热轧窄带钢多卷自动打捆机的研发
2016-03-21张少壮郭延军白明华张志明任素波
张少壮,郭延军,白明华,张志明,龙 鹄,任素波
(1. 秦皇岛西重所燕大重型机械研究院有限公司,河北 秦皇岛,066004;2. 燕山大学 国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
热轧窄带钢多卷自动打捆机的研发
张少壮1,郭延军1,白明华2,张志明1,龙 鹄1,任素波2
(1. 秦皇岛西重所燕大重型机械研究院有限公司,河北 秦皇岛,066004;2. 燕山大学 国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
针对窄带钢多卷打捆工序中人工捆扎与焊接方式所带来的效率低、劳动强度大以及与轧机效率不匹配等问题,秦皇岛西重所燕大重型机械研究院有限公司经过技术攻关,综合运用现代包装机械和自动焊接理论,成功研发了新型热轧窄带钢多卷自动打捆机,该设备具有结构简单、占地面积小、运行平稳、自动化程度高等特点,对于改善窄带钢打捆工序技术落后的生产现状具有重要的工程应用价值,该设备已在国内某钢厂的窄带钢生产线上进行了工业试验,并取得了良好的效果。
窄带钢;自动打捆机;结构设计
0 前言
目前,钢铁行业中热轧窄带钢生产的精整工序技术落后,与轧机的高生产效率不匹配,技术层面主要体现为多卷窄带钢的包装工艺均采用人工捆扎和焊接的方式,生产效率低下,工人劳动强度大。为改善操作环境,提高产品包装质量,近年来国内外中、小型带钢厂热轧窄带生产的精整技术都逐渐朝着供货包装规范化、机械化和自动化的方向发展, 在以轧制、卷取、打包、冷却、成品入库为主要环节的传统生产周转过程中, 带卷捆扎成型的规范化已成为业内令人关注的实用课题[1-3]。
经过几十年的技术积累和不断发展,国外的钢材打捆机已形成多品种、专业化、系列化。生产自动化程度不断提高,捆扎速度不断加快,设备可靠性和使用寿命也不断提高。比如国际上比较知名的钢材打捆机生产商有:美国SIGNODE(信诺)公司、瑞典SUND BIRSTA(森德斯)公司、德国TITAN公司等,这些公司生产的打捆机械可应用于棒材、管材以及板卷等轧材的打捆包装,特点是捆带联接采用卡扣方式,打捆带厚度小,操作灵活,我国目前所能生产制造的打捆机多为一些通用型的捆扎机械。例如北京航空航天大学研制的SGBD-800-I全自动液压棒材打捆机用于捆扎退火或热轧盘条(Q195),采用拧紧720°紧固方式,液压为动力源。综上所述,尽管目前打捆机械形式多样,但应用于带钢打捆的设备均是在带钢周向或单卷轴向进行打捆包装,因此该型打捆机对于多卷窄带钢轴向打捆束手无策,现有打捆技术无法满足多卷带钢产品包装的需求。为了满足窄带钢生产企业和用户所提出的提高产品包装质量的需要,秦皇岛西重所燕大重型机械研究院有限公司成功研发了一种热轧窄带钢多卷自动打捆机,相关研究成果已经获得了多项国家发明专利,并在工业试验中取得了良好的应用效果[4-5]。
热轧窄带钢多卷自动打捆机设备的研发,借鉴其它同类产品的优缺点,针对多卷窄带钢重量大、多卷分散的特点,整个设计以热轧窄带钢多卷自动打捆技术为目标,以厚打捆带的捆型处理和接合为中心展开,系统研究自动打捆机的总体工艺流程和结构,包括其工作原理、捆扎方式和材料、技术参数、机械总体结构、液动执行方式、自动焊接技术、控制系统方案以及设备加工制造等一系列全套技术。
1 打捆的原理及工艺流程
1.1 带钢打捆的技术原理
带钢打捆的基本原理是先将准备好的打捆带沿带钢卷的捆扎周边进行折弯预成型,之后将打捆带收紧成型,在打捆带搭接处切断并焊接,完成一个动作周期,然后驱动钢卷旋转一定角度,重复以上打捆焊接动作,完成钢卷轴向多道捆扎工序,最终的捆扎形式如图1所示。

图1 1.钢卷1 2.钢卷2 3.钢卷3 4.捆带1; 5.捆带2 6.捆带3图1 多卷带钢捆扎示意图Fig.1 Schematic diagram of multi-volume steel strapping
1.2 工艺流程
实现钢卷自动打捆焊接功能的难点在于改进目前的手工穿带、焊接方式,全过程采用机械化、自动化进程,工作人员在操作平台即可完成捆扎过程。经过技术攻关,最终将打捆带的捆扎过程分解为以下几个动作:即多钢卷轴向穿带、捆带反向拉紧、切断、折弯、焊接。具体打捆工艺设计方案如下:
(1)打捆带开卷。将成盘打捆带吊装到开卷机上进行开卷,为打捆穿带做好准备,同时运输台车将待捆钢卷组合运送到打捆工位;
(2)打捆带矫直。为保证开卷后的打捆带能够顺利完成穿带动作,在开卷机后设置夹送辊辅助运送打捆带,同时设置矫直辊对打捆带进行矫直处理,消除其板形等缺陷以平整穿带;
(3)穿带。打捆带从钢卷一端面处开始沿钢卷外径前进至另一端后转弯,沿端面运行至钢卷轴心处,折弯后沿钢卷内径运行至钢卷起始端面,再次折弯后沿钢卷端面运行到穿带的起始位置后停止。为保证穿带顺畅并形成特定的捆型,整个穿带过程打捆带均在预设的成型轨道内运行;
(4)捆带成型与剪切。打捆带到达指定位置后将其压紧,另一端施加反向抽力并压紧,使捆带紧贴钢卷的内外径与端面,形成特定捆型后切断捆带并折弯,使捆带的两端形成搭接;
(5)焊接。焊枪运动到焊接位置后自动寻找焊缝,然后自下而上开始焊接,完成焊接后钢卷旋转指定角度,重复以上步骤进行第二道、第三道打捆带焊接;
(6)整卷捆扎完成后,运输台车退回,吊运钢卷至后续工序。
2 设备组成与结构特点
2.1 总体结构
热轧窄带钢多卷自动打捆机的主机组成主要包括开卷机、五辊矫直机、左梁、右梁、成型轨道装配、自动焊接装置、运输台车、工作平台及机架等部分,各机构的动力执行机构采用液压传动、并由电气控制系统整体进行调控,设备总体结构如图2所示。

1.工作平台 2.左梁装配 3.右梁装配 4.轨道装配 5.台车装配 6.开卷装置图2 自动打捆机结构简图Fig.2 Structure diagram of automatic strapping machine
2.2 结构特点
在机械机构上,为保证打捆带的顺利送进,在打捆带开卷后设置三辊/五辊矫直机;打捆带的最终包装捆型为矩形,穿带过程打捆带要经过多处折弯,因此设计的打捆带运行滑道应该保证穿带顺畅,且能实现基本捆型;为保证捆带的收紧、折弯和剪切效果以及精度,采用液压技术配合电气控制完成各工艺动作,实现机电液的高效一体化;同时考虑到厚带联接不适合卡扣方式,采用捆带专用的自动焊接设备,保证焊接质量和效率。
3 创新技术
本项目的实施过程中,开发了多项技术,主要有:
(1)开发了运行稳定、高效的热轧窄带钢多卷自动打捆机捆扎工艺,研制了带自动焊接功能的全自动窄带钢多卷自动打捆机,并应用于企业生产线;
(2)设计了厚打捆带送进与转弯动作的滑道(见图3所示)和保证穿带顺畅的夹送辊,优化了矫直机配置参数;
(3)研制出打捆带带头卡拉装置如图4所示,可保证打捆带在完成捆型后通过该装置的动作实现打捆带的有效卡紧和拉紧,保证打捆带的捆扎强度;

1.摇杆机构 2.滑道图3 捆带成型的滑道结构示意图Fig.3 Slide structure schematic of strapping forming
(4)构建了打捆带自动焊接设备,自主研发了三维全自动焊接机,包括焊接机、主梁、驱动机构、信号反馈机构和位置调节机构等多个运行模块,通过该设备的驱动机构自动寻找焊点并对中,完成钢带焊接工序。
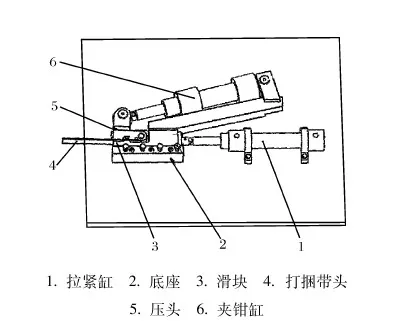
1.拉紧缸 2.底座 3.滑块 4. 打捆带头 5.压头 6.夹钳缸图4 打捆带带头的卡拉装置Fig.4 Tightening device of bundled tape head
4 结束语
通过分析国内热轧窄带钢生产和打捆包装工艺的应用现状,指出了其过程存在打捆效率低、工人劳动强度大以及打捆质量差等问题。针对这些问题深入分析,寻找对策,研发了一种热轧窄带钢多卷自动打捆机。该设备采用了自动穿带、带头卡拉装置以及三维全自动焊接机等多项具有自主知识产权的专利技术,运行过程实现了较高程度的自动化,现场反馈信息表明,该设备生产效率高、且操作简单,大大降低了工人的劳动强度。该设备的成功研制和工业应用填补了我国热轧窄带钢多卷自动打捆生产线的空白,具有推广价值,在国内外热轧窄带钢生产线中具有广阔的应用前景。
[1] 谢二虎, 李轲, 陶晶, 等. 双卷筒卷取机的国产化研究与设计[J]. 重型机械, 2014(2): 72-75.
[2] 李成群, 孙常伟, 张净霞. 双轨道棒材打捆机拧丝装置的研究[J]. 机床与液压, 2015, 43 (16): 102-104.
[3] 张路漫, 惠世民, 高洪军. X80管线钢钢卷打捆方式研究[J]. 重型机械, 2010(4): 26-29.
[4] 张江安, 谢咏山, 王勇勤, 等. 大型钢卷自动打捆机摆动机构的优化设计[J]. 重型机械, 1999(6): 50-54.
[5] 王程阳, 王岩. 全自动打捆机控制系统[J]. 自动化应用, 2014(8): 58-59, 62.
[6] 杨海江. S7-200在KYS-1500/50型打捆机中的应用[J]. 自动化应用, 2012(9): 55-56.
[7] 祝刚, 胡建敏, 李卫国. 热轧带钢气动式打捆机控制优化[J]. 江西冶金, 2014, 34 (5): 38-40.
[8] 曹励. 基于S7-300的自动打捆机的控制及其应用[J]. 计算机与数字工程, 2011, 39 (02): 180-183.
[9] 蔡林智, 付永领, 彭朝琴. 全自动钢卷打捆机机头摆臂机构优化设计[J]. 制造业自动化, 2013, 35 (6): 47-49.
[10]高强. 基于S7-300的自动焊接系统研究[J]. 制造业自动化, 2011, 33 (3): 33-34.
Design and development of multi-coil automatic strapping machine for hot rolled narrow strip
ZHANG Shao-zhuang1, GUO Yan-jun1, BAI Ming-hua2, ZHANG Zhi-ming1, LONG Hu1, REN Su-bo2
(1.Qinhuangdao Xizhongsuo Yanda Heavy Machinery Research Institute Co., Ltd., Qinhuangdao, 066004, China;2.National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Yanshan University,Qinhuangdao 066004,China)
This paper successfully developed a multi-volume automatic hot rolled narrow strip balers, in order to solve the multi-volume narrow steel strapping and bundling step manual welding brings efficiency, labor-intensive and do not match the mill efficiency and other issues, through technology research, integrated use of modern packaging machines and automatic welding theory, the device has a simple structure, small footprint, smooth operation, high degree of automation, for improving the narrow strip hit bundle production process technology behind the current situation has important application value, the device has been in a domestic steel narrow strip production line industrial test, and achieved good results.
narrow strip; automatic strapping machine; structural design
2015-11-29;
2015-12-15
张少壮(1968-),男,工程师,主要从事冶金机械设计研究工作。
任素波(1980-),男,燕山大学副教授,博士。
TF333.4
A
1001-196X(2016)02-0021-04
