一种新型的毛毯绷缝自动化生产线设计与实现
2016-03-18Designandimplementationofnovelblanketsewingautomaticproductionsystem
Design and implementation of novel blanket sewing automatic production system
李 阳
LI Yang
(中国船舶重工集团公司第七一六研究所,连云港 222061)
一种新型的毛毯绷缝自动化生产线设计与实现
Design and implementation of novel blanket sewing automatic production system
李阳
LI Yang
(中国船舶重工集团公司第七一六研究所,连云港 222061)
摘 要:针对传统的毛毯绷缝工作环境差、劳动力缺乏、人工成本持续高涨等现象,以固高CPAC控制器为核心,综合运用伺服控制技术,传感器技术、以太网通信技术等,设计了一种新型的单层毛毯绷缝自动化生产线。样机试验结果表明,该生产线可大大提高毛毯绷缝的生产效率和工艺一致性,节省大量的人力成本,具有十分广阔的应用前景。
关键词:毛毯绷缝;CPAC控制器;自动化生产线;高效
0 引言
近年来,我国纺织工业面临的压力越来越大。传统的竞争优势,如低原材料、劳动力成本等正逐渐丧失[1]。国内落后的纺织机械技术和发达国家的反倾销步伐,也制约着我国纺织工业的发展[2]。以单层毛毯绷缝为例,目前绝大多数毛毯厂仍采用手工操作,人工进行裁边、裁圆角和绷缝工作。工人们从事着重复的低端劳动,工作环境恶劣,并且每个工人的技能各不相同,生产的产品也良莠不齐。与此同时,随着人工成本的持续高涨,国内各毛毯厂还面临着“用工荒”、“招工难”等问题。
以此为契机,通过充分的调研和准备,综合运用各种技术,设计了涵盖各种运动机构的毛毯绷缝自动化生产线,实现了毛毯上料—裁断—抓取—裁圆角—绷缝—制出成品等一系列自动化生产过程,大大提高了毛毯的生产效率和工艺一致性。
1 毛毯绷缝自动化生产线的工作原理
图1给出了毛毯绷缝自动化生产线的总体布局,由上料小车1,进料装置2,传送带3,裁断机构4,绷缝机构5,切圆角机构6,绷缝工作台7等组成。图中虚线所示的绷缝工作台数量可根据客户的生产需求进行配置。
进料装置将上料小车里的成卷毛毯经裁断机构连续不断地送入传送带,通过视觉控制器确定图案毛毯的后端时,进料装置和传送带同时停止,裁断机构裁断毛毯;传送带继续运转,通过视觉控制器确定图案毛毯的前端时,传送带停止,同时,绷缝工作台及其上方的抓压机构工作,将裁断的毛毯抓取至绷缝工作台上,工作台和抓压机构一起返回原点;在返回过程中,切圆角机构和绷缝机构相应的低速工作;进料装置和传送带开始继续运行,将裁断的毛毯传送至抓取位置,等待抓压机构下一次抓取。当工作台回到原点后,切圆角机构和绷缝机构开始高速运行,完成对毛毯的切边和绷缝。

图1 毛毯绷缝自动化生产线布局图
2 机械设计

图2 毛毯绷缝自动化生产线三维图
图2给出了毛毯绷缝自动化生产线(仅1个工位)的三维图,主要由自动对中展开机构1、自动纠偏机构2、自动压紧机构3、驱动机构4、裁断机构5、传送带6、绷缝工作台7、抓压机构8、切圆角机构9和绷缝机构10等部分组成。
1)自动对中展开机构
由气缸、左右摆动和螺旋辊轴机构组成,实现初步对中毛毯和消除毛毯皱褶功能。
2)自动纠偏机构
由气缸、光电管和左右摆动机构组成,实现毛毯对中微调功能。
3)自动压紧机构
由气缸、压紧轮组成,配合驱动机构实现毛毯牵引功能。
4)驱动机构
由针轮和电机组成,实现牵引毛毯功能。
5)裁断机构
由无杆气缸和电切刀组成,实现毛毯裁断功能。
6)传送带
主要实现毛毯的传送功能,上面安装有边沿检测开关和视觉控制系统。
7)绷缝工作台
主要由工作台面和导轨等组成,提供毛毯绷缝所需的工作台面和切圆角机构、绷缝机构的运转平台。
8)抓压机构
由气缸、压板、毛毯夹紧机构等部分组成,实现毛毯的抓取和压紧功能。
9)切圆角机构
由裁刀、驱动电机、汽缸和垃圾箱等组成,实现毛毯切边、毛毯废料收集及倒垃圾等功能。
10)绷缝机构
由裁刀、绷缝机、驱动电机、汽缸等组成,实现毛毯绷缝及毛毯收尾处理功能。
3 硬件设计
根据总体布局形式和模块化设计思想,采用主从分布式控制方式。主控制器主要控制上料装置和传送带的三台电机,以及上料装置的汽缸、光电开关等设备。从控制器主要控制绷缝工作台、抓压机构、切圆角机构和绷缝机构的六台电机,以及相关的汽缸、裁刀等辅助设备。系统硬件架构如图3所示。

图3 系统硬件架构图
主、从控制器经过过孔中间滑环,采用以太网通讯,通过网络变量交换数据信息[3]。主控制器的IP地址设为192.168.0.2,从控制器的IP地址设为192.168.0.3。为实现传感器信号的采集以及电磁阀等设备的控制,控制系统采用多个扩展IO模块进行级联,级联时需要进行地址设置,地址编码遵循“8421”编码原则,级联中第一个和最后一个串口端子的拨码开关拨至ON,其他端子拨至OFF。
表1给出了毛毯绷缝自动化生产线主要元器件的选型情况。系统所用的断路器、空气开关、热保护器、开关电源、中间继电器等均采用施耐德产品;所用的气路调压阀、过滤器、电磁阀等均采用亚德客产品;所用的伺服电机、伺服驱动器等均采用松下产品。
4 软件设计
图4给出了固高科技的OtoStudio软件开发环境界面。OtoStudio提供符合IEC61131-3标准的六种编程语言[4],即指令表语言、功能块图、连续功能图、梯形图、结构化文本,顺序功能图。通过该开发环境可以实现系统的启停控制以及用户参数设置;通过与从控制器建立实时通信链接,将主控制器的控制信息传送给从控制系统,同时接收从控制系统的反馈信息,动态显示各功能机构的工作状态[5]。

表1 主要元器件选型
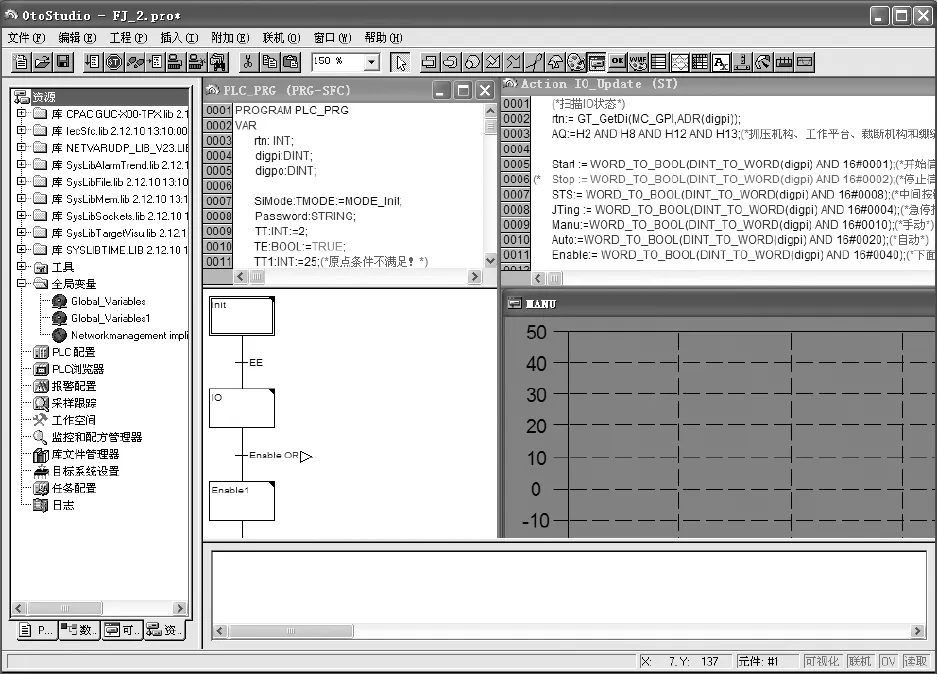
图4 OtoStudio开发环境界面
图5给出了进料装置和绷缝工作台一对一时的主、从控制器的控制流程图。若一台进料装置对应N个绷缝工作台,则每个绷缝工作台都需配备一个不同优先级的标志位Flag_Nx,工作台在工作时,该标志位为FALSE;工作台在等待时,该标志位为TRUE。

图5 主、从控制器流程图
图6给出了毛毯切割边界定位系统图。视觉控制器对CCD摄像头采集到的毛毯图像进行分析处理,将处理后的数据送入主控制器,由主控制器对数据进行处理并控制传送带驱动电机启停,裁断机构动作切断毛毯。
5 样机试验
图7给出了毛毯绷缝自动化生产线的样机实物图。试验中,以所选驱动绷缝机的伺服电机额定转速(3000r/min)为极限,设定了一组速度参数。经过测试,绷缝一条毛毯仅需2.5分钟,若以1台进料装置匹配4个绷缝工作台,则该生产线1天可加工2000条毛毯,节省10个工人。由于所选的绷缝机最大转速为5000r/min,通过选择合适的驱动电机或者同步轮变比,可进一步提高毛毯绷缝的生产效率。

图6 毛毯切割边界定位系统

图7 毛毯绷缝自动化生产线样机
此外,通过人工和自动化生产线的毛毯绷缝效果对比发现,无论在饱满度方面,还是工艺一致性方面,自动化生产线的毛毯绷缝效果都较人工好。
6 结束语
本文设计的毛毯绷缝自动化生产线操作简单,能够解决工序间的物流、信息流、工序转换的自动化,进一步提升纺织品质量,大幅提高劳动生产率,解决了“用工荒”等实际问题,符合我国“转型升级,提高产业核心竞争力”的“十二五”发展规划。
参考文献:
[1] 蒋程鹏,吕建敏.论纺织机械自动控制技术的重要作用[J].纺织器材,2009,36(4):40-43.
[2] 吕渭贤.我国纺织机械行业自动化技术应用现状与发展趋势[J].江苏纺织,2004(5):8-11.
[3] OtoStudio运动控制库编程手册[K].
[4] OtoStudio可视化界面开发手册[K].
[5] 李阳,郭旭东,宋鑫,等.基于CPAC的毛毯绷缝自动化生产线[J]. PLC&FA,2015(1):58-60.
加工与制造
作者简介:李阳(1986 -),男,江苏徐州人,工程师,工学硕士,研究方向为工业自动化控制、机器人研究与应用。
基金项目:国家自然科学基金青年基金项目(61305050);江苏省自然科学基金青年基金项目(BK2012236)
收稿日期:2015-10-09
中图分类号:TP29
文献标识码:A
文章编号:1009-0134(2016)01-0030-03
