反应堆压力容器视频检查控制系统
2016-03-16朱传雨王贤彬金国栋
朱传雨,林 戈,王贤彬,金国栋
(中广核检测技术有限公司, 苏州 215021)
反应堆压力容器视频检查控制系统
朱传雨,林戈,王贤彬,金国栋
(中广核检测技术有限公司, 苏州 215021)
摘要:反应堆压力容器是核电厂和核动力系统装置中最重要的设备之一,在一回路系统中承受高温、高压和强烈的中子辐照。为了完成对其视频检查的无损检测目标,设计了基于可编程逻辑控制器(PLC)为主控制器的反应堆压力容器视频检查控制系统,实现了反应堆压力容器堆焊层的视频检查。系统现已用于核电站的役前和在役检查中,取到了较好的效果。
关键词:反应堆压力容器;视频检查;可编程逻辑控制器
反应堆压力容器(Reactor pressure vessel, RPV)作为一回路主设备,一方面是为了满足高承压运行工况的机械性能要求,选用合金钢(通常是碳钢)作为基体材料;另一方面考虑到一回路工作介质对反应堆中子慢化的需要,须使用含硼的硼酸水,但硼酸水对碳钢具有一定的腐蚀性,碳钢设备在与硼酸水接触的内表面必须增加不锈钢堆焊层来隔离一回路中硼酸水对合金钢的腐蚀[1]。鉴于堆焊层的重要作用,在核电厂和核动力装置的检验规范和大纲中,对容器的堆焊层有着无损检验的强制要求[2-3],需要按时、定期地对堆焊层进行目视检查,以确定堆焊层状态的完好。
但是,上述检测部位处于核电站的高放射性环境区域,不容许人员靠近来进行直接的目视检查。为了完成对该部分的视频检查,笔者设计了反应堆压力容器视频检查控制系统,采用摄像机对其拍摄的方法进行间接目视检查。
1设备控制系统设计
该视频检查控制系统主要由机械设备、电气控制设备以及上位机控制软件构成,系统整体设计方案如图1所示[4-6]。
机械设备主要包括4个摄像头、3个旋转云台、4个高亮LED灯以及与其配套使用的固定安装支架等整体设备[5]。
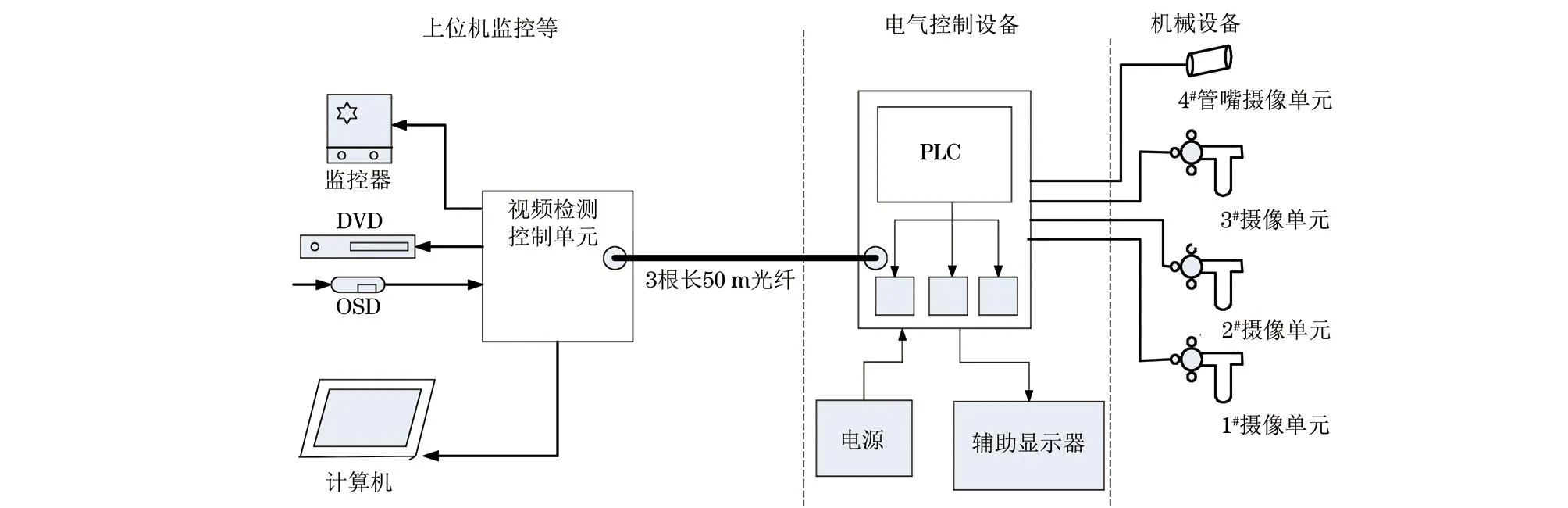
图1 控制系统构成示意
电气控制部分是整个控制系统的核心,采用了可编程控制器PLC(Programmable Logic Controller)配以相应的模拟、数字量输入输出I/O模块,实现对旋转云台、摄像头光圈、聚焦与视场范围、LED灯亮度等进行调节和控制。
PLC采用MODBUS/TCP通信协议,通过以太网与上位控制计算机连接,同时用3根长50 m的光纤来传输摄像头采集的视频信号和网络信号。
1.1 机械设备
实际检测中,机械设备是在水下进行作业的,故需选用防水、密封性能好的摄像单元。这里除管嘴摄像单元,其他摄像单元(见图1)选用由摄像头、旋转云台、LED灯以及支持模块部分组成的一体化摄像机,整体结构如图2所示。
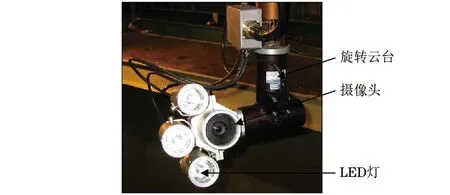
图2 水下完整摄像单元外观
其中,摄像头像素为28万、36倍光学变焦,供电电压11~30 VDC。
旋转云台内有两个直流电机,供电电压24 VDC,扭矩13.56 N·m,具有上下、左右旋转的能力,控制这两个方向运动的主要电气接口参数:Tilt CCW:+24 V控制云台向下(逆时针)运动;Tilt CW :+24 V控制云台向上(顺时针)运动;Pan CW:+24 V控制云台向左(顺时针)运动;Pan CCW :+24 V控制云台向右(逆时针)运动。
采用照度与卤素灯相似而功耗小(功率45 W)的LED灯代替24 V/250 W的卤素灯,亮度在0~10 V间连续可调,控制简便。采用开关电源替代环形变压器,消除了可控硅调相电路可能对视频信号的干扰。
4#摄像头专用于管嘴检测,自带照明、抗辐照、44万像素和10倍光学变焦。
1.2 电气控制设备
系统硬件设计结构框图如图3所示,核心控制器选用可编程智能控制器PLC APAX5520KW。APAX-5520KW连接不同的APAX-5000系列的通用I/O模块,文章选用24通道数字量通用输入模块DI-5040(1块,DP0),24通道数字量通用输出模块DO-5046(2块,DP1,DP2)和模拟量通用输出模块AO-5028(1块,DP3)来构成PLC控制系统,实现系统所需的3个旋转云台控制、4个摄像头调焦、光圈等控制、4个LED灯开关控制任务和3个模拟量控制。其中,用DP1-5046 DO控制1#,2#摄像头的旋转云台、LED灯开关和摄像头(光圈、聚焦等),DP2-5046 DO控制3#摄像头旋转云台、LED灯开关和摄像头(光圈、聚焦等),DP3-5028 AO控制1#、2#、3#LED灯亮度调节。

图3 硬件控制结构框图
1.2.1APAX-5520KW工作模式选择
APAX-5520KW是一款支持XScale PXA270 CPU和Windows CE.NET操作系统的紧凑型可编程控制器,具有低功耗、无需散热的特点,具有更高的可靠性。Windows CE的操作系统安装在内置闪存卡中,无需外部硬盘或CF卡。此外,APAX-5520KW还提供了一个内置CF卡插槽用于数据的存储,支持两种操作模式:
(1) 当连接至APAX-5000 I/O模块时作为一台独立的控制器,编程环境为PLC的IEC-61131-3软逻辑编程工具KW-MultiProg。 KW-MultiProg支持指令表(IL)、结构文本(ST)、功能块图(FBD)、顺序功能图(SFC)和梯形图(LD)。编程完成之后,程序下载至APAX-5520KW,内置KW-ProConOS核会控制程序的执行。
(2) APAX-5520KW与其他CPU模块结合,控制提供了双CPU机构。在这种架构中,APAX-5520具有更好的APAX-5000 I/O模块控制以及实时控制性能;而其他CPU模块执行其他需要更高计算性能的任务,如HMI/SCADA、数据库、通信和方法等。如果CPU模块出现任何故障或者挂起,APAX-5520KW会继续执行I/O控制任务以保证系统可靠性。
文章选用第一种模式,即KW MultiProg+ProConOS的模式,APAX-5520KW作为一台独立的控制器,具有实时I/O控制性能。
1.2.2通信协议
APAX-5520KW控制器与上位机之间通过以太网接口进行通信,APAX-5520KW支持Modbus功能。Modbus能为用户应用提供高扩展性和高适应性的强大功能,其中包括以下几个方面:① Modbus/RTU Master功能,连接Modbus/RTU远程I/O模块。② Modbus/RTU Slave功能,连接HMI/SCADA软件或通过串口连接Modbus Master设备。③ Modbus/TCP Server功能,通过以太网连接HMI/SCADA软件。④ Modbus/TCP Client功能,连接Modbus/TCP远程I/O模块。
上述Modbus/RTU Slave功能和Modbus/TCP Server功能唯一不同的是Modbus/RTU通过串口操作,而Modbus/TCP通过以太网操作。笔者选用第三种功能,即APAX-5520KW控制器通过以太网支持Modbus/TCP server功能,为Modbus功能保留的16 k Bytes存储空间支持Modbus/TCP server功能与其他设备交换数据,上位机通过软件直接存取其存储空间的I/O点。
2软件实现
系统软件设计包括下位机和上位机监视控制两部分,下位机PLC的组态编程在KW-Multiprog V4.6软件上实现,上位机监控控制软件采用高级C语言来设计完成。
下位机软件设计是整个控制系统设计的核心,主要利用PLC编程梯形图(LD)来完成要求的设计任务[7-8],包括以下模块部分。
(1) 云台旋转控制模块
用梯形图编程控制云台的正反与上下旋转,带动摄像头运动而到达被检测区域。其中,正反旋转的梯形图设计如图4所示。在摄像头电源打开的情况下,即常开触点CAM_VCC_1置1的前提下,用辅助触点A_PAN_CW和A_PAN_CWW的点动互锁模式来控制云台正(PAN_CW_1)、反(PAN_CCW_1)转。
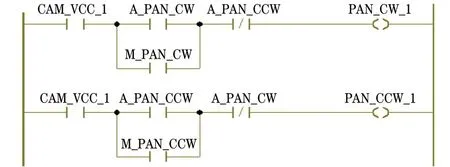
图4 云台正反转向梯形图设计示意
(2) 摄像头聚焦、光圈等控制模块
包括摄像头聚焦、光圈和视角范围的调节控制,可使检测区域的拍摄更加清晰。其中,聚焦调节梯形图设计如图5所示。在摄像头电源打开的情况下,即常开触点CAM_VCC_1置1的前提下,用辅助触点A_Focus_H和A__Focus_L的点动互锁模式来控制焦距缩放(Focus_H_1,Focus_L_1)。
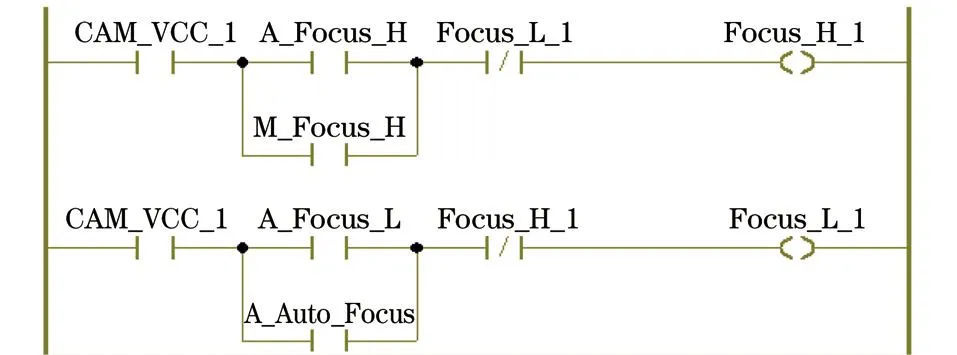
图5 摄像头聚焦调节梯形图设计示意
(3) LED灯亮度调节模块
使用模拟量输出模块APAX5028,使用寄存器缓存亮度调节值,配置成0~10 V连续可调,以达到调节灯光亮度的目的。
上位机软件采用高级语言C来设计完成,设计流程图如图6所示。
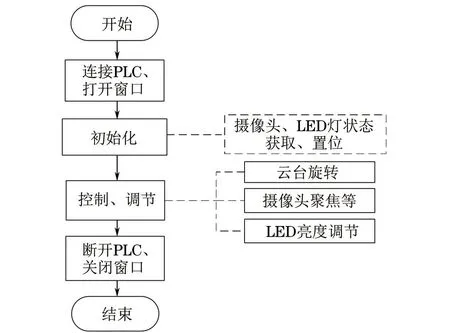
图6 上位机软件设计流程图
根据流程控制要求,设计上位机控制界面如图7所示[9],共可分为四大功能模块,按钮功能具体如下:Camera ON/OFF按钮对摄像头设备进行启/停控制;Light ON/OFF按钮对LED灯开/关控制,分别都设有相应软件指示灯;上下左右四个箭头按钮用来控制云台上、下、左、右旋转;ZOOM≪/≫,FOCUS≪/≫,EXP≪/≫分别对摄像头视角范围、聚焦、光圈等进行缩放调节;上下滚动条用来调节灯光亮度,调节到最上端时,对应0 V输出,灯光最暗,调节到最下端时,对应10 V输出,灯光亮度最大;ON/OFF按钮对所有摄像头和LED灯的开/关控制。

图7 上位机主控制界面图片
整个控制界面结构清晰,可视性强,操作简单,可以大大降低人为失误造成的损失。该系统已在某核电站的役前和在役检查中应用,结果表明系统控制精度高,调节速度快,实用性强,可快速有效完成堆焊层的间接目视检查。图8为国内某电厂反应堆压力容器筒体堆焊层视频检查现场应用图片,图9为筒体堆焊层检查的视频拍摄图像。
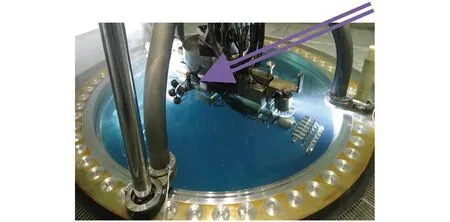
图8 反应堆压力容器现场视频检查图片
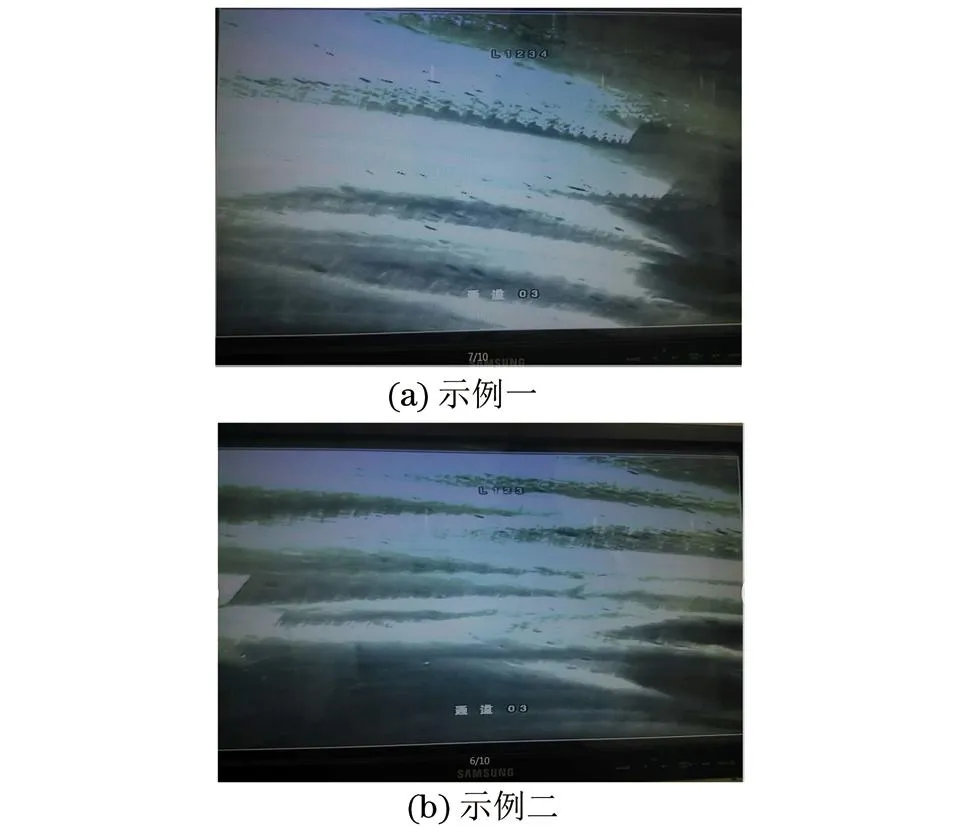
图9 筒体堆焊层检查视频图像示例
3结语
综合考虑了机械、电气控制等方面诸多因素,利用上位机和PLC之间的远程通讯,设计了基于可编程逻辑控制器为主控制器的反应堆压力容器视频检查控制系统,成功实现了高放射性环境下反应堆压力容器堆焊层的水下视频检查。该系统多次应用于国内核电机组(红沿河、宁德、大亚湾、阳江和防城港电站等)的役前和在役检查中,结果表明系统控制精度高、调节速度快、可快速有效完成堆焊层间接目视检查。
参考文献:
[1]陶于春,梁瞻翔,林忠元,等.压水堆核电站在役检测用无损检测技术发展状况[J].无损检测,2009,31(12):959-966.
[2]RSE-M压水堆核电厂核岛机械部件在役检查规则(1997版,2005补遗)[S].
[3]ASMEBoiler and pressure vessel code, section XI-rules for ISI of NPP components,2004[S].
[4]吴健荣,陈怀东,林戈,等.反应堆压力容器检查机支撑腿的设计及可靠性研究[J].无损检测,2013,35(11):15-18.
[5]朱传雨,林戈,陈怀东,等. 反应堆压力容器主螺栓超声检查设备控制系统的设计与实现[J].无损检测,2013,35(11):7-10.
[6]李明,陈怀东,肖学柱,等. 核电站反应堆压力容器超声检查技术及装备研究[C]. 电力系第十一届无损检测学术会议论文集. 西宁:中国电机工程学会火力发电分会,2009:71-82.
[7]陈洁. PLC入门与应用案例[M]. 北京:中国电力出版社,2011.
[8]汪明珠,范祖光,解苑明,等. 基于PLC的控制棒驱动机构复验[J]. 核电子学与探测技术,2011,31(10):1140-1142.
[9] (英)JOHN Sharp. Visual C#2010从入门到精通[M].周靖,译.北京:清华大学出版社,2011.
The VT Inspection Control Device in the RPV
ZHU Chuan-yu, LIN Ge, WANG Xian-bin, JIN Guo-dong
(CGNPC Inspection Technology Co., Ltd., Suzhou 215021, China)
Abstract:As one of the key components of Nuclear Power Systems, Reactor Pressure Vessel (RPV) has to be applicable for the environment with high-pressure, high-temperature and strong radiation from neutrons. In order to monitor the RPV′s running conditions, and to avoid the dangerousness to human from touching, a video-inspection system has been designed and complimented, which is mainly based on the programmed logical circuit (PLC) to control RPV finely and perfectly with the considerations from mechanics and electronic connecting. The feedbacks from the engineering application proved the good efficiency of this system.
Key words:Reactor pressure vessel; Video testing; Programmed logical circuit
中图分类号:TL38+6;TG115.28
文献标志码:A
文章编号:1000-6656(2016)02-0052-04
DOI:10.11973/wsjc201602013
作者简介:朱传雨(1983- ),男,硕士,电气工程师,主要从事核电无损检测技术研究和设备研制工作。
收稿日期:2015-05-12
