锅炉受热面管内壁氧化皮检测探讨
2016-03-04王海涛
王海涛
摘要:文章阐述了锅炉高温受热面管中奥氏体不锈钢管和铁素体管(T91、T23、G102、12Cr1MoVG)内壁氧化皮生成脱落的机理,指出磁通量测量原理专用仪器可准确快速检测奥氏体不锈钢管弯头氧化皮堆积状态,高频超声波原理专用测量系统可测量铁素体管内壁氧化膜厚度并实现炉管剩余寿命评估。并结合自身长期跟踪检测的经验,提出实际检测过程中需注意的几个环节,最后从运行和检修管理角度总结防治氧化皮脱落堵塞的几点措施。
关键词:氧化皮;磁通量;高频超声波
中图分类号:TP391 文献标识码:A 文章编号:1009-3044(2015)36-0134-03
Abstract: Author presented the mechanism of building and stripping for oxide skin from austenitic stainless steel pipe and ferrite steel pipe(such as T91、T23、G102、12Cr1MoVG), and pointed out the special tester based on the magnaflux method can test the oxide skin blockade condition at austenitic stainless steel pipe elbow quickly and accurately. the testing system based on the high frequency ultrasonic can measure the internal oxide skin thickness of ferrite steel pipe and forecast the residual life of pipe. The author indicated that the remarkable tache of field testing process and presented some prevention and control measurements of oxide skin stripping off problem from operation and maintain management viewpoint.
Key words: oxide skin; magnaflux; high frequency ultrasonic
随着超(超)临界火电机组的投产运行,由于氧化膜与基体金属的膨胀系数差别较大,高温受热面使用的奥氏体不锈钢管内壁氧化皮会出现脱落,停机后堵塞在管子下弯头,易造成超温甚至爆管,这就是众所周知的超(超)临界锅炉氧化皮堵塞爆管问题。实际上根据国内机组的运行情况,亚临界机组的锅炉还存在铁素体(T91、T23、G102、12Cr1MoVG)管内壁氧化皮脱落堵塞问题。而且随时运行时间的增加,亚临界机组出现堵塞问题的现象有愈演愈烈之势。
1 氧化皮脱落机理及不同管材的临界脱落厚度
在长期运行过程中,高温高压蒸汽的氧化作用,锅炉管内壁会生成氧化皮,这种氧化皮在微观上呈现内外两层结构,其中外层成分主要为Fe3O4(有时最外层还有少量Fe2O3相),内层成分主要为尖晶石结构的(Fe,Cr)3O4。当氧化皮生长到一定厚度值时,即临界脱落厚度(不同的管材的临界脱落厚度不一样),在启停炉过程中受管材收缩热应力等的影响,外层氧化物(即主要成分是Fe3O4的外层)就会在内外层分界面产生开裂而剥落,而其内层的(Fe,Cr)3O4一般不剥落。当氧化皮剥落物大量沉积在管子下弯头部位时就会造成堵塞,继而导致炉管超温甚至导致爆管[1]。
奥氏体不锈钢管(如HR3C、SUPER304、TP347HFG、TP347H、TP304)和铁素体管(如T91、T23,G102、12Cr1MoVG)内壁氧化膜脱落均遵循这个机理。区别在于不锈钢管热膨胀系数较铁素体管材大,导致不锈钢管在温差变化时收缩应力更大,因此不锈钢管材外层氧化膜脱落厚度更小,根据权威院所研究表明:奥氏体不锈钢管外层生长到0.10mm毫米就出现脱落,T91管在外层氧化膜厚度达0.15mm时开始脱落,大于等于0.30mm时脱落机率很大;T23、G102和12Cr1MoVG直管段内壁氧化膜厚度大于0.20mm将出现大量脱落。
2 奥氏体不锈钢管检测方法及现场注意事项
2.1奥氏体不锈钢管检测方法
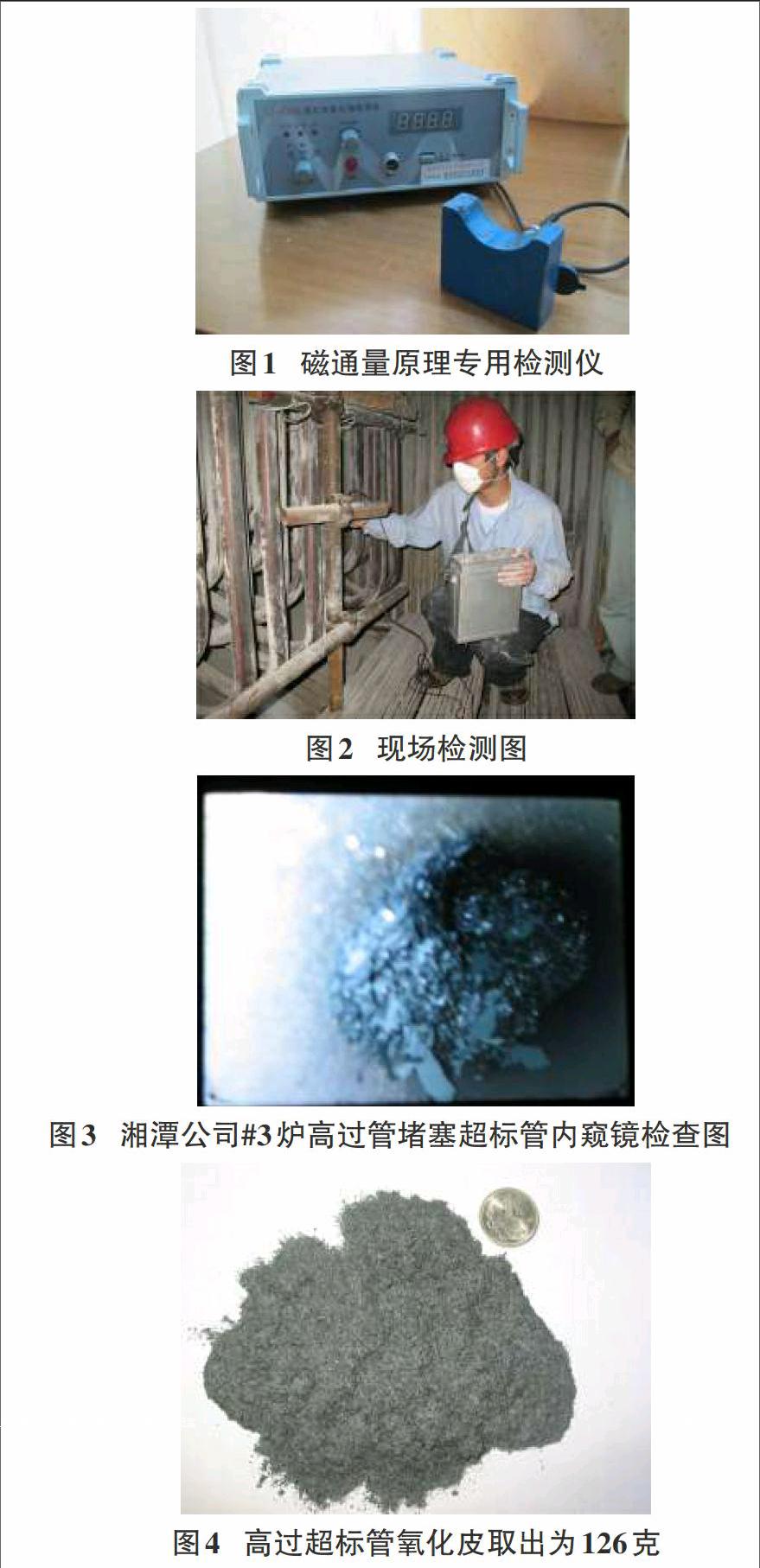
由于奥氏体不锈钢管不导磁,而管内的氧化皮(氧化皮主要成分:大部分是Fe3O4和少量Fe2O3)导磁,因此可采用磁通量检测原理的专用仪器进行检测。附图是我公司自主研发的便携式氧化皮检测仪,其检测灵敏度达1克,线性度良好,可准确判断管内氧化皮堆积状态。根据经验表明:堵塞管内径横面积达三分之一以上的管子建议割管清空处理,堵塞达三分之一以下可不处理,开机过程可以被蒸汽带走。
2.2 磁通量检测原理
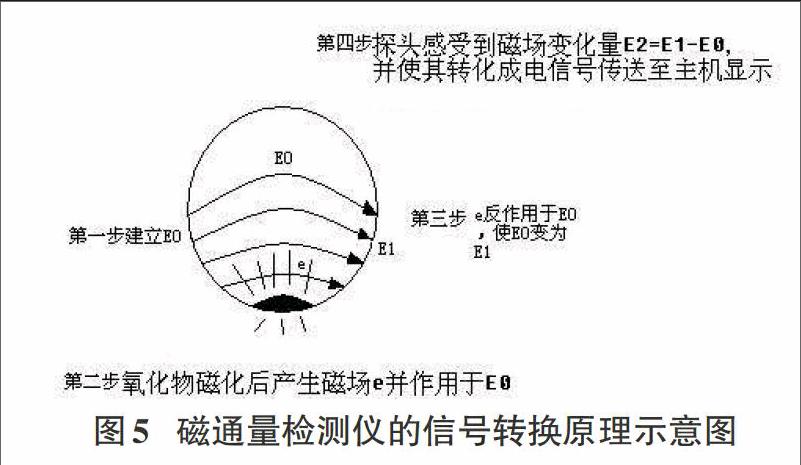
关键是氧化皮使探头的磁通量出现变化,仪器电磁信号转换原理图如下:
第一步:探头在不锈钢管两侧建立一个磁场E0;
第二步:管内氧化物磁化后产生磁场e;
第三步:e反作用于E0,使E0转变为E1;
第四步:由于存在变化量E2=E1-E0,因此探头中的线圈便产生电信号,再传送至主机放大滤波处理后显示。
2.3 现场检测和割管处理过程注意事项
根据笔者六年多来对国内五十余家电厂近二百次的跟踪检测经验表明:要准确判断管内氧化皮堵塞状态,需要注意以下细节:
1)检测探头与管子接触的角度很重要。同样堆积状态,探头接触弯头不同弧面的检测值不一样。正常情况是使探头接触管壁下弧面, 但随着炉型不同,有些高温过热器的炉后弯管与管之间的间隙较小,探头无法接触到弯头正下弧面,往往只能检测弯头的侧下弧面,一定要注意此时弯头堆积同样多的氧化皮,其侧下弧面检测值会比正下弧面数值偏小,不能把此数据简单和正下弧面的检测值相比较。判断检测人员需理解和准确把握,否则易出现误判。
2)氧化皮脱落存在无规律性。有时会出现大面积脱落,有时在闷炉缓冷后仍有个别氧化皮出现较严重堵塞,且很可能是温度测点反映未超温的区域,表明闷炉缓冷只能减轻氧化皮脱落的程度,但不能从根本上杜绝其脱落。因为氧化皮的生成脱落是一个综合环境影响结果,与运行温度、冷却速度、单根管内蒸汽流量偏差、单根管材晶粒度和抗氧化能力等内外部因素有关。
3 铁素体管氧化膜测量方法及注意事项
3.1检查方法
T91、T23、G102、12Cr1MoVG这类铁素体管材也会出现氧化皮脱落堵塞,但由于该类管材本身导磁,不能用磁通量原理的检测仪进行快速检测,目前国内仍只能通过射线的方式对弯头进行堆积检测。但由于其管材氧化膜厚度需要达到某一厚度才会出现脱落,因此在日常检修过程,仍可以通过测量直管段氧化膜厚度的方法来监督其生长速度,从而间接地判断管材的氧化皮脱落和管材劣化情况。
目前国内采用高频超声波原理的专用仪器测量系统可实现对直管内壁氧化膜厚度测量,专用软件可根据氧化膜厚度、规格材质、运行温度、压力等参数对管段进行炉管剩余寿命评估。
3.3 高频超声测量及剩余寿命评估原理
高频超声波测量仪的探头频率一般在15MHZ-20MHZ区间,而普通超声测厚仪的探头频率一般≤5MHZ,因此高频超声测厚仪的能量更高,指向性强、分辨率更高,能准确分辨基本金属层和附着在基体外层的氧化膜,其测量灵敏度能达到0.10mm,而一般锅炉管内壁氧化膜厚度一般低于0.5mm,因此高频超声波测厚仪能满足测量要求[2]。
根据美国电力科学研究院的研究成果,以受热面直管内壁氧化膜的厚度作为依据,采用基于火电厂应用普遍的Larson-Miller公式作为计算原理的专家系统可计算出该管的当量温度和剩余寿命[3],国内目前通用的型号是美国研发的TubeTech剩余寿命评估软件或德国KD公司研发的ECHOGRAPH ODS2002专用系统。
3.2 现场应用及实例分析
2013年10月我公司在国电某电厂200MW机组后屏过热器进行内壁氧化膜测量并进行剩余寿命评估。后屏过热器共16片屏,每片屏共14圈,对后屏过的进口段和出口段均进行了测量,其中测量出口段的每根管,测点位于每片管屏的出口段,距离出口联箱管座500mm。机组运行时间为197160小时,管子规格为Φ42×5mm,材质为12Cr1MoVG,运行温度为490度,运行压力为14.5MPa, #3炉炉外小屏过热器管段大部分存在明显材质劣化,总体寿命偏低,氧化膜厚度最厚达0.415mm,对应的剩余寿命为3536小时,建议对此部分12Cr1MoVG管材进行更换。随后对该管子取样进行金相和力学性能试验,发现金相等级为五级,组织球化严重,力学性能低于下限值。与软件评估结果一致。
3.4现场测量注意事项
1)需测量管子向火侧,由于烟气流向的影响,管子的向火侧比背火侧氧化膜厚度更大,根据我们的长期测量比较,一般相差0.05-0.10mm。
2)每根管从折焰角处下弯头至顶棚之间直管段氧化膜厚度分布不均均,正常情况热负荷最度的位置一般在下弯头上方2米至7米的范围内,因此为了全面准确地掌握直管氧化膜厚度,需每隔约2-3米测量一个点,从而不会漏过每根管氧化膜最厚的位置。
4 总结
1)切忌锅炉急启急停,因为不锈钢管热膨胀系数较大,管壁温度的急剧变化会加大管壁的收缩应力,当收缩应力大于内壁氧化膜的附着应力,就会使氧化膜外层Fe3O4发生剥离,造成堵塞。通过闷炉缓冷可减缓管内壁氧化皮的脱落程度,这是行业内一致认为防治氧化皮脱落的一种有效控制措施。
2)及时测量内壁氧化膜厚度,监督管内氧化膜生长速度。检修中采用割管做金相的办法效率低且片面,有可能漏过没有装温度测点,但实际运行温度偏高的管子。而目前行业内一种快速成熟的测量手段是:采用高频超声测厚仪对直管段内壁氧化膜进行分段测量,及时发现内壁氧化膜较厚的管段,并采用专用软件进行剩余寿命评估。特别对T91超过0.25mm,T23、G102、12Cr1MoV超过0.15mm管段进行下弯头射线检测,并根据测量及剩余寿命评估结果必要时进行换管处理。
3)对于超(超)临界锅炉奥氏体不锈钢管氧化皮问题,建议按照各大集团公司的规定:对于已经出现氧化皮堵塞问题的机组根据“逢停必查”的原则对高温受热面不锈钢管弯头采用磁通量原理的方法全面检查,及时发现并清除下弯头部位堵塞超标的氧化物,从而降低启炉过程中的氧化皮剥落堵塞引起的爆管风险,避免巨大的经济损失。
参考文献:
[1] 贾建民.18-8粗晶不锈钢内壁氧化皮大面积剥落防治对策[J].中国电力,2008,41(5):69-74.
[2] 龙毅,谢国胜.锅炉炉管内壁氧化膜壁厚的测量[J].无损检测,2006,28(11):569-572.
[3] 火力发电厂金属材料手册[M].北京:中国电力出版社,2000,356-364.
[4] 徐洪,给水加氧处理引发蒸汽通道氧化皮剥落的机理[J].动力工程学报,2011,31(9):672-676.
