一种喷嘴快换装置的设计及其自动化控制
2016-03-21张雪成周存龙
张雪成,周存龙,张 婧,李 萌
(太原科技大学山西省冶金设备设计理论与技术重点实验室, 山西 太原 030024)
一种喷嘴快换装置的设计及其自动化控制
张雪成,周存龙,张 婧,李 萌
(太原科技大学山西省冶金设备设计理论与技术重点实验室, 山西 太原 030024)
喷嘴作为射流冲击的关键部件,由于所存在磨损问题使得更换喷嘴周期缩短,本文针对如何实现快速自动更换喷嘴进行研究。根据流体设备设计原理及设备特点开发了喷嘴快速更换装置:将喷嘴安装在转动盘上,通过转动盘的旋转实现喷嘴的自动更换,同时设置伸缩阀解决了旋转盘的密封性问题。该装置的应用可解决频繁更换喷嘴影响生产的问题。
喷嘴;喷嘴快速装置;阻尼孔;密封;数值模拟
0 前言
喷嘴是进行喷射切割、表面清洗、表面喷涂、表面改进、表面强化等机械设备的关键部件之一,广泛应用于机械、冶金、船舶、汽车、石油和化工等领域。实际应用过程中,喷嘴受到冲蚀磨损作用非常强烈,致使喷嘴的工作参数发生变化,从而无法完成相应的工作。生产过程中频繁地更换喷嘴,不但降低生产效率,而且增加了工人的劳动强度。
近些年国内外学者对喷嘴的材料、结构形式、内壁面粗糙度、射流压力等方面做了大量的研究工作,取得了显著的成果。冯益华等[1]针对陶瓷材料喷嘴在抗冲击磨损的机理等方面做了相关的研究;刘莉莉等[2]对梯度陶瓷喷嘴与非梯度陶瓷喷嘴在应力分布和抗磨损机制方面做了相关研究,提出梯度陶瓷喷嘴的抗磨损性能更好;汤积仁等[3]通过数值模拟和实验的方法验证了有过渡段的喷嘴可以使能量损失更小、寿命更长的结论。陈忠敏等[4]通过有限元软件对喷嘴内流场进行了分析,提出收敛角小、聚焦管长的喷嘴的磨损相对较大的结论。任小增[5]针清洗用扇形喷嘴的结构形式进行了相关研究,并通过实验得到了喷嘴磨损随时间变化的规律。Madhusarathi等[6]通过实验方法研究喷嘴长度、喷嘴入口角度、喷嘴直径、水压力等对喷嘴磨损的影响。Schwetz等[7]针对不同材料喷嘴的磨损情况进行了对比研究。左伟芹等[8]通过将喷嘴设计成可拆分形式,分析了不同时间喷嘴各断面的磨损情况。
为了更好的适应连续生产企业对生产节奏的苛刻要求,在通过改进喷嘴的设计来延长其使用寿命的同时,研发一种能够减少喷嘴更换时间、实现喷嘴自动更换的装置,也是解决喷嘴更换与连续生产这一矛盾的有效途径。本文就喷嘴快换装置的实现方法及所带来的密封性问题展开研究。
1 喷嘴快换装置的结构
喷嘴快换装置主要由喷嘴快换机构、传动系统及相关辅助系统组成,如图1所示。
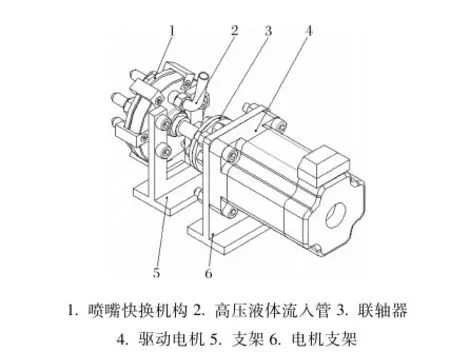
1.喷嘴快换机构 2.高压液体流入管 3.联轴器 4.驱动电机 5.支架 6.电机支架图1 喷嘴快换装置整体图Fig.1 Integrated graph of rapid replacement device of nozzles
1.1 喷嘴快换机构
喷嘴快换机构主要由旋转盘、固定盘和伸缩阀组成,如图2所示。
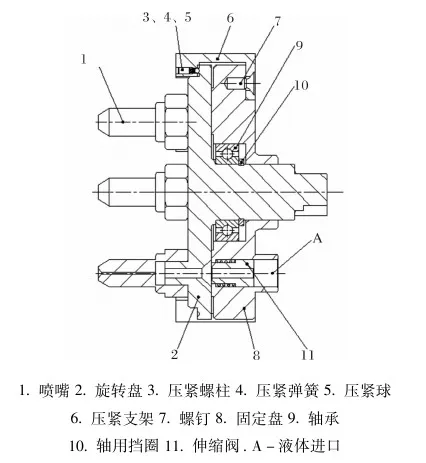
1.喷嘴 2.旋转盘 3.压紧螺柱 4.压紧弹簧 5.压紧球 6.压紧支架 7.螺钉 8.固定盘 9.轴承 10.轴用挡圈 11.伸缩阀.A-液体进口图2 喷嘴快换机构组成图Fig.2 Composition diagram of rapid replacement mechanism of nozzles
旋转盘可以绕自身轴线自由转动,旋转盘一端有多个喷嘴安装位,可以一次安装多个喷嘴;旋转盘另一端为长轴形,并通过键槽和联轴器等部件与传动系统相连接。固定盘固定不动,对旋转盘起支撑作用,固定盘通过轴承和压紧支架等部件来限制旋转盘多余的自由度;同时固定盘上装有伸缩阀可以在喷嘴快换机构工作时起到密封的作用。
1.2 传动系统
旋转盘上均匀分布的多个喷嘴安装位,需要驱动源带动旋转盘转动时能够精确的定位,同时可以有较好的时间响应和方向控制。综合旋转盘驱动精度和控制成本等方面的因素,本装置采用开环控制的步进电机[9]作为驱动源。
步进电机相对于其它控制用途电机的最大区别是它接收数字控制信号(电脉冲信号)并转化成与之相对应的角位移或直线位移,它本身就是一个完成数字模式转化的执行元件。它可开环位置控制,输入一个脉冲信号就得到一个规定的位置增量。步进电机的角位移量与输入从脉冲个数严格成正比,而且在时间上与脉冲同步。因而只要控制脉冲的数量、频率和电机绕组的相序,即可获得所需的转角、速度和方向。这种增量位置控制系统与传统的直流控制系统相比,成本明显降低,而且几乎不必进行系统调整。
2 喷嘴快换原理及自动控制的实现
2.1 喷嘴快换
该装置工作时只有一个喷嘴的入口通过旋转盘和固定盘上的流动与外部通入的高压液体接通,其它喷嘴处于待命状态。当需要更换喷嘴时控制系统给驱动电机发送信号,驱动电机带动旋转盘转过相应的角度,使下一个喷嘴处于工作位实现喷嘴的快速更换。
2.2 喷嘴更换后密封
为了实现喷嘴快速更换后的自动快速密封,在固定盘中安装了特制的伸缩阀,如图2所示。由于伸缩阀入口直径比固定盘的入口直径小,可起到一定的阻尼作用,流体流过伸缩阀时有一定的压降,从而使伸缩阀两端形成一定的压差;此外伸缩阀入口侧受力面积比出口侧受力面积大。伸缩阀两侧压差和受力面积差共同作用,使其克服伸缩阀弹簧的弹簧力伸出固定盘而与旋转盘相接触并压紧密封;伸缩阀与旋转盘上加工有相同锥度的锥面,当二者接触时可以起到很好的密封和定位作用。
2.3 自动控制
控制单元控制传动系统实现喷嘴自动更换需要三个条件:(1)固定盘入口液体压力降低,伸缩阀回到固定盘内,避免伸出的伸缩阀对旋转盘的转动有干涉。高压液体入口管安装的压力传感器采集相关信息,为控制单元的控制提供依据;(2)控制系统存贮的喷嘴累积工作时间达到了更换周期;(3)对每一个安装在旋转盘上的喷嘴进行编号,通过控制输出脉冲数来实现喷嘴盘上所有喷嘴都能准确旋转到工作位。
3 密封原理及仿真验证
3.1 伸缩阀密封原理
(1)密封原理。由于伸缩阀与转动盘之间的密封为定期密封式的活动连接结构[10-12],所以采用了刚性金属密封面所组成的平面密封结构。当外界的压紧力F大于液体对密封面的作用力时,在结合的密封面上会产生一定的比压,使接触的密封平面产生变形。如果变形是在材料的弹性极限范围内,并产生不大的残余变形时,那么接触面每当施加力F时,便可保证其密封性。本例中伸缩阀的施加力为由于两侧压差和截面积差对其作用力。
(2)密封性要求。液体常温闭路阀密封面上的密封比压值公式[10]可以表示为
(1)
式中,qMF为密封面上的密封比压值,MPa;c为与密封面材料有关的系数,钢和硬质合金c=3.5;K为在给定密封面材料条件下,考虑介质压力对比压值的影响系数,钢、硬质合金K=1;p为介质工作压力,MPa;bM为密封面宽度,mm。
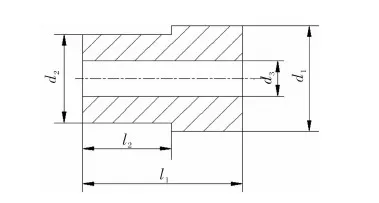
图3 伸缩阀结构示意图Fig.3 Structural diagram of the moving valve
3.2 仿真计算
(1)物理模型。确定压差参数,初步假设伸缩阀的几何参数如表1所示。仿真参数如表2所示。

表1 伸缩阀的几何参数Tab.1 Geometric parameters of the moving valve mm
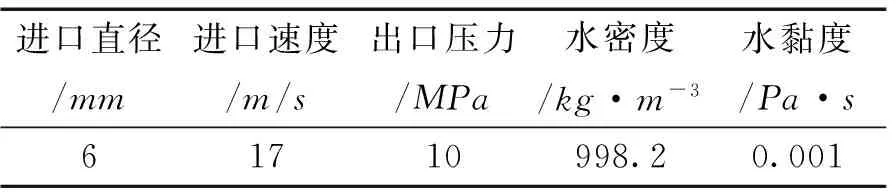
表2 仿真参数Tab.2 Simulation parameters
(2)流体控制方程。采用标准κ-ε方程湍流模型,该模型是建立在湍流动能κ及其耗散率ε的输运方程基础之上的半经验模型。κ、ε的输运方程如式(2)~(3)所示。
Gκ+Gb-ρε-YM+Sκ
(2)
(3)
式中,t为时间;ρ为流体密度;xi, xj为分布i,j方向坐标;ui为i方向流速;μ为流体的动力黏度;ut为湍流黏度系数;σκ,σε分别为与湍动能κ和耗散率ε对应的Prandtl数;Gκ为平均速度梯度引起的湍动能κ的产生项;Gb为浮力引起的湍动能κ的产生项;YM为可压湍流中脉动扩张的贡献;Sκ,Sε为用户根据计算工况定义的源项;C1ε,C2ε,C3ε为经验常数。
湍流黏度系数ut,通过κ和ε计算得到
(4)
式中,Cμ为经验常数。
(3)伸缩阀的仿真模型。采用Gambit前处理软件建立伸缩阀前后流场的二维模型,生成有限元网格如图4所示。由于模型网格的类型与尺度直接影响数值模拟结果的精度、稳定性以及耗用CPU时间,所以模型整体采用结构化网格。
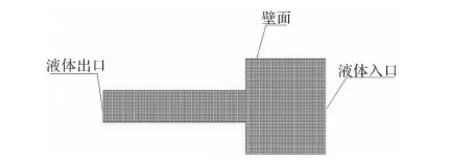
图4 伸缩阀有限元网格模型Fig.4 Finite element mesh model of the moving vavle
边界条件设置如下:
(1)入口边界条件:采用速度入口,根据所选泵流量和入口截面积计算出流体流速,设定速度为17 m/s;
(2)出口边界条件:采用压力出口,依据工艺参数选定压力值,设定压力值为10 MPa;
(3)壁面边界条件:壁面采用无滑移边界条件,近壁面区域采用标准壁面函数法计算。
选用κ-ε湍流模型,离散方程求解采用一阶迎风格式及SIMPLE算法,其他参数默认。
(4)仿真结果与分析
图5为伸缩阀流场的速度流线图。由图可知,流体从大直径的管道流往小直径的管道,流线发生弯曲,流束发生收缩。当流体进入小直径管道后,由于流体的惯性作用,流束将继续收缩直至最小截面(称为缩颈),而后又逐渐扩张,直至充满整个小直径截面。在缩颈附近的流束与管壁之间有一充满着小旋涡的低压区。在大直径截面与小直径截面连接的凸肩处,也常有旋涡形成。所以的旋涡运动都要消耗能量,形成流动阻力。而在流线弯曲、流体的加速和减速过程中,由于流体质点的碰撞等原因也都要增加额外的能量损失。
图6为伸缩阀流场的压力分布图。由图可知,对应于速度流线图中紧缩部位,可以明显的看到一个低压区。流体在由大直径流到小直径入口处时压力出现了明显的梯度减小的变化,在流到小直径管道后压力又有一定的升高,但是整体压力还是有明显的下降。通过Fluent中的Reports读取入口的平均压力为11778951 Pa,出口的压力为10 MPa,两侧压差为1778951 Pa。
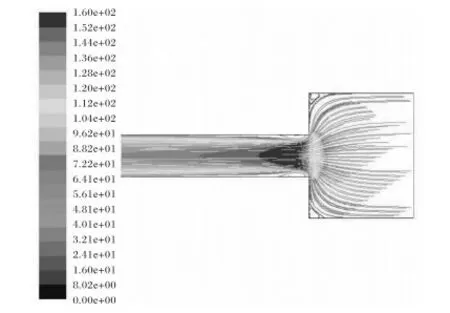
图5 伸缩阀流场的速度迹线图Fig.5 Velocity path line of the flow inside the moving valve
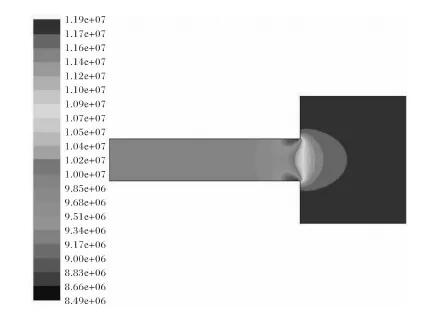
图6 伸缩阀流场的压力分布图Fig.6 Pressure profile of the flow field inside the moving valve
由以上得到的压差值结合表1中的参数,并运用式(1)对伸缩阀与转动盘压紧面密封压力进行计算。密封面宽度bM为1.5 mm,工作压力p为1778951Pa,计算得两侧压差所需的密封比压约为14 MPa。显然如表1所示结构参数产生的压差约为1.77 MPa的情况下,伸缩阀两侧截面积相差不大的情况下无法实现压紧密封。提高伸缩阀作用在转动盘上压力的另一个方法是在伸缩阀其他参数不变的情况下,增大入口的受力面积,利用面积差产生的压力差来实现压紧密封。在其他参数不变的情况下,需要将伸缩阀入口外径截面直径d1增大到71 mm。
3.3 伸缩阀截面突变参数对压降的影响
为了更深入的了解管道截面突变的相关参数对压降的影响,用Fluent软件对改变参数后的模型进行对比分析。各工况下伸缩阈主要参数见表3。
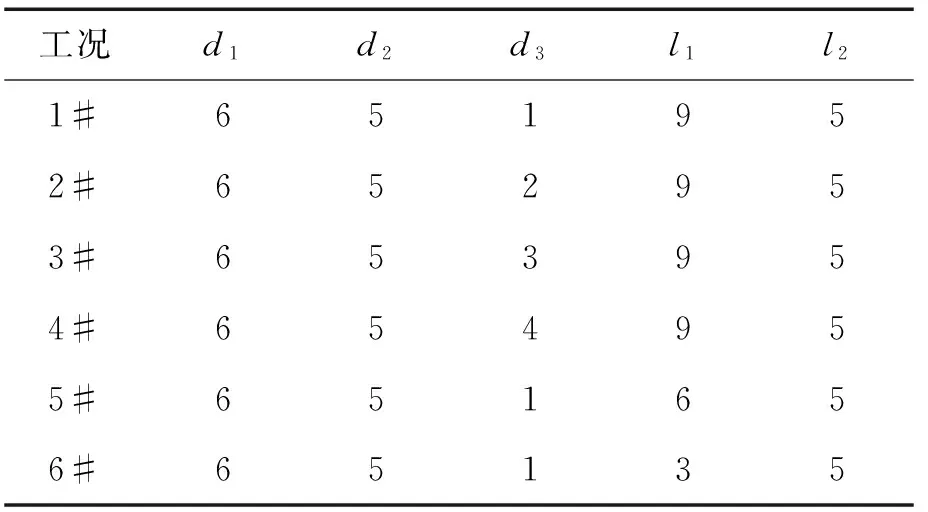
表3 各工况下伸缩阀主要参数Tab.3 Main parameters of the moving valve in different working conditions mm
经过对不同工况伸缩阀用Fluent进行分析,得到各工况下进、出口压力及压差的分布情况如表4所示。
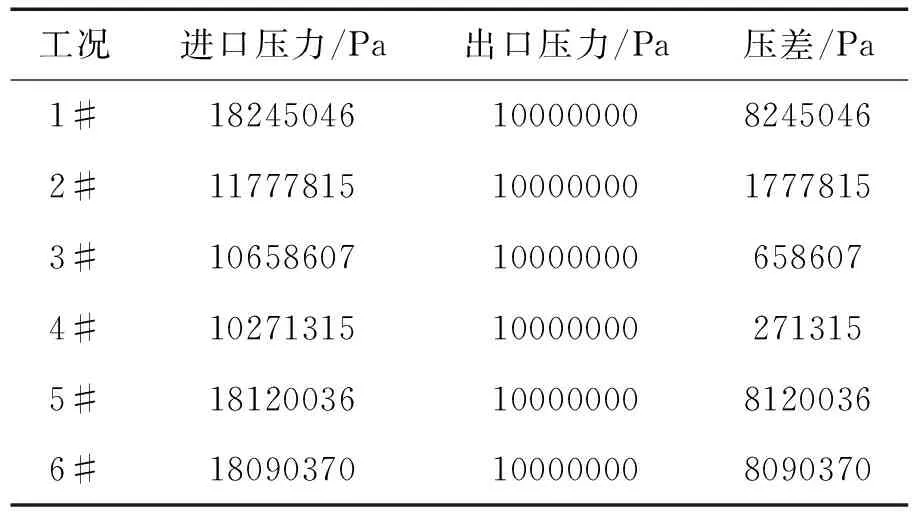
表4 各工况下进、出口压力及压差Tab.4 Pressure difference and pressure of the inlet and outlet in different working conditions
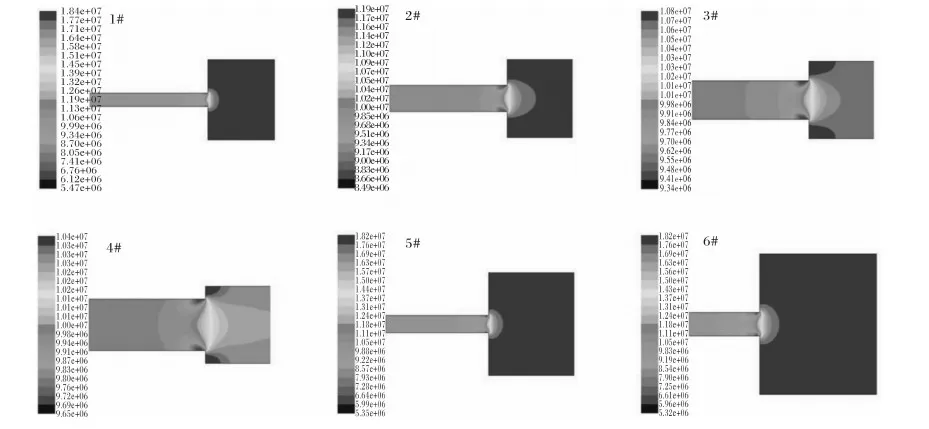
图7 不同工况下伸缩阀压力分布Fig.7 Pressure profile of the flow inside moving valve in different working conditions
对比1#、2#、3#、4#工况可以看出,当伸缩阀小直径d3逐渐增大时,两侧压差会减小;对比1#、5#、6#工况可以看出,当伸缩阀长度l1逐渐减小时,两侧压差会减小。
4 结论
(1)电机驱动装有多个喷嘴的旋转盘转动可以实现喷嘴自动快速更换,提高生产效率;
(2)开环控制步进电机,通过控制输出的脉冲数即可准确选择盘上下一个工作喷嘴;
(3)喷嘴更换后的密封依靠由于压降而产生的压差和截面差二者共同作用形成的压力;
(4)减小伸缩阀小直径尺寸,增大小直径段长度都可以使压降升高。
[1] 冯益华, 邓建新. B4C/(W, Ti)C陶瓷喷砂嘴冲蚀磨损机理研究[J].摩擦学学报, 2004, 24(4): 346-350.
[2] 刘莉莉, 邓建新, 周军, 等. SiC/(W,Ti)C梯度陶瓷喷嘴材料的制备及其冲蚀磨损机理研究[J].摩擦学学报, 2007, 27(1): 83-87.
[3] 汤积仁, 卢义玉, 欧阳梦迪,等.水力喷射压裂新型喷嘴设计优化及性能评价[J].中国石油大学学报(自然科学版), 2015, 39(1): 72-78.
[4] 陈忠敏, 雷玉勇, 欧玥,等. MAWJ喷嘴流场数值模拟及磨损预估研究[J].液压气动与密封, 2013, 5:10-14.
[5] 任小增. 高压水射流清洗用扇形喷嘴的结构及磨损研究[D].长沙:中南大学, 2009.
[6] Madhusarathi Nanduri, David G. Taggart, Thomas J. Kim,. The effects of system and geometric parameters on abrasive water jet nozzle wear[J]. Machine Tools & Manufacture, 2002, 42:615-623.
[7] K.A. Schwetz, L.S. Sigl, J. Greim, H. Knoch. Wear of boron carbide ceramics by abrasive waterjets[J]. Wear, 1995,181:148-155.
[8] 左伟芹, 卢义玉, 赵建新, 等. 实验研究喷嘴磨损规律的新方法[J].四川大学学报(工程科学版), 2012, 44(1):196-201.
[9] 刘宝志. 步进电机的精确控制方法研究[D].济南:山东大学, 2010.
[10]陆培文.阀门设计入门与精通[M].北京:机械工业出版社, 2009.
[11]雷天觉. 新编液压工程手册[M].北京:北京理工大学出版社, 1998.
[12]宋鸿尧. 液压阀设计与计算[M].北京:机械工业出版社, 1982.
[13]李文科. 工程流体力学[M].合肥:中国科学技术大学出版社, 2007.
A device of nozzles rapid replacement design and automatic control
ZHANG Xue-cheng, ZHOU Cun-long, ZHANG Jing, LI Meng
(Shanxi Provincial Key Laboratory of Metallurgical Device Design Theory and Technology,Taiyuan University of Science and Technology, Taiyuan 030024, China)
Nozzle is an important component in the field of jet impingement; the wear makes the replacement of nozzles cycle shorten. In this paper, it researches on how to realize the rapid automatic replacement of nozzles. According to the design principle of fluid equipment and the characteristics of the equipment, the rapid replacement device of nozzles is developed. Nozzles are arranged on the turning disc, and the automatic replacement of nozzles is realized through rotating the disc. In order to deal with the sealing problem of the turning disc, it has designed and installed the moving valve. The application of the device can be used to solve the adverse effects caused by the frequency change of nozzles to the production rhythm.
nozzle; rapid replacement device of nozzle; damping hole; sealing; numerical simulation
2015-11-25;
2016-01-10
太原市人才专项科技明星专题(20121073);太原科技大学研究生科技创新项目(20134019)
张雪成(1985-),男,太原科技大学研究生,研究方向:现代轧制设备设计理论与关键技术。
周存龙(1965-),男,博士,教授,研究方向:板带轧制及精整技术研究。
TG 335.5
A
1001-196X(2016)02-0015-06
