automatic robot on stamping production line, the thesis puts forward the practical methods on how to improve the work efficiency of industrial robot on stamping production line, which already showed a very favorable result in the practical application. Industrial robot; Cost reduction; Efficiency improvement. TH17 A 1005-2550(2016)01-0068-05 10.3969/j.issn.1005-2550.2016.01.014 2015-05-19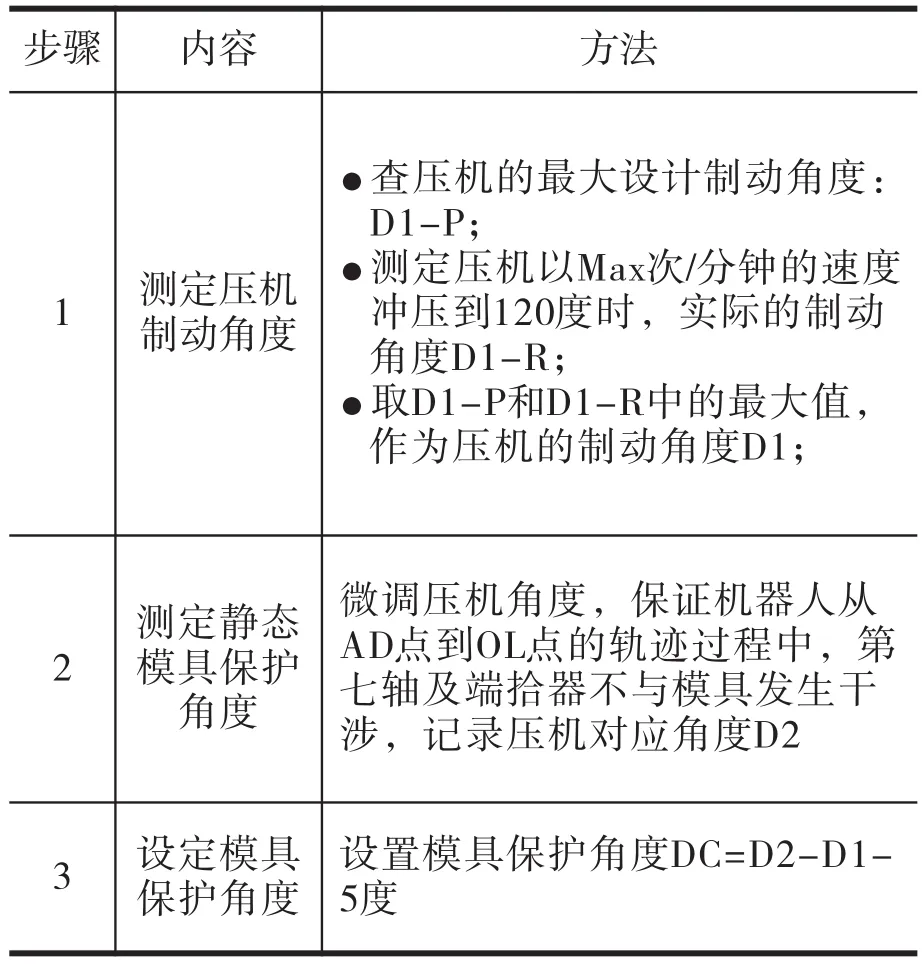
6 结束语
( Dongfeng Motor Corporation Technical Cente, Wuhan 430058, China )
