MIP技术加工加氢渣油的优势分析
2016-04-12陈尧焕
陈 尧 焕
(中国石化北海炼化分公司,广西 北海 536016)
MIP技术加工加氢渣油的优势分析
陈 尧 焕
(中国石化北海炼化分公司,广西 北海 536016)
对以加氢渣油为原料的工业MIP装置与常规FCC装置的液体产品收率与产品性质进行对比分析。结果表明:与常规FCC技术相比,MIP技术即使在加氢渣油原料性质略差时,其液体产品收率仍提高1.35~3.23百分点,汽油收率较高,油浆产率较低;而且所产汽油的硫含量低、烯烃含量较低、辛烷值较高。MIP技术具有独特的串联双反应区反应系统,重油转化能力高,汽油品质好,在加工加氢渣油时比常规FCC技术更有优势。
催化裂化 渣油加氢 组合工艺 MIP技术 优势分析
近年来石油资源日益紧缺而原油重质化不断加剧,高、低硫原油价差不断拉大,促进炼油厂采取措施增强渣油加氢处理能力,优化催化裂化原料,从而最大限度地将含硫重质油转化为汽油、丙烯等高附加值产品,充分利用宝贵的石油资源,以进一步提高经济效益和社会效益。
目前渣油加氢-催化裂化组合工艺是加工劣质渣油的较佳选择[1-2]。该类工艺已在大连西太平洋石油化工有限公司以及中国石化茂名分公司、上海石油化工股份有限公司(简称上海石化)、海南炼油化工有限公司(简称海南炼化)等企业成功应用,其中渣油催化裂化装置均加工100%的加氢渣油。中国石化石油化工科学研究院(简称石科院)开发了渣油加氢-催化裂化双向组合技术(RICP),该技术将催化裂化的回炼油掺入到渣油加氢原料中,一起加氢后再作催化裂化原料,进一步提高组合工艺的经济效益[3];石科院还开发了串联双反应区多产异构烷烃的催化裂化MIP技术[4],该技术具有重油转化能力高、产品分布好、汽油中烯烃和硫含量低以及装置能耗低等优点[5-6],因而得以迅速推广,已成功地应用到国内50套催化裂化装置上并出口古巴等国。MIP技术可改善产品质量、直接生产清洁汽油,且对原料的适应性强,除了可以加工减压蜡油、焦化蜡油、常压渣油以及加氢蜡油外,还可以直接加工加氢渣油等。
本文对以加氢渣油为原料的工业MIP装置与常规FCC装置的液体产品收率与产品性质进行对比分析,为炼油企业选择适合加工加氢渣油的催化裂化技术提供参考。
1 MIP装置与常规FCC装置的工业数据对比
采用加氢渣油为原料的MIP系列技术分别在海南炼化、中国石化齐鲁分公司、中国石化长岭分公司、上海石化、中化泉州石化有限公司等企业的催化裂化装置上实施。以SH公司MIP装置为例,并与同样采用加氢渣油原料的DL公司与MM公司的FCC装置进行对比,其原料性质、产物分布及汽油产品性质见表1。
SH公司催化裂化装置采用MIP技术,由中国石化工程建设公司(SEI)设计,反应-再生系统为两器并列型式,其中再生部分采用重叠两段不完全再生的方式,反应器采用提升管与沉降器同轴布置的内提升管型式,设计加工能力为3.50 Mta,表1中SH公司的数据取自该装置2013年全年的生产统计数据。DL公司FCC装置的反应器为外置常规提升管,而沉降器与第一再生器同轴式布置,与第二再生器并列布置,第二再生器为烧焦罐与密相床串联,设计加工能力为2.0 Mta,表1中DL公司的数据取自该厂FCC装置2006年1月19日标定数据。MM公司FCC装置为反应-再生系统结构型式,与DL公司FCC装置的相同,并且均为中国石化洛阳工程建设公司(LPEC)设计,其设计加工能力为1.2 Mta,表1中MM公司的数据取自该厂3 号催化裂化装置2010年全年的生产统计数据。
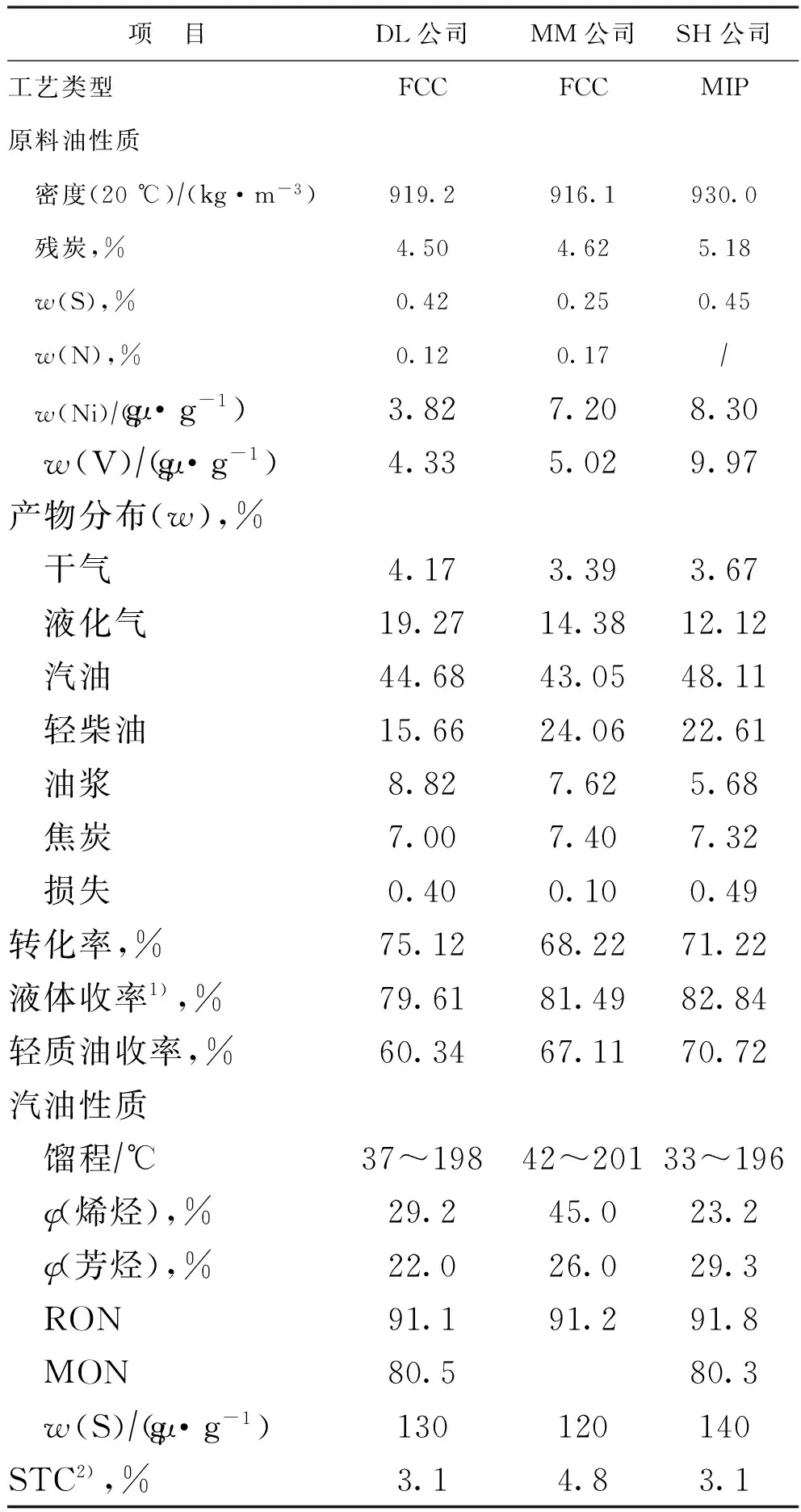
表1 原料性质、产物分布及汽油产品性质
1) 液化气、汽油与柴油产品的总质量收率。
2)STC指硫传递系数[7]。
1.1 原料性质
由表1可见,DL公司与MM公司FCC装置的原料性质相当,而SH公司MIP装置的原料性质比二者劣质很多,主要表现在其密度(20 ℃)分别高10.8、13.9 kgm3、残炭分别高0.68、0.56百分点,Ni质量分数分别高4.48、1.10 μgg,V质量分数分别高5.64、4.95 μgg。工业实践表明,原料中的残炭前身物70%以上生成焦炭,原料残炭越高则生焦倾向越大。SH公司MIP装置加氢渣油原料的V与Ni含量较高,二者沉积在催化剂表面上,尤其是V容易堵塞催化剂孔道,降低催化剂裂化性能;而沉积在催化剂上的Ni具有脱氢作用,导致干气中氢含量增加以及生焦量增加,因此原料中重金属含量严重影响加氢渣油的可裂化性与产品选择性。
1.2 产物分布
从表1可以看出:SH公司MIP装置的液体收率分别比DL公司与MM公司常规FCC装置高3.23、1.35百分点;SH公司MIP装置的汽油收率为48.11%,而MM公司与DL公司常规FCC装置的汽油收率分别为43.05%、44.68%,SH公司MIP装置的油浆产率为5.68%,而MM公司与DL公司常规FCC装置的油浆产率分别为7.62%、8.82%。MIP装置的汽油收率高而油浆产率低,主要与MIP技术的串联双反应区新型反应系统有关。
另外,与常规FCC技术相比,以加氢渣油为原料、多产汽油方案的MIP技术不仅汽油收率高而且轻质油收率也高,SH公司MIP装置比DL公司与MM公司常规FCC装置的轻质油收率分别高10.38、3.61百分点。MIP技术轻质油收率高,主要是其汽油收率高所致。
通过以上分析可以看出,与常规FCC装置相比,虽然MIP装置的原料性质差,但是MIP技术的重油转化能力强,汽油收率高,液体产品收率较高。
1.3 产品性质
由于加氢渣油原料的特殊性,加氢渣油催化裂化所生产汽油的烯烃含量比直馏馏分油低,且汽油硫传递系数(STC)也较低。由表1可见:虽然均以加氢渣油为原料,但SH公司MIP装置所生产汽油的烯烃体积分数分别比DL公司与MM公司常规FCC装置低6.0、21.8百分点,辛烷值RON分别高0.7、0.6个单位;3套装置所生产汽油的硫质量分数相当,但DL公司FCC装置的汽油硫传递系数较高(4.8%),而SH公司MIP装置与DL公司FCC装置的汽油硫传递系数相同,均为3.1%。汽油性质除了受反应深度尤其是氢转移反应程度影响外,汽油的干点对汽油的烯烃含量、芳烃含量以及硫含量也有影响,3套装置的汽油干点相当。
催化裂化汽油的烯烃含量取决于汽油烯烃的生成与转化反应。SH公司MIP装置的汽油烯烃含量低,主要是因为MIP技术第二反应区强化了烯烃的异构化与氢转移等转化反应,从而降低了汽油烯烃含量。另外,催化裂化汽油烯烃含量除了与原料油性质有关外,主要与反应深度、平衡剂活性和催化剂类型等有关[4]。DL公司与MM公司FCC装置均采用常规催化裂化技术,但是由于DL公司FCC装置反应深度较高,转化率为75.12%,比MM公司FCC装置转化率高6.9百分点,因此其汽油烯烃含量较低,比MM公司催化裂化汽油烯烃体积分数低15.8百分点。
汽油辛烷值与其烃类组成有关,芳烃、烯烃与异构烷烃的辛烷值较高。SH公司MIP装置的汽油辛烷值高,主要是与其高辛烷值组分(芳烃)含量高有关。另外,汽油辛烷值还与原料性质、催化剂性质以及反应深度有关[5];汽油芳烃、异构烷烃与烯烃分子越小,异构化程度越高,则其辛烷值越高。可能是由于分子大小与结构的影响,尽管MM公司FCC汽油芳烃与烯烃体积分数均高于DL公司,但是二者的辛烷值水平相当。
催化裂化汽油硫含量与工艺条件、催化剂的氢转移反应能力以及原料硫含量有关[6]。MIP技术通过强化选择性氢转移反应,在降低汽油烯烃含量的同时也相应地促进了汽油中含硫化合物的氢转移脱除反应,从而使其汽油硫占原料硫的质量分数更低,另外,汽油烯烃含量的降低减少了汽油烯烃与H2S反应二次生成汽油硫化物的量。因此,SH公司MIP装置的汽油硫传递系数比MM公司常规FCC装置低。而反应深度也影响催化裂化汽油硫含量,当反应深度高时,可强化汽油中含硫化合物尤其是噻吩硫的氢转移脱除反应,因此DL公司FCC装置的汽油硫传递系数比MM公司FCC装置要低得多。
2 MIP技术适合加工加氢渣油的原因分析
渣油加氢-催化裂化组合工艺是加工含硫渣油、提高炼油厂效益的较佳选择。然而,加氢渣油(HVR)的性质如硫含量、氮含量、金属(Ni+V)含量、残炭等,对FCC装置操作以及产物分布与产品性质影响较大。渣油经加氢后,硫含量和黏度大幅度降低,氢含量有所提高,有利于催化裂化液体收率提高和轻质产品硫含量降低;但是,渣油加氢装置的降残炭、脱金属效果有限,工业生产实践表明,其残炭的降低率一般不超过50%,而重金属脱除率一般不超过70%,加氢渣油中仍然含有大量难以裂化的重芳烃、胶质以及少量沥青质,氢含量一般低于12.4%。由表1可知,3套装置的原料残炭均高于4.5%,重金属含量较高,尤其是SH公司MIP装置原料的V质量分数高达9.97 μgg。当残炭与重金属含量高时,则导致加氢渣油裂化性能不如未加氢即可直接裂化的馏分油如减压蜡油或石蜡基常压渣油等。因此,加工加氢渣油时要求FCC技术的重油转化能力强,而MIP技术恰好具有重油转化能力强的特点[8-9]。
MIP技术具有由串联提升管反应器构成的双反应区新型反应系统,在不同的反应区内设计与烃类反应相适应的工艺条件,并充分利用专用催化剂结构和活性组元,控制适当的转化率,强化重油裂化能力,减少干气和焦炭产率,大幅度提高汽油收率和液体产品收率,并有利于产品性质的改善。MIP技术的第一反应区是快速床反应器,采用较高的反应苛刻度,有利于烃类从大分子裂化为小分子的C—C键断裂反应的进行,从而有利于重油转化以及汽油馏分的生成。第二反应区通过扩径并维持一定藏量而成为床层反应器,采用较为缓和的操作条件,不仅有利于第一反应区生成的烯烃的氢转移反应和异构化反应的进行,并且使其适度进行二次裂化反应,从而使烃类发生单分子反应和双分子反应的深度和方向得到有效的控制,烃类在新型反应系统内可选择性地转化为富含异构烷烃的低烯烃含量、低硫含量、高辛烷值的汽油。此外,第二反应区的床层反应器中剂油比大、反应时间长,更有利于重油的转化以及柴油进一步转化为汽油和液化气,进一步提高了汽油与液化气收率,从而有利于提高液体收率。因此,MIP技术的重油转化能力强而且汽油品质好,更适于加工加氢渣油。
3 结 论
(1) 与常规FCC技术相比,MIP技术即使在加氢渣油原料性质略差时,其液体产品收率仍提高1.35~3.23百分点,汽油收率较高,油浆产率较低;而且所产汽油的硫含量低、烯烃含量较低、辛烷值较高。
(2) MIP技术具有独特的串联双反应区反应器结构,重油转化能力强,液体产品收率高,汽油品质好,在加工加氢渣油时具有一定的优势。
[1] 王建平,翁惠新.渣油加氢-催化裂化组合工艺加工含硫渣油的必要性[J].石油与天然气化工,2005,34(4):265-267
[2] 韩崇仁.发展渣油加氢-催化裂化组合工艺增产清洁运输燃料[J].当代石油石化,2005,13(6):8-14
[3] 牛传峰,张瑞驰,戴立顺,等.渣油加氢-催化裂化双向组合技术RICP[J].石油炼制与化工,2002,33(1):27-29
[4] 许友好,张久顺,龙军.生产清洁汽油组分的催化裂化新工艺MIP[J].石油炼制与化工,2001,32(8):1-5
[5] 许友好,张久顺,龙军,等.多产异构烷烃的催化裂化工艺技术开发与工业应用[J].中国工程科学,2003,5(5):55-58
[6] 许友好,刘宪龙,龚剑洪,等.MIP系列技术降低汽油硫含量的先进性及理论分析[J].石油炼制与化工,2007,38(11):15-18
[7] 朱渝.MIP技术及其专用剂在加氢重油催化裂化装置的工业应用[J].石油炼制与化工,2015,46(10):72-76
[8] 唐津莲,崔守业,程从礼.MIP技术在提高液体产品收率上的先进性分析[J].石油炼制与化工,2015,46(4):29-32
[9] Tang Jinlian,Gong Jianhong,Xu Youhao.Flexibility of MIP technology[J].China Petroleum Processing and Petrochemical Technology,2015,17(3):39-43
ADVANTAGE ANALYSIS OF MIP TECHNOLOGY FOR PROCESSING HYDROGENATED RESIDUE
Chen Yaohuan
(SINOPECBeihaiRefining&ChemicalBranch,Beihai,Guangxi536016)
The data of liquid yields and product qualities of MIP unit were compared with the results of traditional FCC units,all of which use hydrotreated residue as feedstock. The commercial data show that MIP technologies, although processing poorer quality of hydrotreated residue feedstocks, has higher total liquid yield, higher gasoline and lower slurry yields. Compared with the results of conventional FCC technologies, the liquid yield of MIP is higher by about 1.35—3.23 percentage points. MIP technology can achieve gasoline with lower olefin and sulfur content and higher octane number. MIP process based on the unique double reaction sections in series in one riser reactor intensifies the heavy oil conversion,and improves the quality of gasoline, and has more advantages in processing hydrotreated residue than common FCC.
FCC; residue hydrotreating; combined process; MIP technology; advantage analysis
2015-06-15; 修改稿收到日期: 2015-08-12。
陈尧焕,高级工程师,1985年毕业于华东理工大学,获学士学位。现从事石油加工生产管理工作。
陈尧焕,E-mail:chenyh.bhsh@sinopec.com。