径轴向数控轧环机最大定心力控制方程研究
2016-03-21谷瑞杰权晓惠张淑莲杨大祥杨展飞梁建筑苏振华
谷瑞杰,权晓惠,张淑莲,杨大祥,杨展飞,梁建筑,苏振华
(1. 中国重型机械研究院股份公司, 陕西 西安 710032;2. 金属挤压/锻造装备技术国家重点实验室, 陕西 西安 710032;3. 西北工业大学 材料学院, 陕西 西安 710072;4. 新疆天山水泥股份有限公司 塔什店分公司, 新疆 库尔勒 841011)
径轴向数控轧环机最大定心力控制方程研究
谷瑞杰1,2,3,权晓惠1,2,张淑莲1,2,杨大祥1,2,杨展飞1,2,梁建筑4,苏振华1,2
(1. 中国重型机械研究院股份公司, 陕西 西安 710032;2. 金属挤压/锻造装备技术国家重点实验室, 陕西 西安 710032;3. 西北工业大学 材料学院, 陕西 西安 710072;4. 新疆天山水泥股份有限公司 塔什店分公司, 新疆 库尔勒 841011)
径轴向数控轧环机定心辊的合理控制对环件轧制成形过程的稳定性和环件圆度都有很大影响。本研究建立了径轴向轧制环件受力理论力学模型,推导了环件径轴向轧制过程中定心辊最大作用力计算公式,建立了定心辊驱动油缸力控制方程,结合之前所建立的定心辊位置控制方程,开发了径轴向数控轧环机定心辊位置控制加力保护的综合控制成套技术。本文的定心辊综合控制技术提高了我国径轴向数控轧环机的技术水平。
数控轧环机;环件径轴向轧制;定心辊;最大定心力
0 前言
环件径轴向轧制成形(图1)是通过轧辊对环件壁厚和高度的连续局部压下作用使得环件壁厚和高度逐渐减小,半径不断长大,截面轮廓成形的工艺过程[1-3],采用该成形工艺加工环件精度高、性能好,生产效率高,对加工设备吨位要求小,目前已经成为生产大型环件最佳,甚至是必须采用的加工方法[4-5]。
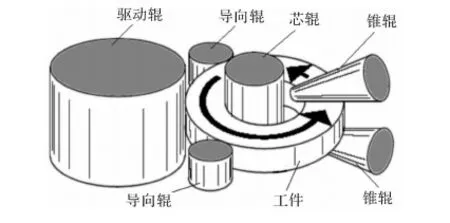
图1 环件径轴向轧制成形原理图Fig.1 Sketch of ring radial-axial rolling
径轴向数控轧环机主机主要包括径向轧制装置、轴向轧制装置、定心机构、托辊和底座等。定心机构(图2)安装于径向轧制装置上,后端通过油缸驱动可以绕着固定轴在水平面内转动。通过对定心辊驱动油缸的控制可以实现对环中心位置的控制,使得环件在轧制过程中处于轧环机的中心位置,从而使得环件轧制过程可以稳定地进行下去,最终轧制出合格的环件产品。

图2 径轴向数控轧环机定心机构Fig.2 Guide device of ring radial-axial rolling
对环件径轴向轧制成形来说采用定心辊位置控制相对于单纯的压力控制是比较合理的,作者之前的研究建立了定心辊位置自动控制技术[7]。但是考虑到环件偏心时不能因为定心辊需要校正而将环件压扁,定心辊的位置控制还要加上最大定心力的限制。因此,本研究对径轴向数控轧环机最大定心力控制进行研究,建立环件径轴向轧制过程中定心辊最大作用力计算公式和定心辊驱动油缸力控制方程,结合之前所建立的定心辊位置控制方程,开发了定心辊位置控制加力保护的综合控制成套技术。
2 定心辊最大作用力计算
环件径轴向轧制成形过程的受力可以简化为如图3所示的理论力学模型,其中左侧为径向轧制区,右侧为轴向轧制区,β为定心辊作用力方向与环件左右对称中心线的夹角,其值可由下式计算:
(1)
式中,R为环件的半径;RG为定心辊的半径;y为定心辊的中心位置纵坐标。
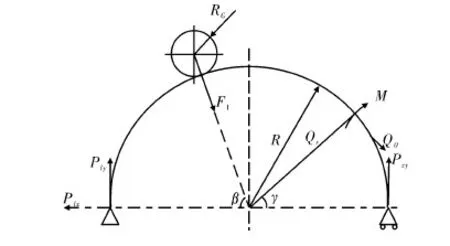
图3 径轴向轧制环件受力理论力学模型Fig.3 Mechanical model of radial-axial rolling ring
环件的受力满足:
P1x=-F1cosβ
(2)
P2y=0.5F1sinβ
(3)
P1y=0.5F1sinβ
(4)
式中,F1为定心辊对环件的作用力;P1x和P1y分别为主轧辊和芯辊之间环件材料所受的力在两个方向的分量;P2y为上、下锥辊之间环件材料所受的力;D为环件的平均直径。
对于任一环件截面,其截面力和弯距满足如下平衡条件
QrRsinγ-QθR(1-cos(γ))=M
(5)
式中,Qr和Qθ分别为环件截面力在径向和周向的分量;M为环件截面弯距;γ为中心线到环件截面的转角。
由式(2)和式(5)可得
Qr=0.5F1sinβsinγ
(6)
Qθ=0.5F1sinβcosγ
M=0.5F1Rsinβ(1-cos(γ))
(7)
当γ值为(180-β)°时,截面上的弯距最大。
Mmax=0.5F1Rsinβ(1+cosβ)
对于一定的环件尺寸,环件不被压弯失稳必须满足:
(8)
式中,W为环件截面抗弯模量,可根据材料力学知识其可计算。
(9)
将式(9)带入式(8)可得
(10)
式(10)即为满足环件刚度要求的定心辊最大作用力限制条件。
3 定心辊驱动油缸力控制方程建立
如果以定心辊座旋转中心(-900,2050)为原点建立相对坐标系(x′,y′),如图4所示。

图4 环件径轴向轧制定心机构的局部坐标系Fig.4 Local coordinate of guide device of ring radial-axial rolling
对于给定的环件直径D,环件中心(R, 0)到定心辊座旋转中心(-900, 2050)的距离c满足
c2=(R+900)2+20502
而定心辊中心到环件中心(R, 0)的距离b满足
b=250+R
cosγ=
77×(250+R)
对于给定的环件直径D,cosγ可以确定。
式中,l1为定心辊中心到定心辊座旋转中心距离,其值由定心机构结构所确定,在本研究中为1845.77mm。
定心辊座旋转中心(-900, 2050)到油缸后铰座中心(-4520, 1730)的距离c1=3634.12。
而
对于给定的环件直径D,I3可以确定。
(11)
环件通过定心辊作用于定心辊座的力F1产生的力矩和油缸力F2产生的力矩相互平衡,即
(12)
将式(10)带入式(12)可得
(13)
式(13)即为定心辊驱动油缸最大作用力限制方程。
4 定心辊综合控制技术的开发和应用
本研究基于所建立的定心辊驱动油缸最大力控制方程,结合径轴向数控轧环机定心辊位置控制方程,开发了以定心辊位置控制为主,并对定心辊最大作用力加以限制的径轴向数控轧环机定心辊综合控制程序,并将之内置于径轴向数控轧环机的工艺控制软件。
本文研究的径轴向数控轧环机定心辊位置和力综合控制技术在实际工程中获得了成功应用(图5),采用该项技术的环件径轴向轧制成形过程控制更加稳定,成形过程环件的圆度误差可以得到更有效地控制。该径轴向数控轧环机定心辊位置和力综合控制技术达到了国际先进水平,提高了我国径轴向数控轧环机的整体技术水平。

图5 大型环件径轴向轧制生产Fig.5 Large ring radial-axial rolling process
5 结论
本研究建立了径轴向轧制环件受力理论力学模型,推导了环件径轴向轧制过程中定心辊最大作用力计算公式,建立了定心辊驱动油缸力控制方程,结合之前所建立的定心辊位置控制方程,开发了径轴向数控轧环机定心辊位置控制加力保护的综合控制成套技术。本文的定心辊综合控制技术达到了国际先进水平,提高了我国径轴向数控轧环机的整体技术水平。
[1] Shuai Zhu, He Yang, Lianggang Guo. Research on the effects of coordinate deformation on radial-axial
ring rolling process by FE simulation based on in-process control [J]. International Journal of Advanced Manufacture Technology, 72 (2014): 57-68.
[2] Lianggang Guo, He Yang. Towards a steady forming condition for radial-axial ring rolling [J]. International Journal of Mechanical Sciences, 53 (2011): 286-299.
[3] J.L. Songa, A.L. Dowsona, M.H. Jacobsa, J. Brooksb, I. Beden. Coupled thermo-mechanical finite-element modeling of hot ring rolling process [J]. Journal of Materials Processing Technology, 121 (2002): 332-340.
[4] 谷瑞杰, 张淑莲, 杨大祥, 等. 超大型环件径向轧制设备动梁受力分析和优化[J]. 重型机械, 2012(3): 137-140.
[5] 张淑莲, 何养民, 杨大祥, 等. 5m径轴向数控轧环机主要参数的确定[J]. 重型机械, 2007(2): 12-14.
[6] 杜学斌, 韩炳涛, 葛东辉, 等. Φ5000mm径轴向数控轧环机[J]. 锻压装备与制造技术, 2007(3): 34-37.
[7] 谷瑞杰, 权晓惠, 张淑莲, 等. 径轴向数控轧环机定心辊位置自动控制技术研究[J]. 重型机械, 2013(6): 6-9.
Research on the maximum action force control of guide rollers of ring radial-axial rolling NC mill
GU Rui-jie1,2,3,QUAN Xiao-hui1,2,ZHANG Shu-lian1,2,YANG Da-xiang1,2,YANG Zhan-fei1,2,LIANG Jian-zhu4,SU Zhen-hua1,2
(1. China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032, China;2. State Key Laboratory of Metal Extrusion and Forging Equipment Technology, Xi’an 710032, China;3. College of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072 China;4.Xinjiang Tianshan Cement Co., Ltd., Tashendian Branch, Korla 841011, China)
The reasonable control of guide rollers of ring radial-axial rolling NC mill is very significant for the stability and the roundness of ring rolling process. In the study, the theory mechanical model of radial-axial rolling ring is established, the computing equation of maximum guide action force is deduced and the force control equation of driving oil cylinder of guide rollers is built. Combining the force control equation with the location control equation of guide rollers developed in the previous study, the integration control technique of guide rollers is developed, which improves the technique level of ring radial-axial rolling NC equipment of China.
ring rolling NC mill; ring radial-axial rolling; guide roller; maximum action force
2015-09-22;
2015-10-11
“高档数控机床与基础制造装备”科技重大专项(2010ZX04004-131);国家重点基础研究发展计划(2012CB724300)
谷瑞杰,男(1980-),中国重型机械研究院股份公司,高级工程师,工学博士, 从事锻压设备与工艺研发。
TG333.12
A
1001-196X(2016)02-0033-04
