3D打印桌面机制作砂型模具制品分析
2016-03-13张涛刘丰丰张玉蕾王成硕焦志伟
张涛,刘丰丰,张玉蕾,王成硕,焦志伟*
(1.珠海天威飞马打印耗材有限公司,广东 珠海 519060
2.北京化工大学机电工程学院,北京 100029)
3D打印桌面机制作砂型模具制品分析
张涛1,刘丰丰2,张玉蕾2,王成硕2,焦志伟2*
(1.珠海天威飞马打印耗材有限公司,广东 珠海 519060
2.北京化工大学机电工程学院,北京 100029)
3D打印技术由于其简单的加工成型工艺、优异的材料利用率等一系列优点已被人们广泛关注。就目前而言,3D打印技术仅适用于小批量及个性化零配件制品的生产加工,应用范围较窄。本文选用FDM熔融沉积成型技术,以PLA线性材料作为打印原材料制作砂型模具制品,后期使用铸造成型工艺进行批量生产零配件制品。实验结果表明:3D打印制品具有良好的力学性能,3D打印制品可作为砂型模具使用,后期可使用该模具进行铸造成型工艺批量生产小型制品。本文验证了FDM熔融沉积成型技术制备砂型模具具有可行性,且模具后期可用于铸造成型工艺,验证了通过3D打印技术完成批量生产制品的可行性。
聚乳酸;熔融沉积成形;模具;铸造成型;批量生产
3D打印技术又称快速成型技术,根据其独特的“增材制造”技术已成功从多种传统机加工“减材制造”方法中脱颖而出,成为世界各国科研工作者研究的热点以及重点之一[1~3]。3D打印“增材制造”,顾名思义,就是通过材料的逐层堆积,最后形成一个三维实体制品[2,4]。目前,3D打印技术有许多分类:FDM熔融沉积成型技术、SLS选择性激光烧结技术、SLM选择性激光融化成型技术、SLA平板立体印刷技术等[3],不同技术对应成型的材料也有较大差别。3D打印技术在各行各业已有了广泛的应用,例如航空航天、生物医疗、工业制造、教育模型等领域都有所涉
及 [2,3,4,6]。
现如今社会发展较快,产品的更新换代频率大幅度提高。所以企业研发速度直接影响到企业的产品竞争力[5]。使用3D打印技术可快速开发制造产品,而该技术的应用同样也局限于其单个零配件的生产制造以及个性化定制或小批量制品的生产制造,不适合大批量生产零配件[5~6]。所以为了提高产品竞争力,加快新制品研发速度,增加企业效益,需结合3D打印技术以及铸造成型技术,可为快速研发及批量生产提供新的技术平台[3,7,8]。
本文拟采用基于FDM熔融沉积成型技术的三维打印机,加工适于铸造成型工艺的硬质模具,并使用该模具进行砂型铸造得到金属制品。这样可大大缩短制品成型速度,缩短制品研发周期,扩大3D打印技术的应用范围。
1 仪器与材料
1.1 实验材料
由于聚乳酸(PLA)具有良好的可成型性能,而且无毒无害可生物降解,属于可再生的绿色高分子材料。所以本文选用聚乳酸(PLA)丝料作为打印原材料。本文选用的原材料:Φ1.75 mm聚乳酸(PLA)3D打印线材,天威飞马打印耗材有限公司。
1.2 主要设备及仪器
本文选用天威自主开发的天威CoLiDo M2020桌面3D打印机,该设备最大的优点是成型精度高、工作状态稳定。
1.3 3D打印模型的制备
针对本文所提出的结合3D打印技术以及砂型铸造成型技术,先使用UG三维建模软件进行模具制品的三维建模工作。在建模时需要考虑加工余量、拔模斜度等重要信息。选用UG建模,在转化为STL文件格式时,会保留细小的特征点。这样可以使打印的模型更加精细化。本文选用的三维打印机为天威自主研发的天威Co Li Do M2020桌面小型3D打印机,如图1所示,该机器可成型200 mm×200 mm×200 mm的制品,其成型精度高,打印工作时性能稳定。使用天威飞马打印耗材有限公司自主生产的Φ1.75 mm聚乳酸(PLA)3D打印线材加入天威CoLiDo M2020桌面3D打印机中进行制品的打印工作。

图1 天威Co Li Do M2020 桌面3D打印机
根据所设计模型的尺寸以及形状如图2所示,设置切片软件打印参数。其中:填充率20%;层厚0.2 mm;喷头温度210℃;打印速度为90 mm/s。在保证制品成型精度以及强度得要求下,尽可能使用低的填充率以便节省打印时间及打印物料。
1.4 3D打印模型铸造成型工艺
根据所设定的打印参数,使用天威CoLiDo M2020桌面3D打印机完成3D打印模型制品后,进行后期铸造成型工艺的研究。在进行铸造成型时,需注意选择合适的分型面、浇注口以及铸造圆角。这对于制品的成型质量有着至关重要的作用。
2 结果与讨论
2.1 3D打印设备以及材料分析
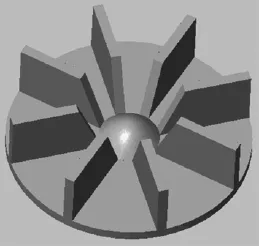
图2 使用UG软件建立三维模型结构
使用天威CoLiDo M2020桌面3D打印机制作模型打印,成型精度较高,设备打印工作状态稳定,完全可一次成型该零件打印工作(如图3)。天威飞马打印耗材有限公司自主生产的Φ1.75 mm聚乳酸(PLA)3D打印线材表面光滑、粗细均匀,完全可应用于高精度3D打印设备制造打印制品。所以该材料可应用于天威CoLiDo M2020桌面3D打印机打印制作模型制品工作,且成型强度、精度较为理想。

图3 天威CoLiDo M2020桌面3D打印机打印过程图
2.2 3D打印制品分析
通过使用天威CoLiDo M2020桌面3D打印机完成制品的打印工作,如图4所示,可以看出制品成型精度较好,强度满足使用要求。因为通过使用FDM熔融沉积成型技术制作的模型表面都会出现层层堆积产生的棱角,所以在设计初必须考虑后期简单加工,需留出一定的加工余量。
2.3 铸造成型制品分析
完成模型制品的打印后进行型砂固定工作。选择底面作为分型面,可有效完成该模型制品的铸造成型。如图5所示,选择铝合金作为铸造材料,可得到质量较轻、易于后期简单加工的合金制品,如图5(a)所示。使用后该3D打印模型不会损坏,可继续使用,如图5(b)所示。这样就可以进行快捷的小批量生产合金制品。
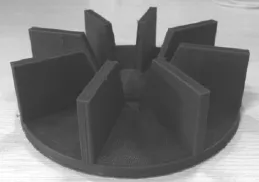
图4 完成打印模型制品

图5 铝合金铸造材料
3 结论
(1)采用FDM式熔融沉积成型3D打印设备制造铸造成型模具具有可行性,且模具制造周期短,精度较高,可保证正常使用。
(2)通过使用3D打印成型的模具可用于铸造成型工艺中制造金属或其他材料的制品研发工作,且成型周期短,工作效率高。
(3)本文验证了通过FDM熔融沉积成型技术与铸造成型工艺相结合完成批量生产制品具有可行性。
[1] 李栋, 唐坤贵, 付龙. 3D打印的汽缸盖砂芯[J]. 铸造, 2016, 65 (4): 325~328.
[2] Alan F J. Development of a Valve-based Cell Printer for The Formation of Human Embryonic Stem Cell Spheroid Aggregates[J]. Biofabrication. 2013, (1): 1~12.
[3] 于彦奇. 3D打印技术的最新发展及在铸造中的应用[J]. 铸造设备与工艺, 2014, (2): 1~4.
[4] Alan Faulkner-Jones. Development of a valve-based cell printer for the formation of human embryonic stem cell spheroid aggregates[J]. Biofabrication, 2013, (1): 1~12.
[5] 王颖, 袁艳萍, 陈继民. 3D打印技术在模具制造中的应用[J].电加工与模具, 2016 (1): 14~17.
[6] 王波, 王仙萌. 基于3D打印技术的模具制造[J]. 模具, 2014 (3): 78~81.
[7] B.Vamsi Krishna, Susmita Bose, Amit Bandyopadhy -ay. Low stiffness porous Ti structures for load-bearingimplants[J]. Acta Biomaterialia, 2007, (3): 997~1006.
[8] 傅俊, 殷国富, 王泽忠. 在铸造生产中应用3D打印技术发展展望[J]. 装备制造与教育, 2014, 28 (2): 53~56.
Analysis of sand mold product made by 3D desktop printer
Analysis of sand mold product made by 3D desktop printer
Zhang Tao1, Liu Fengfeng2, Zhang Yulei2, Wang Chengshuo2, Jiao Zhiwei2
(1. Zhuhai Tianwei Feima Printing Supplies Co. Ltd., Zhuhai 519060, Guangdong, China;
2. School of mechanical and electrical engineering, Beijing University of Chemical Technology, Beijing 100029, China)
3D printing technology has been widely concerned because of its simple processing and forming process, excellent material utilization and so on. At present, the 3D printing technology is only suitable for production and processing of small batch and personalized parts, the application range is narrow. This paper chooses FDM fused deposition molding technology, using PLA linear material as printing material to make sand mold products, and using casting molding process for mass production of parts and accessories. The experimental results show that: 3D printing products have good mechanical properties, 3D printing products can be used as a sand mold, and the mold can be used in casting molding process for mass production of small products later. This paper verif es that sand mold preparation by FDM fused deposition molding technology is feasible, and the mold can be used for casting molding process. The paper verif es the feasibility of using 3D printing technology to complete the mass production.
poly lactic acid; fused deposition molding; mold; casting molding; mass production
TQ320.669
1009-797X(2016)24-0070-03
B
10.13520/j.cnki.rpte.2016.24.020
(R-03)
张涛(1967-)男,博士,天威飞马打印耗材有限公司总经理。
2016-11-08