聚酯与粘胶长丝的Sirofil纺纱实践
2016-03-02蓝海啸
蓝海啸
(汉中出入境检验检疫局,陕西 汉中 723000)
聚酯与粘胶长丝的Sirofil纺纱实践
蓝海啸
(汉中出入境检验检疫局,陕西 汉中 723000)
改造国产FA502型细纱机,利用聚酯粗纱和粘胶长丝进行纺纱,分析长丝与粗纱间距、长丝预加张力以及成纱捻度的不同对所纺纱线性能的影响,利用正交实验法选取最佳纺纱方案。试验证明:长丝与粗纱之间的最优间距为10 mm,最优张力片重量为9 g,最优捻度为560个/m。
聚酯;粗纱;粘胶长丝;Sirofil;纺纱
聚酯纤维的断裂强度高、断裂伸长大、弹性回复性能好,成品耐磨性能好,但染色和透气性能较差[1]。粘胶纤维的断裂伸长率、断裂强度较低,制成的纺织品具有吸湿透气、手感滑软、色彩鲜艳、穿着舒适,但耐磨、耐疲劳性能差。将聚酯粗纱和粘胶长丝通过Sirofil(赛络菲尔)纺,纺出的纱线融合了涤纶和粘胶两种纤维的各自优势,是未来的发展方向。
1 环锭细纱机的改造设计
结合现有设备,对国产FA502型细纱机进行改造,参考以往的文献资料,主要采取添加张力装置和导丝轮等附加装置。
1.1 张力装置
采用垫圈式张力装置,该装置由心形架与若干个张力片组成。由于该摩擦力与张力片重量成正比,可利用张力片大小控制长丝张力,长丝在张力片下通过时,利用张力片重量加压产生的摩擦阻尼和重量增减很方便地调节长丝的张力。
1.2 导丝轮
导丝轮固定在摇架背部,从导轮V形槽沟绕过的粘胶长丝,与导轮间产生的摩擦力,带动导轮转动。为保证长丝经固定位置喂入前罗拉,并且前罗拉处的须条与长丝的间距不变。国产FA502型细纱机改造后主要技术指标如表1所示。
2 Sirofil纺纱工艺正交设计方案
2.1 材料和仪器
本试验的负离子聚酯(PET)粗纱所选用的是优级改性涤纶短纤维,粘胶功能长丝是河南新乡化纤股份有限公司提供的(16.5 tex/40 f)。
试验仪器:YG020D电子单纱强力仪。
2.2 试验条件及测试
试验条件:温度(20±3) ℃ 湿度(50±3)%。
试验速度:450.00 mm/min 试验次数:60次。物理性能指标测试结果见表2。
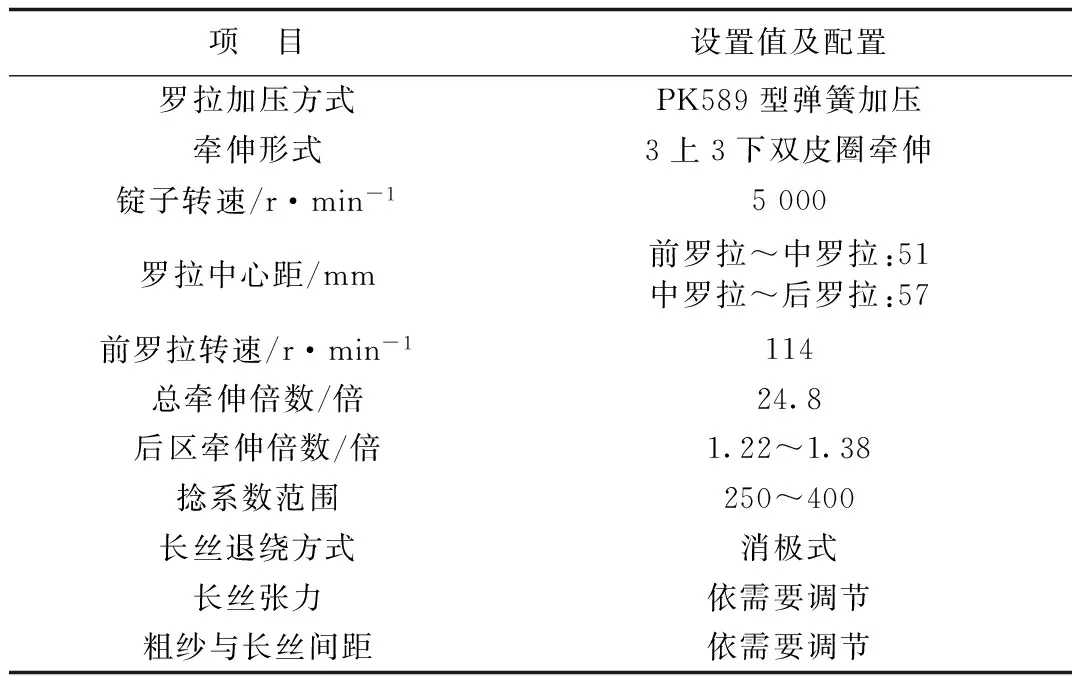
表1 国产FA502型细纱机改造后主要技术指标
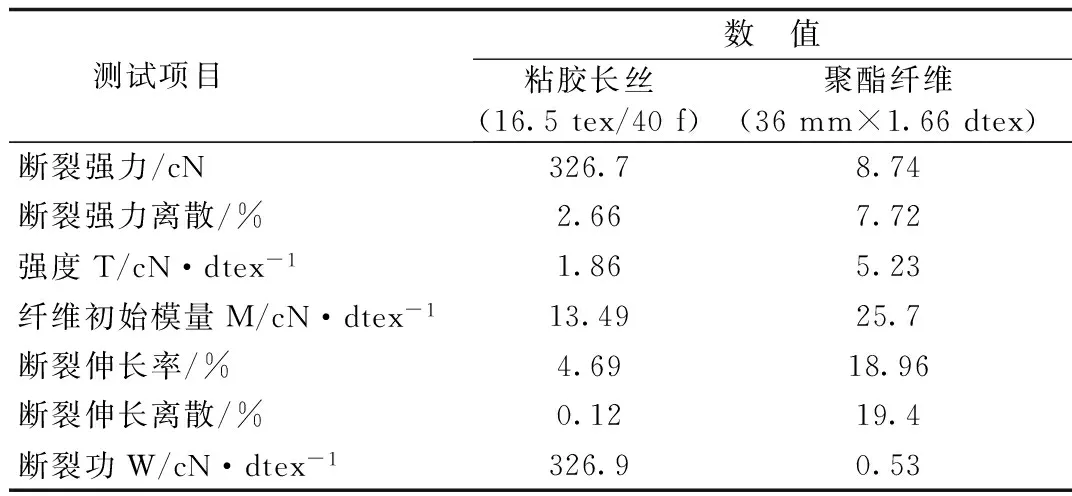
表2 聚酯纤维和粘胶长丝机械物理性能指标
2.3 正交设计
正交设计是进行科学地安排分析多因素试验的方法,常采用正交表。它能在很多试验方案中挑出代表性强的少数试验方案,通过分析试验结果,找出最优方案[2-3]。
以往的文献[4]认为,在Sirofil纺中,影响纱线质量指标的最主要因素有长丝与粗纱的间距、纱线捻度、长丝预加张力。我们选取粘胶长丝与涤纶粗纱的间距、预加张力和捻度作为因子,做正交实验[5]。通过大量的前期实验,找到合适的3因子,选取了表3中的数据作为我们实验的3个水平值,实验方案的正交表见表4。
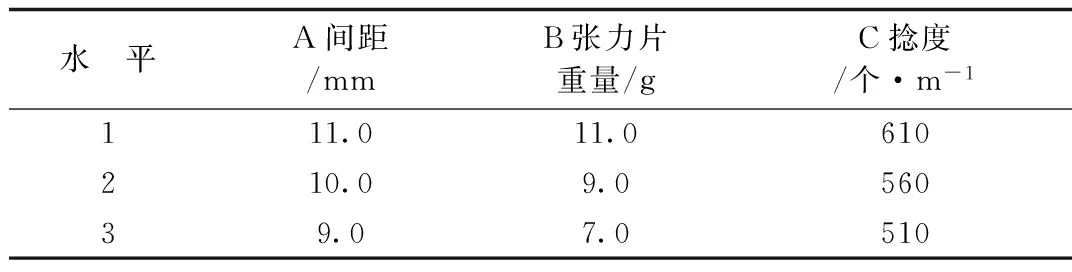
表3 因子水平编码表
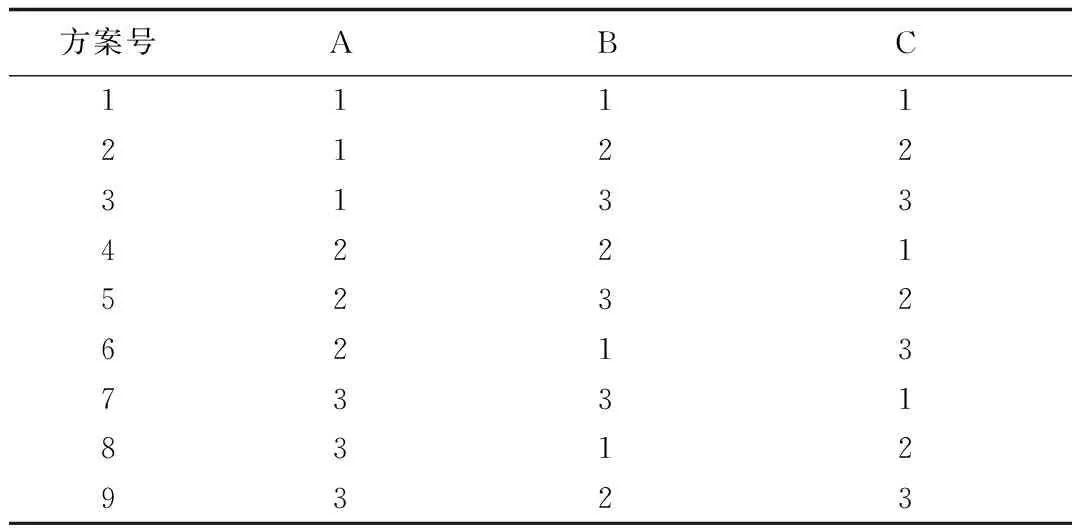
表4 正交实验方案表
2.4 纱线性能测试
2.4.1 试验仪器及测试条件
纱线的强伸性能采用电子YG061H纱线试验机。测试条件:温度(20±3) ℃,湿度(55±3)%。测试参数:速度380 mm/min 试验次数60次。
纱线的条干、疵点和毛羽用CT4000全自动条干均匀度仪测试。测试条件:温度(20±3) ℃,湿度(60±3)%。测试参数:速度360 m/min。
2.4.2 测试结果
对不同方案下(共9种)所纺纱线的性能进行测试,纱线细度36.8 tex,其结果见表5。
2.5 极差分析法选取最优工艺方案
2.5.1 极差计算,确定因素主次顺序
kij记号引进,kij=第j列上水平号为i的各试验结果之和。
Ri=max{kij}-min{kij},Ri称为第j列的极差或其所在因素的极差。极差越大,说明这个因素水平改变,对试验结果影响越大,这就是最主要的因素。挑选因素与所要求的指标有关,指标越大越好,选取使指标大的水平,即各列k1j、k2j、k3j中最大的那个指标,反之,指标越小越好[6-8]。以断裂强力作为主要参考指标,作正交表进行极差分析,最优方案见表6。
同理分别以断裂伸长率、条干不匀率、细节、粗节、棉结、毛羽H值作为主要参考指标,作正交表进行极差分析,最优方案见表7。
2.5.2 最优方案确定。
纱线的各主要测试指标对应的最优方案见表8。
3 结论
在考虑各因素影响大小、纱线各指标重要性的基础上,采用综合平衡法来确定纺纱的最佳工艺方案[9-10]。最后优化结果为:长丝与粗纱之间的最优间距为10mm,最优的张力片重量为9g。最优捻度为560个/m。

表5 不同方案纱线的性能测试结果
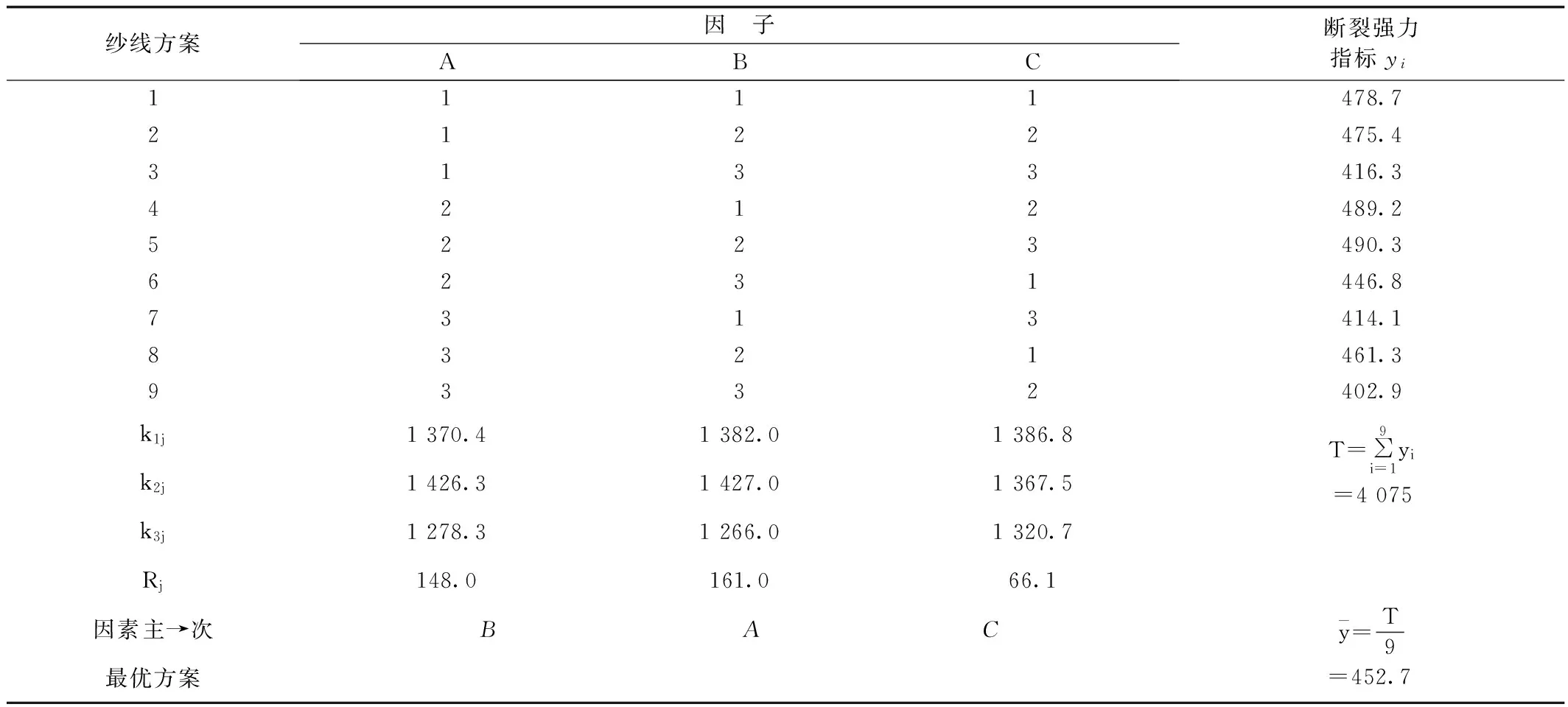
表6 以主要参考指标断裂强力作正交表

表7 断裂伸长率、条干不匀率等作为

表8 各主要指标最优方案表
[1] 汪学骞.模糊数学在纺织工业中的应用[M].香港:开益出版社,1992.
[2] 张 艳,陈跃华,孟宪鸿.纺织品负离子测试探讨[J].上海纺织科技,2003,(8):61-62.
[3] 庄楚强.应用数理统计基础[M].广州:华南理工大学出版社,1999.
[4] 蒋国华.苎麻/蚕丝Sirofil纺纱探讨[J].纺织学报,2001,22(5):295-296.
[5] 严 瑛.利用正交设计优化Coolplus和棉交织产品工艺参数[J].轻纺工业与技术,2013,(2):14-16.
[6] 陈 剑.涤纶和负离子粘胶长丝的Sirofil纺纱及其织物的探讨[D].上海:东华大学,2005.
[7] 尹 静,张元明.大麻Sirofil纺纱工艺及毛羽的探讨[J].上海纺织科技,2000,(4),11-13.
[8] 陆 凯.赛络菲尔纺成纱机理探讨[J].纺织学报,2000, 21(4):204-207.
[9] 张 弦,朱宝瑜,张得昆.赛络纺纱捻度的研究[J].西北纺织工学院学报,1999, 13(1):84-87.
[10]张尚勇,叶汶祥,刘 宏,等.赛络菲尔纱降低细纱毛羽的研究[J].武汉科技学院学报.2002,15(5):1-6.
Spinning Practice of Polyester and Viscose Filament Sirofil
LAN Hai-xiao
(Hanzhong Entry-exit Inspection and Quarantine Bureau, Hanzhong 723000, China)
Through carried on the transformation of the domestic FA502 spinning frame, using polyester roving and viscose filament yarn, the influences of filament and roving interval, filament pre-tension and different levels of yarn twist on yarn properties were analyzed. The optimal spinning plan was selected using orthogonal experimental. The test results showed that the optimum distance between the filament and roving was 10 mm, the optimal tension weight was 9 g, and the optimal twist was 560 per meter.
polyester; roving; viscose filament; Sirofil; spinning
2016-05-04;
2016-05-09
蓝海啸(1982-),男,陕西西安人,工程师,硕士,主要从事纤维纺织品检测技术研究。
TS104.1
A
1673-0356(2016)07-0026-03
