可移植人体外耳支架的3D打印关键技术*
2016-04-08尚建忠
尚建忠,蒋 涛,唐 力,王 卓
(国防科技大学 机电工程与自动化学院, 湖南 长沙 410073)
可移植人体外耳支架的3D打印关键技术*
尚建忠,蒋涛,唐力,王卓
(国防科技大学 机电工程与自动化学院, 湖南 长沙410073)
摘要:探索使用医用硅胶制作患者个体外耳支架的关键技术,使用计算机断层扫描和逆向建模技术得到对应患者个体的外耳数字模型,利用3D打印技术制造人体外耳支架模具,并使用医用硅胶MED 4735完成人体外耳支架的制作成型。动物实验验证了其生物相容性,证明了方法的可行性。通过该技术制作的硅胶人体外耳支架可以高度模仿患者特定的耳廓形状,支架精度高、制造周期短、无生物排异,可为替代肋软骨雕刻人体外耳支架进行耳廓缺损治疗提供依据。
关键词:耳廓缺损;逆向建模;3D打印;硅胶外耳支架;动物实验
耳廓缺损是一种常见的临床面部畸形疾病,其发生概率达到5‰,仅次于唇腭裂[1]。由于该疾病属于先天性发育不全,因此不仅会影响美观,还会对幼儿的心理发育造成影响。观察发现,由于外耳缺损,学龄期患儿多伴随性格内向、孤僻、自卑、缺乏自信等症状[2]。
目前治疗耳廓缺损主要以自体软骨移植手术为主[3-5]。该手术一般需要三期[6-9]:第一期在患者畸形耳的耳后乳突区植入肾形扩张器,并定期对扩张器进行注水以达到皮瓣扩张的目的;第二期手术最为关键,其完成对患者胸部肋软骨的切除、扩张器的取出,并且根据患者正常侧的耳朵形状对肋软骨进行雕刻和拼接,使之形成外耳支架(如图1所示),然后将该支架移植到扩张皮瓣和皮下筋膜瓣之间,通过引流管抽气形成负压,从而使得皮瓣包裹软骨支架,形成外耳形状;第三期手术常在第二期手术完成数个月后进行,主要对再造耳进行局部修整。
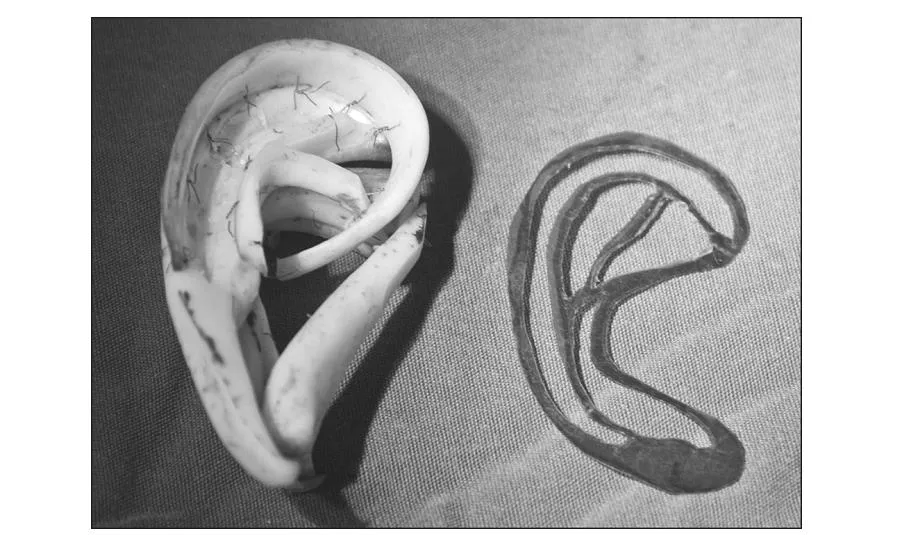
图1 软骨外耳支架及雕刻时参照的纸板模型Fig.1 Cartilage auricular scaffold and the paper model for reference in sculpture
虽然这种治疗方法通过取患者自身软骨避免了免疫排斥反应,但是它存在以下缺点[10-11]:
1)因切除了患者的肋软骨,部分患者会出现疼痛、呼吸困难等并发症状。
2)肋软骨雕刻对手术医生要求较高,医生需要对照患者正常侧耳朵的纸片模型雕刻成三维的软骨支架模型,由于肋软骨数量有限,雕刻只有一次机会。
3)肋软骨雕刻完成的支架精度较低,无法模仿不同患者的外耳形状,没有针对性。
4)雕刻过程患者处于昏迷状态,手术成本高,效率低。
1研究思路
由于人耳内部结构复杂,无法直接通过CAD软件建模得到,故通过逆向工程进行外耳模型重建是目前唯一可行的方案。CT扫描能够精确还原人体不同组织的内外部结构,精度较高。故拟使用CT扫描得到外耳模型的原始数据。
通过医学建模软件,可以对CT文件进行三维重建,得到外耳模型。由于制作的外耳支架需要移植入患者皮下,其支架外表面还要包裹皮瓣,故支架尺寸应小于正常人体外耳的原始尺寸,使得皮瓣包裹后形成的人体外耳与正常人体外耳尺寸大小一致。通过对原始人体外耳模型进行等距减薄处理,实验得到了最优厚度。
医用硅胶是目前生物惰性最强的人造生物材料[12],其制作工艺简单,可塑性强,比较适合人体外耳支架的制作。一般的假体制造工艺根据所需假体的形状制作金属模具,然后将炼好的医用硅胶(基胶+催化剂)压入模具,在平板硫化机上高温高压硫化成型。由于人体外耳支架的模具结构复杂,传统方法难以制造,故使用3D打印的方法制作支架的聚乳酸(Poly Lactic Acid, PLA)材料模具,并使用合适的压力与温度使该支架硫化成型。
该减薄的硅胶外耳支架需要与真实人体外耳软骨骨架具有类似的硬度,能够承受皮肤张力的挤压以及日常的冲击而不变形。因此,将对各个减薄量的支架进行硬度测试以得到可供植入的最薄厚度支架。
为验证制作出的硅胶外耳支架的生物相容性,该支架将被移植入动物体内进行观察。
同时,相比于传统的雕刻拼接方法,本文所探索的方法还应具备成本低、效率高的优势。研究思路如图2所示。
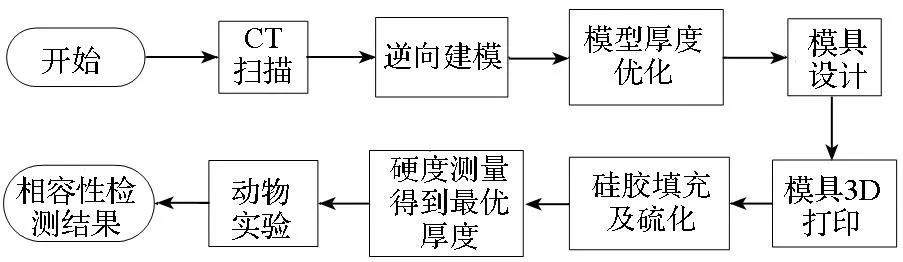
图2 研究思路流程图Fig.2 Flow chart of research
2数据采集和逆向建模
以一25岁男子的外耳为例,如图3(a)所示,通过CT得到原始数据,通过医学逆向工程软件Mimics得到外耳的三维模型,并使用Studio 2012对模型进行后处理和基于移植的减薄处理。
2.1CT数据采集与三维建模
使用医学螺旋CT(东芝Aquilion/64)对一25岁男子头部进行了局部环形扫描,得到原始层片数据。
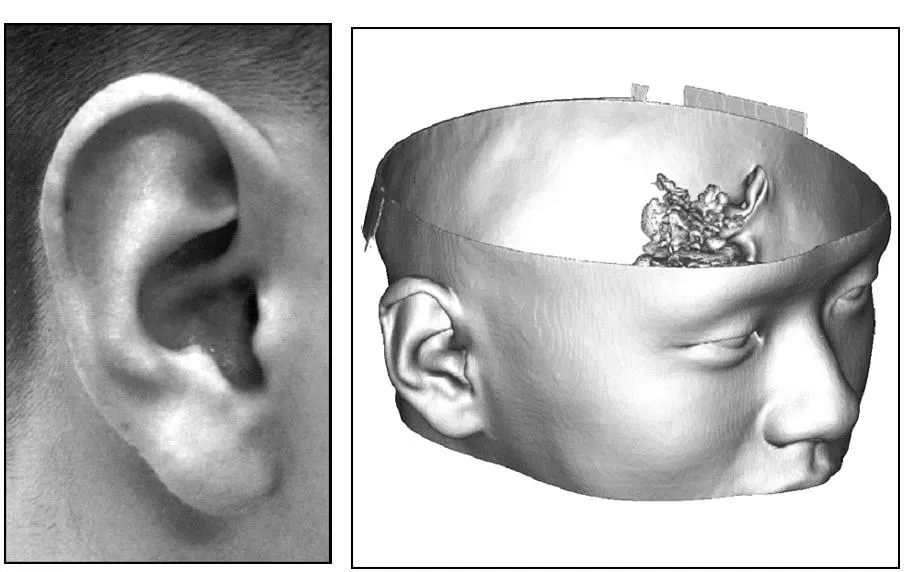

图3人体外耳的逆向建模和后处理
Fig.3Reversed modeling and post process of auricle
利用医学逆向建模软件Mimics对该层片集进行了三维重建。通过选取合适的CT值,对头部皮肤信息进行了三维还原,如图3(b)所示。同时,由于只对人体外耳进行研究,对CT层片进行分割筛选,得到外耳模型,如图3(c)所示。该模型被转换为STL格式以方便进行后处理。
直接转换得到的模型表面粗糙,三角片过渡不自然,与真实人体外耳表面的光滑、连续曲面的实际情况不符,故需要对其进行一定的后处理。
将生成的外耳模型导入Studio 2012,进行网格均匀化、降噪、表面光顺化、去除钉状物等处理,消除局部的网格畸形,最后得到表面光顺的STL格式模型,如图3(d)所示。
2.2植入的模型减薄
根据临床观察得出,不同患者的耳后乳突区皮肤厚度有较大差异,其最小厚度不足1 mm(6~8岁儿童),最大厚度达到3 mm左右(成年男子)。因此,植入的硅胶外耳支架需要在原始尺寸上进行等距减薄,使得其被皮肤包裹后尺寸与正常耳一致。将外耳分为支撑结构和特征结构,支撑结构主要起到支撑和保持耳朵形状以及保证耳朵强度的作用,如耳轮、耳舟、对耳轮、耳甲腔、耳垂等部位;特征结构的作用是使耳朵的特征更加明显,而在皮肤包裹的过程中这些部位并非是承力部位,如三角窝、耳甲艇等。显然,减薄过程中,外耳支架的支撑结构厚度必须大于零以保证其能够支撑外面的皮肤。
对上面生成的外耳进行厚度分析,得出该外耳超过80%的部位数据,包括支撑部位厚度均大于4 mm。故拟以4 mm为最大减薄量,保持原始模型中性面不变,对耳朵两边的外表面分别进行等距偏移,每次偏移量设为0.25 mm,每边最大偏移2 mm。按照这种方法,对原尺寸外耳进行减薄。部分非支撑结构如三角窝、耳甲艇处原始厚度小于4 mm。在减薄过程中前后两面贯穿形成孔洞,由于其并不对结构强度产生影响,为保持曲面连续对其进行了适当修补。减薄完成后对所有减薄模型进行了网格细化、表面光顺等后处理。最后得到8个减薄后的支架模型,如图4所示。其中:(a)为原始模型,从(b)至(i)分别为每边减薄0.25 mm,0.50 mm,0.75 mm,…,2.00 mm的模型。
对于不同皮肤厚度的患者,选用相应的模型减薄量。但是若支架的支撑部位厚度太小,在移植过程中会因其强度不够而导致变形。故在完成支架制造后,应对减薄量较大的支架进行模拟移植,分析确定可供移植的最大减薄厚度。
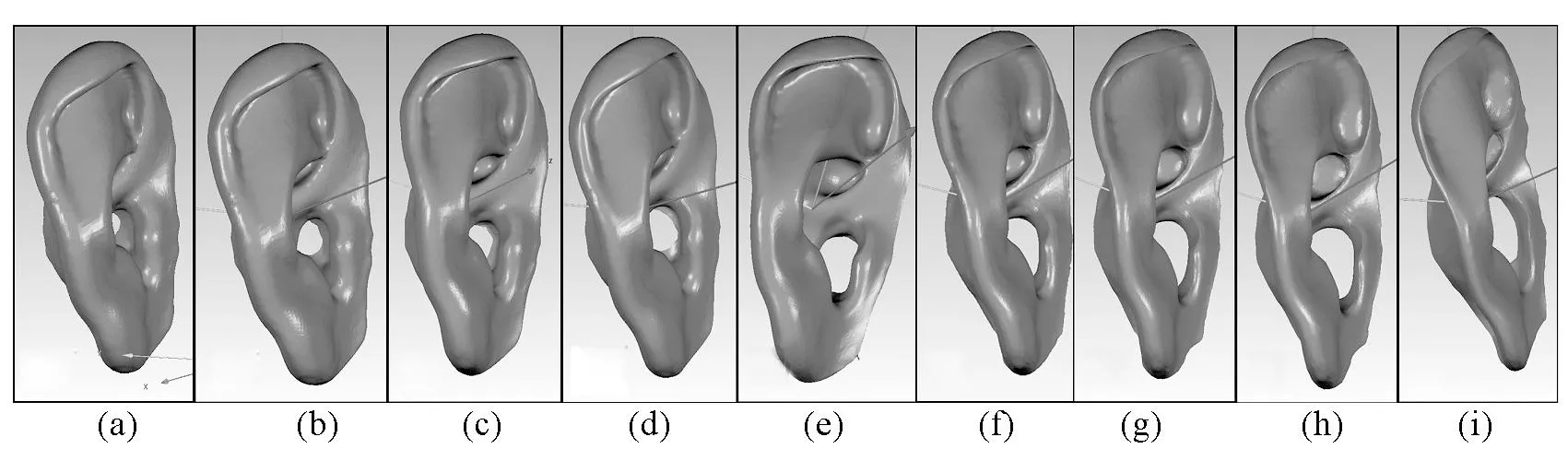
图4 不同厚度的人体外耳支架模型Fig.4 Scaffolds with different thickness
3模具设计与硅胶外耳支架制作
进行外耳支架的模具设计、3D打印制造和硅胶耳的浇注成型。由于人耳结构复杂,传统模具加工方法耗时长,成本高。同时考虑到人体外耳模具需要根据不同患者正常侧耳朵的形状进行分别设计,且模具将与患者一一对应,为单件生产,故采用传统的去料加工方式并不经济。而3D打印则可以较高的精度快速构建复杂形状,减少分模数量,缩短模具制作时间并极大地降低成本。拟将人体外耳模具分为上下两模,针对3D打印的特点,利用SolidWorks对各个不同厚度支架模型进行模具设计并进行3D打印制造。
模具制作完成后,使用医用硅胶NuSil MED4735填充模具并高温高压硫化硅胶。最后对制作出的各厚度的硅胶外耳支架进行模拟植入分析,确定了可供植入的外耳支架。
3.1外耳的模具设计与打印
通常情况下,模具设计要避免负拔模角度,因为这会导致零件成型后无法从模具中取出或取出后变形。但是由于外耳形状的不规则性,尤其是耳甲腔内部的复杂结构导致负拔模不可避免。然而,由于实验所使用的医用硅胶硫化后弹性很好,并具有大约470%的伸长率,故一定的负拔模并不会影响最终的耳朵形状。
以每边减薄1.50 mm的人体外耳支架为例,将外耳支架与一立方体块作布尔减运算,得到支架的型腔。为减少飞边对耳廓正面的影响,分型线选择在耳轮的侧面。利用SolidWorks提供的样条曲线创建功能,沿着耳朵轮廓创建了分型曲线,并沿此曲线切割得到上下两分模。在型腔周围均匀分布一个环状和数个辐射状溢料通道,并设计出定位销、定位槽、开模缺口等。
使用3D Systems公司的CubeX Duo进行模具打印。该打印机精度可达到0.1 mm,比较适合外耳模具的打印。打印采用PLA材料,打印层厚0.1 mm,外壳数量为6,填充密度为60%,填充形状为六边形,打印速度为60 mm/s,喷头温度为185 ℃,平台温度为55 ℃。打印完成后的模具如图5所示。
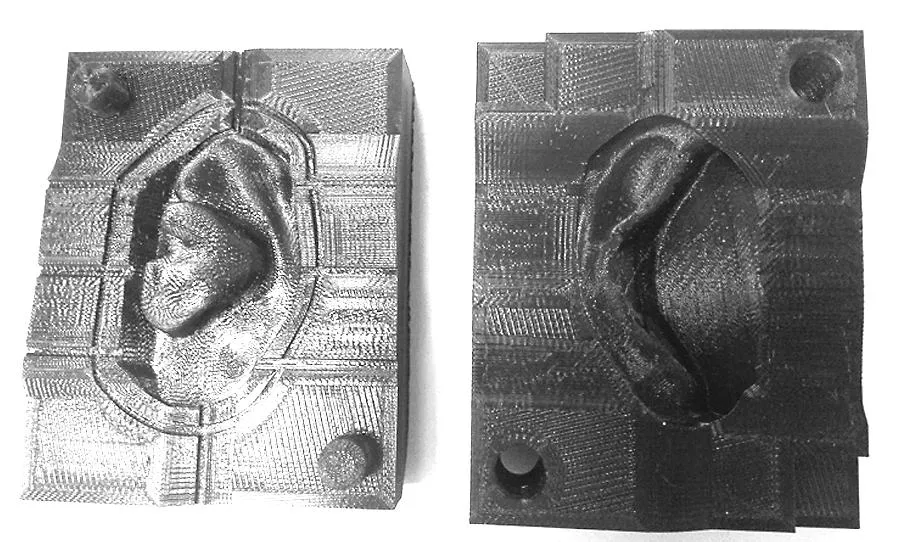
图5 3D打印完成的外耳支架模具Fig.5 Printed mold of auricular scaffold
3.2医用硅胶耳的浇注成型
医用硅胶选用NuSil MED4735,该硅胶是一种典型的双组分加成型硅胶,成型后邵氏硬度为35,硅胶在常温下呈低硬度膏状固态,其性能参数见表1。A组分与B组分1 ∶1混合炼胶后,使用硫化机(XLB-D 500×500)在1 MPa压力和100 ℃温度下保持90 min,使硅胶完全硫化。最后强行脱模后取出成型的硅胶人体外耳支架,该人体外耳支架呈白色半透明状,质地柔软,表面细腻光滑,并且能够很好地反映真实人体外耳的复杂结构,质地、手感与真实人体外耳类似。使用相同方法,制作了8个不同厚度的外耳支架,分别对应不同的减薄偏移量。
为探索可植入支架的最小厚度,首先对不同厚度的支架进行了模拟植入实验。实验中使用类似皮肤性质的硅胶套包裹外耳支架,然后将硅胶套抽真空形成负压,观察不同厚度的外耳支架有没有明显变形。实验发现,减薄量小于1.5 mm的支架在抽真空过程中能够很好地维持原来的形状,减薄量为1.75 mm的支架则在耳轮上端出现了局部变形,但是整体形状仍然保持较好,如图6(d)~(f)所示,而减薄量为2 mm的硅胶耳在抽真空过程中,耳朵背部迅速凹陷,耳甲向耳朵正面突出,变形严重,如图6(a)~(c)所示。对于减薄量为1.5 mm,1.75 mm和2 mm的外耳支架,对它们进行不同区域的邵氏硬度测试,测试结果见表2。
根据实验结果,初步选定减薄量为1.5 mm和1.75 mm的外耳支架作为动物实验的植入支架。

表1 NuSil MED4735硅胶性质
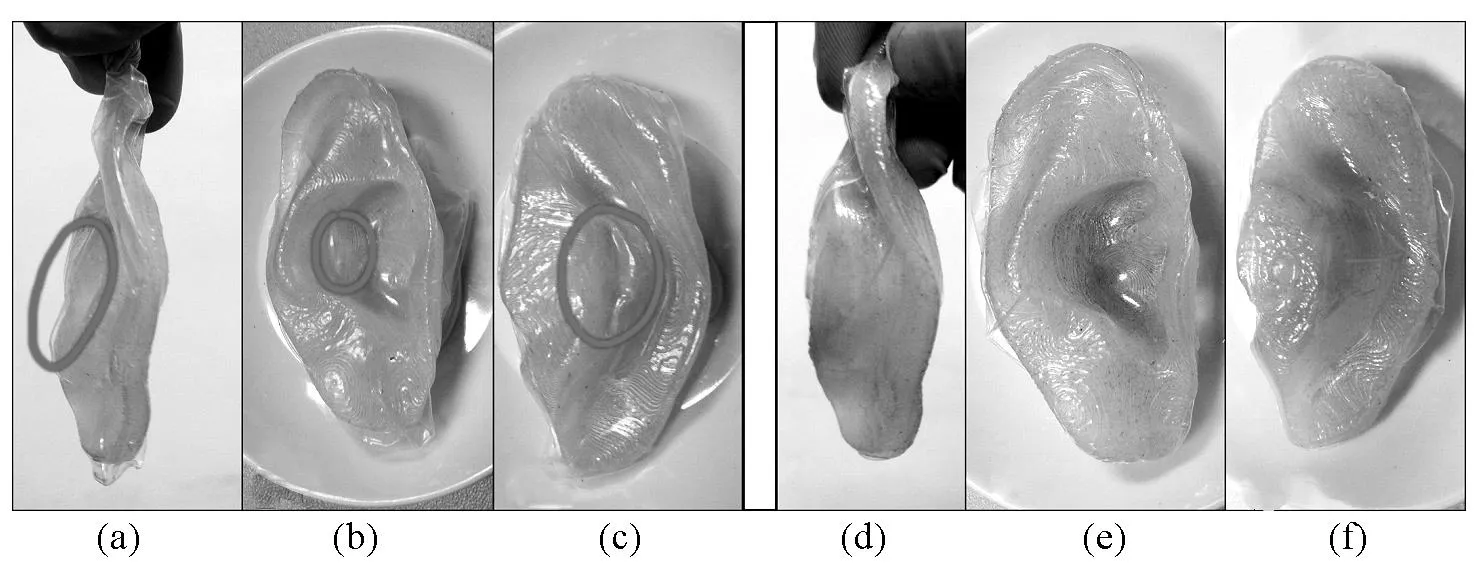
图6 减薄量为2 mm与1.75 mm的外耳支架的变形对比Fig.6 Deformation comparison of scaffolds with offset value 2 mm and 1.75 mm

减薄量耳轮耳舟对耳轮耳甲腔耳垂三角窝耳甲艇1.50mm24.4±0.629.2±0.934.2±0.320.7±0.935.5±0.512.7±0.85.7±0.41.75mm10.2±0.35.9±0.617.1±0.73.8±0.334.1±0.72.6±0.42.8±0.12.00mm②8.0±0.531.7±1.0
注:①测试使用邵氏硬度计A,每种减薄量的支架均制作3个,每个部位分别测试5次,测试后取平均值;
②减薄量为2.00 mm的支架部分区域硬度值太低无法测得。
4动物实验
4.1道德声明
中的所有动物实验均遵循《全国实验动物管理条例》(1998)和《陕西省实验动物管理办法》(2011)。实验操作者已尽最大努力减轻动物承受的痛苦。
4.2实验方法
本实验使用6月大的成年新西兰大白兔作为植入实验对象。实验前将减薄量为1.5 mm和1.75 mm的人体外耳支架及手术器械进行高温蒸汽消毒,手术室紫外线消毒。以植入1.5 mm的外耳支架为例,手术按照以下步骤进行:
1)兔子取俯卧位,四肢固定,以3%戊巴比妥钠溶液以1 ml/kg体重的剂量,自耳缘静脉给药麻醉。
2)麻醉成功后,于兔项部骨质坚硬部位剔除兔毛,范围以能够满足耳廓支架模型植入手术需要为准。以酒精于术区脱脂,再以碘伏常规消毒铺单,并以外科手术贴膜覆盖术区。
3)于手术区域尾侧设计垂直于耳郭模型植入腔隙长轴的手术切口,以15号刀片切开皮肤,至皮下筋膜层。以血管钳于皮下筋膜层与肌层之间钝性剥离,形成外耳支架模型植入腔隙,检查无活动性出血后,湿纱布填塞。
4)再次检查外耳支架模型置入腔隙无明显活动性出血后,放置负压引流管一根,植入外耳支架模型。1号丝线间断缝合皮下及皮肤,术毕。
术后处理:每日观察伤口,给予酒精消毒伤口处理,及时排除负压引流管引流出的积液,维持引流管内负压。术后一周拔除负压引流管,术后十日伤口拆线。此后定期观察外耳支架模型形态。
4.3实验结果
实验发现,减薄量为1.75 mm的支架在负压抽真空过程中耳轮向耳廓后部弯曲并塌陷,表明该部位强度不够,因此该厚度的外耳支架被取出,无须进行进一步实验。减薄量为1.5 mm的外耳支架则在植入过程中形态保持较好,未见明显变形。这与模拟植入实验结果相符。
术后一周、一个月后进行外耳支架模型形态观察,结果如图7所示。图7显示减薄量为1.5 mm的外耳支架在术后一天时形状轮廓明显,未见明显变形;一周后局部区域出现肿胀现象,后逐渐消退;一个月后肿胀消失,耳廓恢复,能够较好地表现耳朵特征形状,此时内部组织已经附着至硅胶耳表面,皮肤开始生长成型。实验用兔子身体特征正常,未出现明显排异反应。
实验证明,使用上述方法制作的硅胶人体外耳支架能够被成功移植入动物体内并且不产生明显排异反应。其中,减薄量为1.5 mm的外耳支架具备足够强度以支撑在负压下皮肤对支架造成的压力,能够长期保持外耳的特征形状,可为植入人体支架的制作提供参考。
需要注意的是,由于兔子属于松皮动物,其皮肤延展性较强,故手术中未使用扩张器进行皮瓣扩张。在对人体或其他非松皮动物进行实验时,需要在植入外耳支架前一周首先在皮下植入扩张器,并定期注水以进行皮瓣扩张,植入支架前再将扩张器取出。
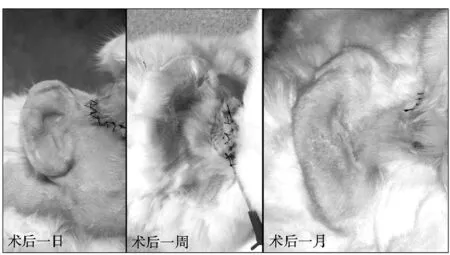
图7 外耳支架在术后1天、1周及1月后的形态Fig.7 Exterior shape of transplanted scaffold in 1 day, 1 week and 1 month
另外,对于外耳支架植入人体,由于支架将长期留在体内,故植入前还需进行长期的动物实验和临床观察,以确保外耳支架可以与体内组织长期共存并不引起排异反应。由于实验所使用的兔子寿命较短,后期可使用狗或马等寿命较长的动物进行长期的生物相容性观测。
5结论
1)通过CT图像逆向建模快速制作人体外耳的三维模型,基于植入对模型进行了等距减薄。
2)使用SolidWorks对不同厚度的模型进行了对应的模具设计,并借助3D打印进行了模具打印,相对传统模具设计制造方法,该方法具有速度快、易于修改、可个性化定制等明显优势。
3)使用医用硅胶填充模具并在高温高压下使外耳支架硫化成型,通过硬度测试,得到减薄量为1.5 mm和1.75 mm的支架可供植入实验。
4)将上述两种减薄量的人体外耳支架移植入兔子体内并进行观察,临床实验得出减薄量为1.5 mm的外耳支架在植入过程中及术后一个月后能够保持较好的形态特征。
提供了一种通过CT扫描逆向建模和3D打印的方法制作人体外耳支架的方法,经过实验证明该支架能够顺利植入动物体内并保持较好的生物相容性。研究可为下一步直接进行人体外耳修复治疗提供参考依据。该方法不仅对外耳廓的还原精度高,而且人体外耳支架构造速度快、成本低,可为外耳廓治疗提供一种新的思路。
参考文献(References)
[1]焦婷, 张富强. 全耳缺损用义耳修复的现状[J]. 口腔材料器械杂志, 2001,10(4): 213-215.
JIAO Ting, ZHANG Fuqiang. The present situation of auricular prostheses[J]. Chinese Journal of Dental Materials and Devices, 2001,10(4): 213-215.(in Chinese)
[2]陈新. 小儿外耳再造术并发症的观察及护理[J]. 中国临床护理,2013,5(4): 330-331.
CHEN Xin. Observation and nursing care of the complication of pediatric auricular reconstruction[J]. Chinese Clinical Nursing, 2013, 5(4): 330-331.(in Chinese)
[3]於国军, 封必钊, 王光军, 等. 自体肋软骨支架复合乳突区皮肤扩张再造耳郭46例[J]. 中国组织工程研究与临床康复,2011,15(38): 7217-7220.
YU Guojun, FENG Bizhao, WANG Guangjun, et al. Expanded mastoid area flap and rib cartilage framework for auricle reconstruction in 46 cases[J]. Journal of Clinical Rehabilitative Tissue Engineering Research, 2011,15(38): 7217-7220.(in Chinese)
[4]Bichara D A, O′Sullivan N A, Pomerantseva I, et al. The tissue-engineered auricle: past, present, and future[J]. Tissue Engineering Part B: Reviews, 2012, 18(11): 51-61.
[5]庄洪兴, 蒋海越, 潘博, 等. 先天性小耳畸形的皮肤软组织扩张器法外耳再造术[J]. 中华整形外科杂志, 2006, 22(4): 286-289.
ZHUANG Hongxing, JIANG Haiyue, PAN Bo, et al. Ear reconstruction using soft tissue expander in the treatment of congenital microtia[J]. Chinese Journal of Plastic Surgery, 2006, 22(4): 286-289. (in Chinese)
[6]Baluch N, Nagata S, Park C, et al. Auricular reconstruction for microtia: a review of available methods[J]. Plastic Surgery, 2014, 22(1): 39-43.
[7]Cugno S, Farhadieh R D, Bulstrode N W. Autologous microtia reconstruction combined with ancillary procedures: a comprehensive reconstructive approach[J]. Journal of Plastic, Reconstructive & Aesthetic Surgery, 2013, 66(11): 1487-1493.
[8]Sabbagh W. Early experience in microtia reconstruction: the first 100 cases[J]. Journal of Plastic, Reconstructive & Aesthetic Surgery, 2010, 64(4): 452-458.
[9]Shaye D, Sykes J M. Reconstruction of acquired auricular deformity[J]. Operative Techniques in Otolaryngology, 2011, 22(1): 47-52.
[10]Shieh S J, Terada S, Vacanti J P. Tissue engineering auricular reconstruction: in vivo studies[J]. Biomaterials, 2004, 25(9): 1545-1557.
[11]Haisch A, Klaring S, Groger A, et al. A tissue-engineering model for manufacture of auricular-shaped cartilage implants[J]. European Archives of Oto-Rhino-Laryngdogy, 2002, 259(6): 316-321.
[12]Morehead J M, Holt G R. Soft-tissue response to synthetic biomaterials[J]. Otolaryngologic Clinics of North American, 1994,27: 195-202.
Key technology of transplantable human auricular scaffold based on 3D printing
SHANGJianzhong,JIANGTao,TANGLi,WANGZhuo
(College of Mechatronics Engineering and Automation, National University of Defense Technology, Changsha 410073, China)
Abstract:The key technology of making human auricular scaffold by using medical silicon was researched. CT scan and reversed modeling were used to obtain the digital auricular model. And the 3D printing technology was utilized to manufacture the mold of auricular scaffold. The medical silicon MED 4735 was used as the material of the scaffold. Animal experiments were then implemented to examine the biocompatibility of the scaffold. The scaffold made by these technologies highly imitates a normal auricle, with high accuracy, short manufacturing cycle, and no immune rejection, which provides the basis for further clinical human experiments.
Key words:auricular deformity; reversed modeling; 3D printing; silicon auricular scaffold; animal experiments
中图分类号:TH122
文献标志码:A
文章编号:1001-2486(2016)01-175-06
作者简介:尚建忠(1966—),男,陕西西安人,教授,博士,博士生导师,E-mail:shangjianzhong@nudt.edu.cn
基金项目:国防科学技术大学科研计划资助项目(JC14-03-03)
*收稿日期:2015-01-06
doi:10.11887/j.cn.201601028
http://journal.nudt.edu.cn
