一种新型轧辊堆焊用焊剂输送回收装置
2016-03-30高猛
高猛
【摘 要】针对轧辊堆焊的焊剂使用要求,新研发了一套大容量,实用性更强的焊剂输送回收装置。该装置采用回收筒与输送筒上下布置的结构,利用交流电压驱动负压风泵,强力吸收回收桶内空气,将焊接时未融化的焊剂吸入回收筒。焊剂经回收筒的蝶阀进入输送筒,利用空气的压缩的原理,将焊剂再输送到焊接机头处。整个装置布置合理、设计巧妙,成本低廉,焊剂容量大大增加,有效减少了焊剂频繁添加的频率,保证了工作过程的连续性。
【关键词】轧辊堆焊;焊剂;输送回收
0 前言
轧辊堆焊是指去除轧辊表面的疲劳层或缺陷后,用合适的堆焊材料、采用科学的工艺方法将其修复至原始辊径的过程。现如今,轧辊堆焊基本都采用埋弧焊的工艺方法。埋弧焊是指利用颗粒状焊剂作为金属熔池的覆盖层,焊丝自动送入焊接区,电弧在焊剂层下燃烧并熔化焊丝和母材来形成焊缝的一种焊接工艺方法。
现在国内使用较多的焊剂输送回收机是无锡联通焊接机械有限公司和无锡远盛机械厂生产的。容量一般不超过100kg,价格在8000-10000元左右。由于轧辊的焊接时间较长,焊剂的使用量也较大,而一般的市售焊剂输送回收机的容量较小,若是从厂家定做的话,至少在20000元以上。所以针对轧辊堆焊这种设备,我们自行研制了一种大容量的输送回收装置。
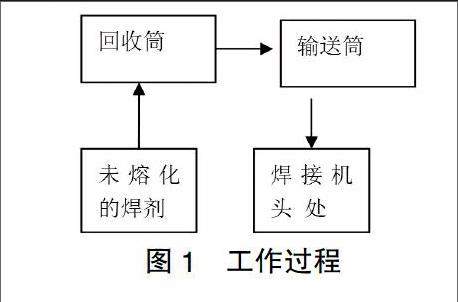
1 工作过程(图1)
该装置的工作过程是:利用负压原理,将未熔化的焊剂吸收到回收筒,再经由回收筒蝶阀放料至输送筒,利用空气压力将料剂从输送筒运送至焊接机头处。
2 结构设计
该装置需要借助无锡联通焊接机械有限公司生产的LT-100C焊剂回收机本体来吸收回收筒的空气,形成负压。
回收筒采用厚度4mm的钢板制作,筒体直径Φ650mm。回收筒做成分体的,上面做成桶盖,下面为圆柱形料筒。料筒内带有滤网,用来过滤焊剂中的大颗粒。料筒底部是锥形结构,方便下料。下料处安装手动蝶阀,手动放料。
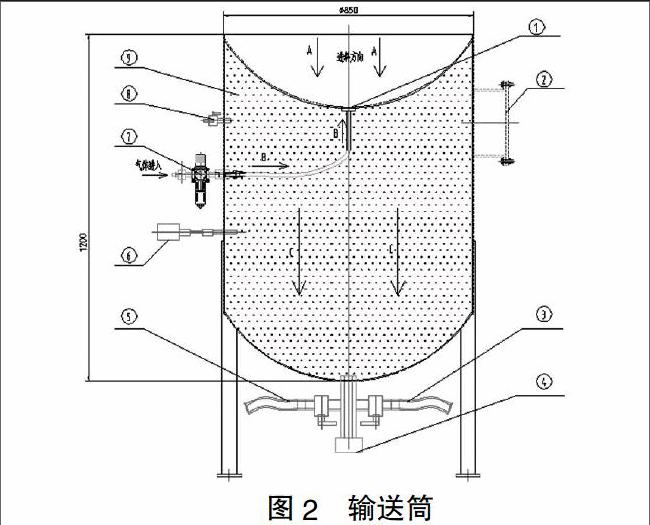
焊剂输送筒也采用厚度4mm的钢板制作,筒体直径Φ850mm,容积大约0.5m3。以我们使用的天津金桥焊材集团有限公司生产的SJ301焊剂为例,密度大约是1300-1400kg/m3。输送筒一次可以容纳600-700kg焊剂。输送筒如图2所示。
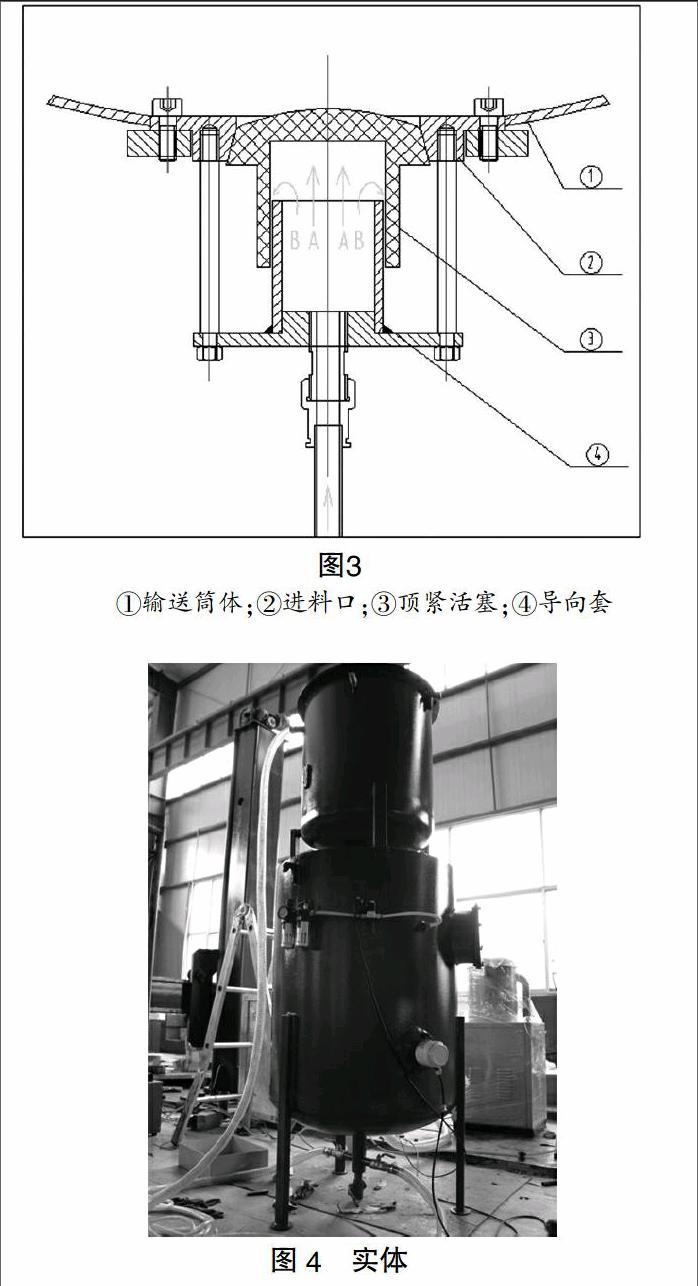
根据实际使用的需要,输送筒上带有焊剂料位报警装置,当筒内焊剂低于料位开关水平面时,自动报警,提示操作工加料。料筒上还带有手动排气装置和排料装置。工作时,压缩空气经由气动减压阀等气路元件顺着气管进入筒内,先按照箭头B向运动,必须先将输料筒的开口密封,之后才能再顺着箭头C的方向往下运动,将焊剂从出料口输送出来。由于焊剂是由输送筒体上面的进料口进入的,输送筒的设计难点在于进料口的密封。首先,进料时,进料口必须自行打开;通气出料时,必须密封严实,否则一旦漏气影响出料的速度、流量且噪音太大。为此,我们将进料口处设计成带锥度的结构。如图3所示:
工作过程:需要输送料的时候,压缩空气在气管内流动,一部分沿A向将③号顶紧活塞往上顶,使得活塞与进料口密封(下转第135页)(上接第112页)严实,另一部分气体沿B向出来,利用气压将焊剂输送出来;当需要进料的时候,关闭气体,将输送筒上的排气阀打开,先将筒内的气体排出去,此时在重力的作用下,顶紧活塞自行下落。人工打开回收筒的蝶阀,焊剂则可以经由活塞与进料口的间隙落入输送筒。顶紧活塞端部做成圆球形,可减少进料时,焊剂残留在活塞上;活塞的材质选用聚氨酯的材质,而进料口的材质为普通碳素结构钢Q235,这样一软一硬的压紧结构,使得密封更加严实。实际图片如图4所示。
3 结语
本装置操作简单,成本低廉,外购的LT-100C回收机本体大约5000元,整个机械件部分再加外购件部分成本大约6000块钱,总共才11000元,远低于厂家销售价。以河北沧州某装备材料公司使用效果来看,输送筒加满焊剂,连续工作8个小时不用加料,极大的减少了加料的频率,节省了时间。经过多次使用后,反馈效果良好。
【参考文献】
[1]周岐,王亚君.埋弧焊工艺与操作技巧[M].辽宁科学技术出版社,2010.
[2]殷立洪,李必文,王树人.埋弧焊钢管焊剂回收装置的设计与应用[J].焊管,2006(4):67-68.
[责任编辑:杨玉洁]
