基于PLC的板材冷压线控制系统设计
2016-04-13唐江峰赵立宏简永芳
唐江峰,赵立宏,简永芳
(1.南华大学机械工程学院,湖南衡阳421001;2.广东友力智能科技有限公司,广东佛山528000)
基于PLC的板材冷压线控制系统设计
唐江峰1,赵立宏1,简永芳2
(1.南华大学机械工程学院,湖南衡阳421001;2.广东友力智能科技有限公司,广东佛山528000)
摘要:根据冷压机的工作特点和工厂的实际生产需求,设计了一套板材冷压线控制系统。该系统采用PLC作为控制器,触摸屏为人机界面,实现了将板材从输送线送入冷压机,并控制冷压机工作,冷压完成后输送至液压升降台的自动化过程。该生产线的应用,有效的缩短了冷压机上下料的时间,提高了生产效率和工厂生产的自动化水平。
关键词:PLC冷压机自动化控制系统
随着人们对家居环境要求的提高,木工家具行业得到了飞速发展,而传统的人力生产线已经制约了家具行业的前进的步伐。因此,许多家具生产厂家都迫切希望实现生产的自动化,以减轻工人的劳动强度,改善劳动条件,降低生产成本,缩短生产周期,提高劳动生产率,稳定和提高产品质量,保证生产均衡性,从而获得更为显著的经济效益。普通家居厂一般都配有板材冷压机,用于压合胶合板,多层板和实木门等各种板材以及家具的整平和定型。经过冷压机处理后,可使板材间粘合更加牢固,压力强劲,不回力。厂家会根据生产需求和生产能力的不同,配备不同数量的冷压机。通常情况下,是将多块板材堆叠在一起用冷压机同时压实。一堆板材的重量有几百千克到几吨不等,如果用人工搬运上料,既费力,效率也低,而且存在安全隐患。因此,实现板材冷压生产的自动化是很多家具生产厂家的迫切需求。
现代工业生产过程是复杂多样的,它们对控制的要求也各不相同。PLC以微处理器为核心,具有抗干扰能力强、可靠性高、通用性好、编程方便、易于使用等优点,在工业控制领域得到广泛的应用[1]。木工家具生产现场都是处在多灰尘,高噪声以及其它各种干扰的恶劣环境中。本文根据控制要求,设计了一套控制系统,以PLC为执行控制器,控制板材上下料设备和冷压设备的动作,实现了板材冷压加工的自动化。
1系统总体设计
工厂生产要求是:板材自动送入冷压机进行冷压处理,待冷压时间到后再自动出料,然后送入液压升降台。设计的系统总体方案如图1所示,主要由动力滚筒输送线、电气控制柜、链板输送机、冷压机、液压升降台五部分组成[4],其中有4台冷压机分别编为1、2、3、4号。冷压处理的主要工作流程为:板材经自动涂胶机涂好胶后放入动力滚筒输送线左端堆叠整齐,启动输送线;当板材运送至链板输送机处时,输送线停止,链板顶升并启动横向输送,将板材送入冷压机;板材到位后,链板下降,冷压机压板下行,触碰到板材后加压保压;待保压时间到,压板上行;压板上升到位后,链板再次顶升并启动横向输送,将压好的板材送回输送线;最后经输送线运送至液压升降台。根据板材类型和所需压力的大小的不同,可同时选用不同冷压机。
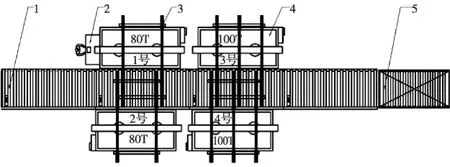
1.动力输送线;2.电气控制柜;3.链板输送机;4.冷压机;5.液压升降台。图1 冷压线总体方案图
2控制系统硬件设计
根据控制要求,结合工业现场实际综合考虑,选用西门子公司的SIMATIC S7-200 SMART CPU SR60 PLC作为控制器。SIMATIC S7-200 SMART 是西门子公司经过大量市场调研,为中国客户量身定制的一款高性价比小型PLC产品。CPU SR60 采用AC220V作为电源,具有36点DC输入,24点继电器输出,而且本身集成有1个以太网通信口和1个RS485接口[2]。HMI设备选用威纶通公司的MT8100I触摸屏(带以太网接口),该触摸屏有较强的界面绘制功能,并且能很好的与所选PLC兼容。本设计采用3台 SR60 PLC通过工业以太网实现PLC与PLC,PLC与触摸屏之间的通信。由于每台PLC只有1个以太网通信接口,因此,需要1台交换机来实现组网和通信,这里选用CSM1277以太网交换机。控制系统硬件网络图如图2所示。
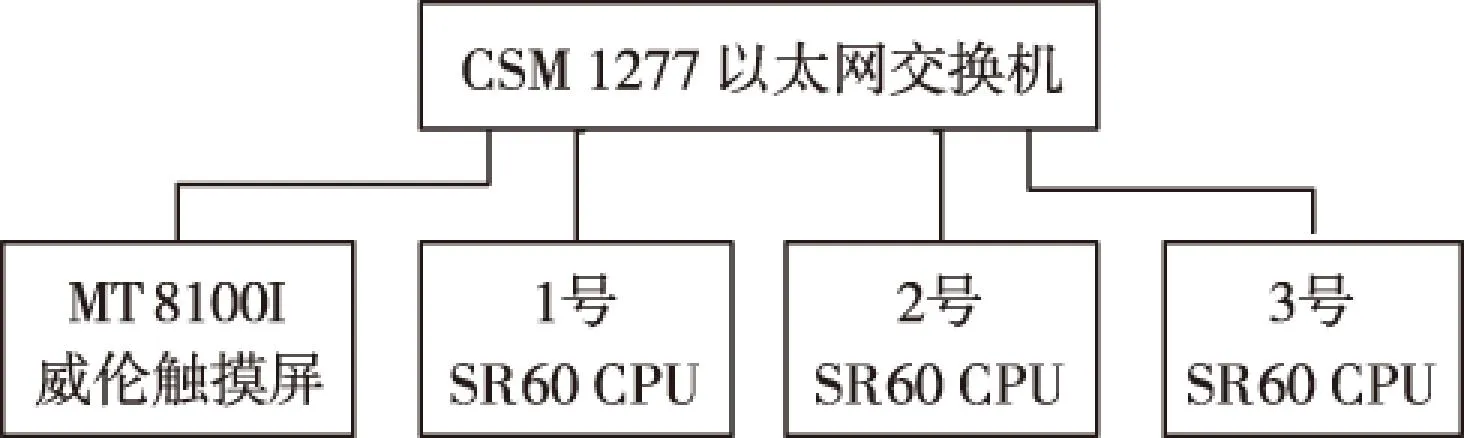
图2 控制系统硬件网络图
PLC作为控制器,是整个控制系统的核心,其主要用于完成信号的采集和处理,控制动力输送线和链板输送机的动作以及冷压机和液压升降台的运行。在该控制系统中1号PLC作为主站,2、3号PLC作为从站。通过Get/Put指令向导将2号PLC的VB0-VB32这33个字节映射到1号PLC的VB0-VB32,将1号PLC 的VB33-VB65这33个字节映射到2号PLC的VB33-VB65;同理,将3号PLC的VB0-VB32这33个字节映射到1号PLC的VB70-VB102,将1号PLC的VB103-VB135这33个字节映射到3号PLC的VB33-VB65,以此来建立PLC与PLC之间的通信关系。将1号PLC的输入输出点分别映射到2、3号PLC,把主要程序都写入1号PLC,将其作为主控制器。2、3号PLC的输入输出点同时映射到1号PLC,这样2、3号PLC只作为输入信号采集和输出信号执行之用。2号PLC采集1、2号两台冷压机信号,并控制其相关动作;3号PLC采集3、4号两台冷压机信号,并控制其相关动作。其中2号PLC的I/O分配如表1所示。3号PLC的I/O分配与2号PLC类似,两者的功能是完全等效的。
触摸屏作为人机交互设备,主要完成系统参数设置,状态显示,调试控制等功能[3]。考虑到通信的即时性和协调性,将MT8100I的以太网接口与交换机相连,使其与1号PLC通过以太网建立通信,通过触摸屏向1号PLC发送控制指令,并将PLC反馈回来的信息实时显示。
3控制系统软件设计
控制系统软件设计主要由触摸屏界面设计和PLC程序设计两部分组成。
触摸屏界面是由状态显示栏、控制按钮、界面切换按钮等组成[3]。该控制系统主要有开机界面、自动模式、手动模式、参数设定、历史报警、I/O监控6个界面。图3为开机主界面,消息队列栏显示机台工作状态、报警和故障等信息。图中最下方的是5个界面切换按钮,用于切换到其它界面,完成系统参数设置,系统调试等各项功能。图4为自动模式界面,选择不同机台时,必须设置相应的冷压处理时间,各机台能同时协同工作。
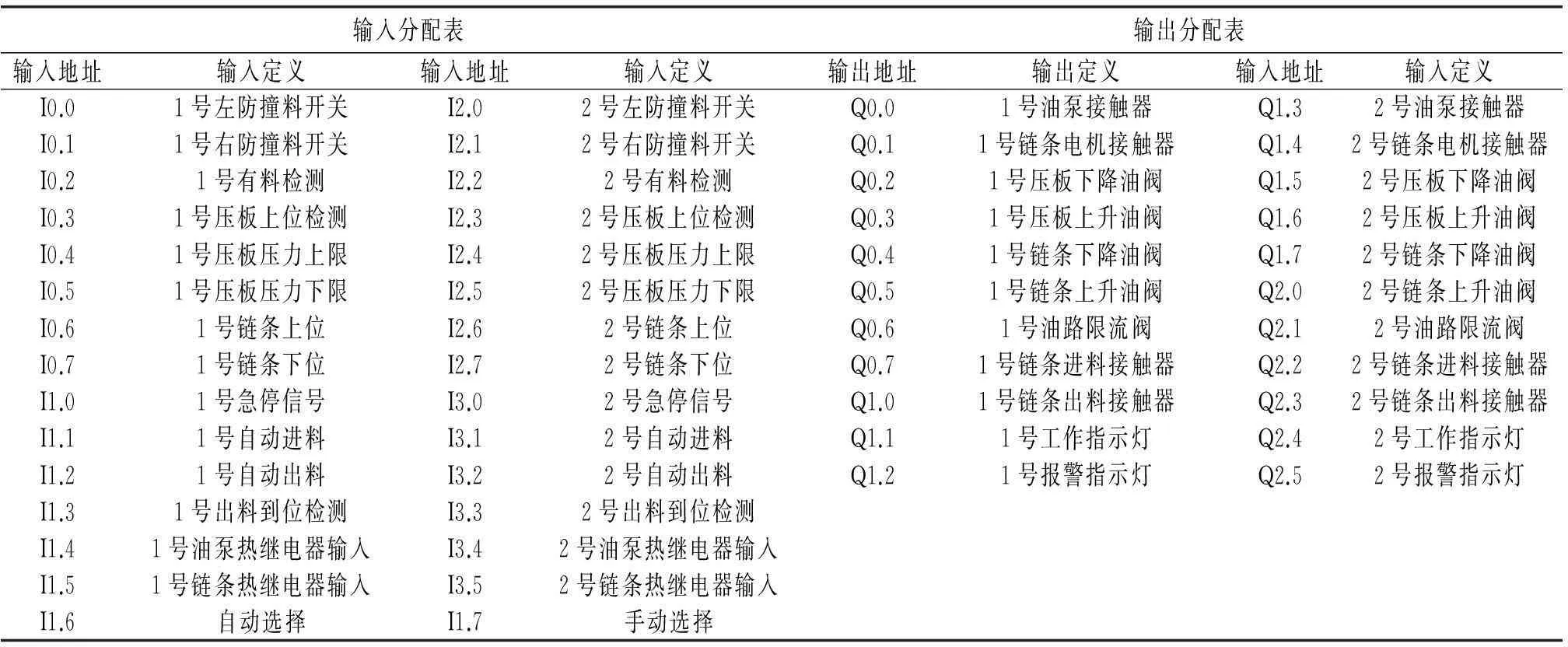
表1 1号PLC输入输出点分配表
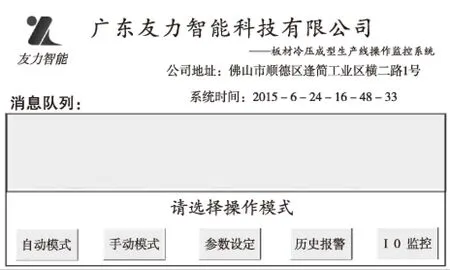
图3 开机界面
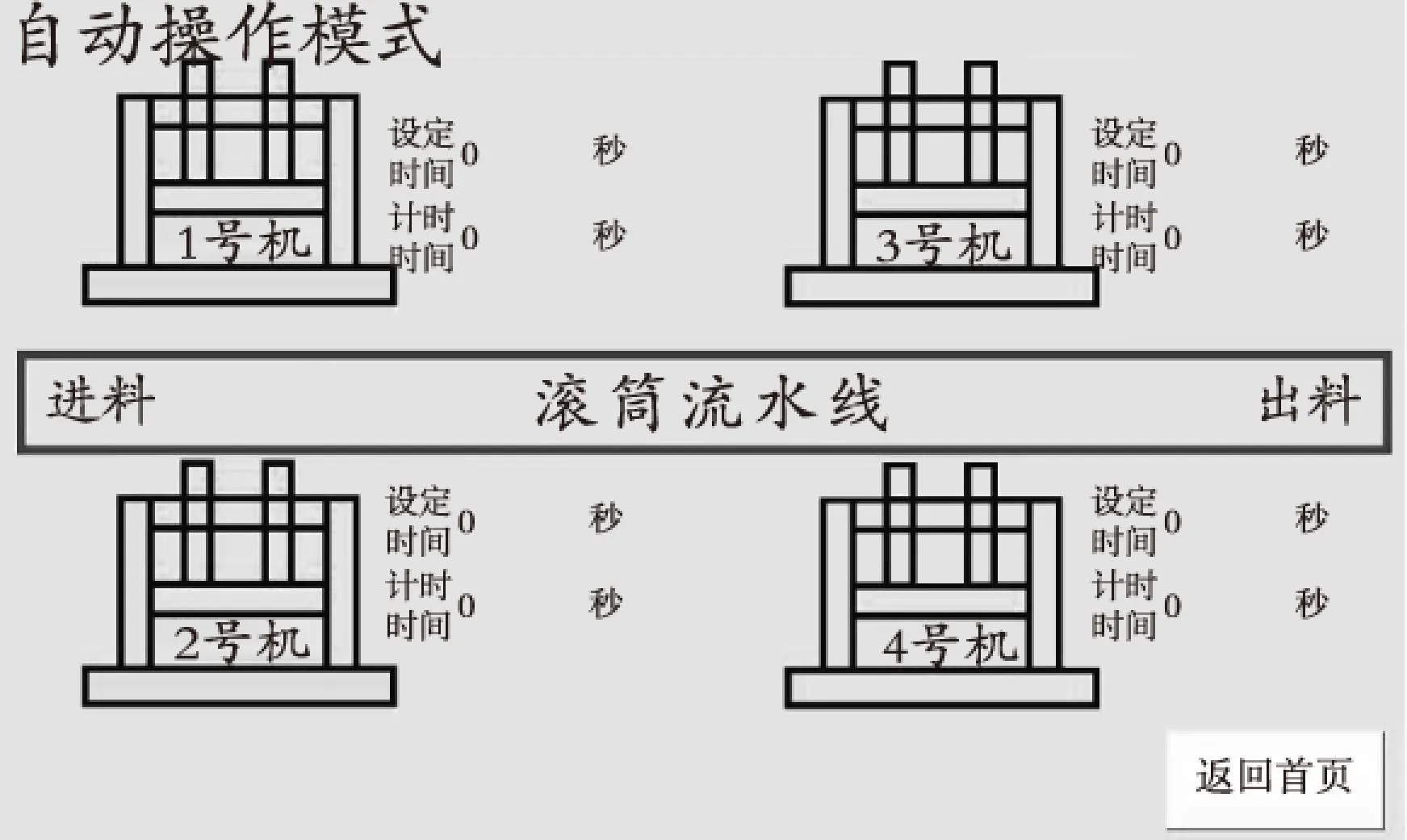
图4 自动模式界面
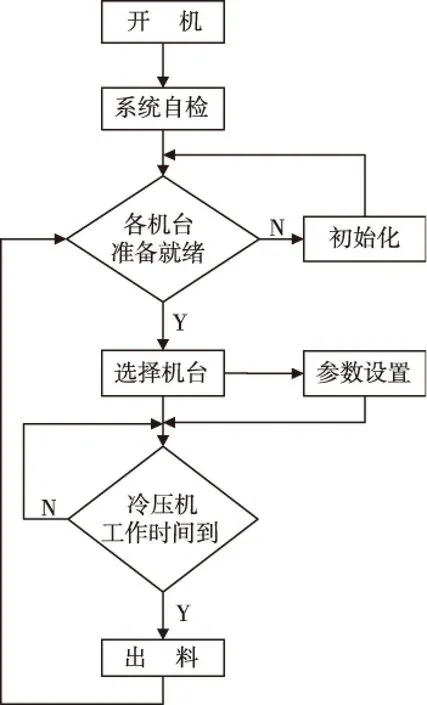
图5 自动运行流程图
PLC的主要控制程序写在1号PLC中,以方便程序的修改和调试。该程序分为手动和自动两部分,主程序控制滚筒输送线的动作,将手动程序和自动程序作为子程序,从而使程序结构清晰,可读性好。手动程序一般只在程序调式或机械设备维修时使用,正常情况下都在自动程序下运行。系统自动运行流程如图5所示。自动模式下,四台冷压机必需相对独立的正常工作,自动控制程序采用SFC的方式来编写,以避免四台冷压机同时工作时发生相互干扰和冲突。同时,自动运行程序里设置了各动作和各机台之间的互锁,以保证系统的正常运行。根据板材类型和数量的不同,冷压机一次压板的时间是2 h-5 h。为使板材粘结牢固,在压板的过程中必须保证压力的稳定。因此,保压是非常关键的一步。冷压机的各项动作是液压控制的,在保压过程中,有两种原因会使液压系统压力降低:1)液压缸由于加工精度不够或密封圈的磨损等原因使液压油泄漏;2)在压板过程中,由于板材间隙的变化,整叠板材的高度会有所减少。要实现压力的稳定,最简单的方法是通过软件编程来实现。每台冷压机都有一个压力表和压力传感器。当检测到压力小于一定值时,系统就自动重新启动液压阀和油泵加压,以保证压力的稳定。
Design of control system of board cold press line based on PLC
TANG Jiangfeng, ZHAO Lihong, JIAN Yongfang
Abstract:According to the operating feature of cold press machine and the actual production requirements of the factory, we design a control system of board cold press line. This system adopts PLC as the controller and touch screen for human machine interface. It realizes the automation control process through which the board is put into the cold press machine from transportation line, the cold press machine's operation is under automatic control, and then the board is sent to the hydraulic lifting platform after the cold pressing finished. With the application of this production line, we can effectively reduce the time of feeding and blanking for cold press machine, improve the efficiency and the automation level of factory production.
Keywords:PLC; cold press machine; automation; control system
中图分类号:TP273
文献标识码:B
文章编号:1002-6886(2016)01-0049-04