纯棉机织物退煮漂一浴法工艺优化
2016-03-02徐爱玲眭瑜瑾陈后继
徐 锐,徐爱玲,眭瑜瑾,陈后继
(南通大学 纺织服装学院,江苏 南通 226019)
纯棉机织物退煮漂一浴法工艺优化
徐 锐,徐爱玲,眭瑜瑾,陈后继
(南通大学 纺织服装学院,江苏 南通 226019)
研究了高效精练剂SB-3和H2O2用量、处理温度、时间等因素对棉机织物退煮漂一浴法工艺效果的影响,确定棉机织物退煮漂一浴法最优工艺为:高效精练剂SB-3 1.5 g/L,30%H2O26 ml/L,浴比1∶40,处理温度90 ℃,处理时间40 min。处理后织物的白度和毛效良好,强力损伤小,得色量高。
退煮漂一浴法;棉机织物;毛效;白度;断裂强力
传统棉机织物前处理通常包括退浆、精练、漂白等多道工序,其目的是去除织物上的天然杂质如蜡状物质、含氮物质、果胶及加工过程中带来的二次杂质,如整经用浆、合纤纺纱上油、尘埃、锈迹等,以提高织物的吸水性和白度[1-3]。但其处理工序流程长、污染大、用水量大、条件剧烈、处理时间长,产生大量废水,且前处理后织物表面残留大量的烧碱、助剂及杂质,需要大量热水清洗,进一步加大了能源的消耗和废水的排放[4-7]。随着技术的发展和节能环保的要求,棉织物前处理工艺已由传统的退浆、煮练、漂白三步法逐渐发展为退煮、漂白二步法或退煮漂一浴法的高效短流程工艺,从而节约了能源,减少了环境污染[8-9]。由于精练剂在精练工序中能去除各种杂质,因此前处理对精练剂的性能要求比较高[10]。本文从节能、环保的角度出发,探讨了高效精练剂SB-3在棉机织物退煮漂一浴法方面的应用。
1 试验部分
1.1 材料和仪器
织物:全棉机织物,20 tex×20 tex,268根/10 cm×268根/10 cm。药品:30%双氧水(分析纯,西陇化工股份有限公司),高效精练剂SB-3(工业级,南通日成纺织助剂厂),雅格素红BF-3B 150%(上海雅运纺织化工有限公司),碳酸钠(分析纯,西陇化工股份有限公司),无水硫酸钠(分析纯,江苏强盛功能化学股份有限公司)。
仪器:EL303电子天平(梅特勒-托利多仪器有限公司),HHS 11-1电热恒温水浴锅(上海华联环境实验设备公司恒昌仪器厂),YG(B)871型毛细管效应测定仪(温州大荣纺织标准仪器厂),WSB-3A智能数字白度仪(温州大荣纺织仪器有限公司),YG065型电子织物强力仪(莱州市电子仪器有限公司),101AB-1电热恒温鼓风干燥机(海门市恒昌仪器厂),PHS-3C精密PH计(上海仪电科学仪器股份有限公司),Datacolor SF650测色配色仪(德塔颜色商贸(上海)有限公司)。
1.2 试验方法
1.2.1 退煮漂一浴法
工艺处方:
30%H2O2/ml·L-16
高效精练剂SB-3/g·L-12
温 度/℃ 90
时 间/min 30
浴 比 1∶40
退煮漂一浴法工艺曲线:
1.2.2 活性染料染色工艺
工艺处方:
雅格素红BF-3B /%(owf) 3
Na2CO3/g·L-115
元明粉/g·L-150
温 度/℃ 90
时 间/min 75
浴 比 1∶40
活性染料染色工艺曲线:
1.3 测试方法
1.3.1 白度
将整理过的织物剪成20 cm×5 cm,对折2次(织物5 cm×5 cm),放到WSB-3A智能式数字白度计上测试,测试4次,结果取平均值。
1.3.2 毛效
参照FZ/T 01071—2008《纺织品 毛细效应试验方法》测定,以织物浸渍30 min时的毛效高度(cm)表示,如参差不齐,则读取最低值。毛效值越大,表明织物吸湿性越好。
1.3.3 断裂强力
参照GB/T 3923.1—1997《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定条样法》测试,织物经向断裂强力测3次,结果取平均值。
1.3.4 表观色深值
采用Datacolor SF650测色配色仪测试,测试光源为D65,10°角,用K/S值表征染色织物的染色深度,K/S值越大表示染色织物颜色越深。
1.3.5 匀染性Sr
匀染性是由测得的8次K/S值的平均值的标准偏差进行评价,标准偏差Sr由测色配色仪直接读出,标准偏差越小,匀染性越好。
2 结果与讨论
2.1H2O2用量对织物性能的影响
参照1.2.1工艺,H2O2用量对棉织物白度、毛效及断裂强力的影响如表1所示。

表1 H2O2用量对织物性能的影响
由表1可看出,随着双氧水用量的增加,织物的白度逐渐增加且增加速度越来越慢,双氧水用量达到6ml/L后,织物白度基本不变,说明此用量下棉机织物上的天然色素基本完全去除;随着双氧水用量的增加,织物的毛效呈增长趋势,但断裂强力先减少后略有增加。总体来看,当双氧水浓度为6ml/L时,织物的白度、毛效、断裂强力均达到理想效果。因此双氧水用量选择为6ml/L。
2.2 精练剂SB-3用量对织物性能的影响
H2O2体积分数为6ml/L,处理温度90 ℃,处理时间30min,精练剂的质量浓度对棉机织物白度、毛效及断裂强力的影响如表2所示。
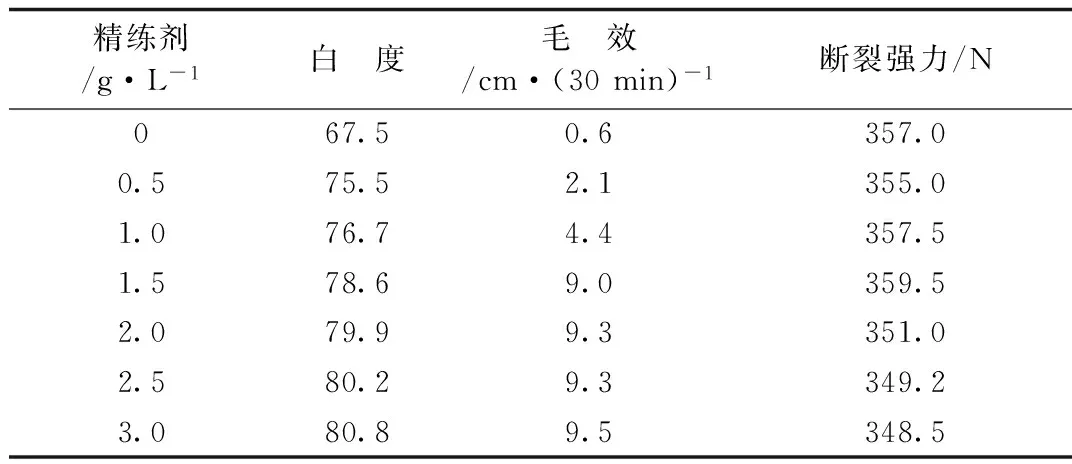
表2 精练剂SB-3用量对织物性能的影响
由表2可看出,织物的白度随着精练剂SB-3用量的增加而逐渐增加,当精练剂用量为1.5g/L后,织物的白度增加趋于缓慢;织物的毛效随着精练剂用量的增加逐渐变大,当精练剂用量为2.0g/L后,织物的毛效基本不变;精练剂用量对织物的强力影响不大。综合考虑,精练剂的用量选择为1.5g/L。
2.3 处理温度对织物性能的影响
H2O2体积分数为6ml/L,精练剂的质量分数为1.5g/L,处理时间30min,处理温度对棉机织物白度、毛效及断裂强力的影响如表3所示。
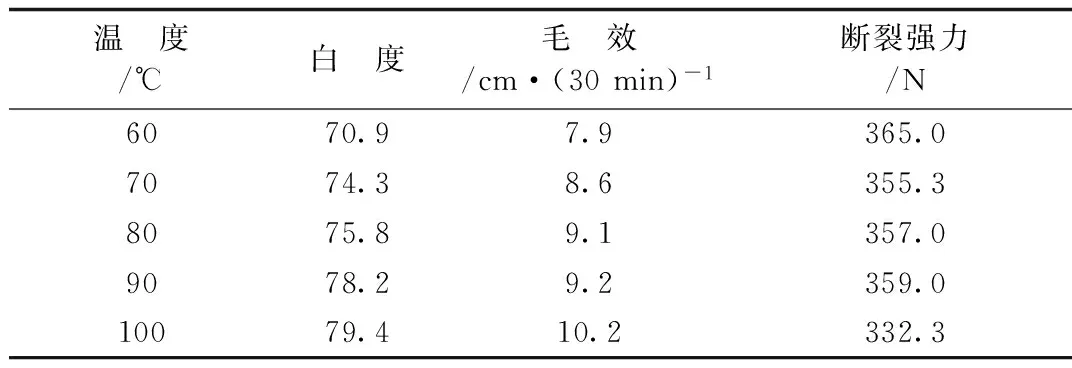
表3 处理温度对织物性能的影响
由表3可看出,随着温度的升高,织物的白度呈明显的上升趋势,织物的毛效也随之增加;当温度小于90 ℃时,温度的上升对织物的断裂强力影响不大,但是当温度达到100 ℃时织物的断裂强力急剧降低,织物损失严重。综合分析,处理温度选择为90 ℃。
2.4 处理时间对织物性能的影响
H2O2体积分数为6ml/L,精练剂的质量分数为1.5g/L,处理温度为90 ℃,处理时间对棉机织物白度、毛效及断裂强力的影响如表4所示。
由表4可看出,随着处理时间的延长,织物白度呈上升趋势,当处理时间达到40min以后织物白度变化趋于平缓;随着处理时间的增加,毛效先增加后基本不变,织物的断裂强力略有下降。说明棉机织物经40min的前处理,织物上的浆料、果胶、棉籽壳及其他伴生物可基本去除,延长处理时间对织物的白度、毛效影响不大。综合分析,退煮漂一浴处理的最佳时间为40min。

表4 处理时间对织物性能的影响
综上所述,高效精练剂SB-3对棉机织物前处理的优化工艺为:高效精练剂SB-3质量浓度为1.5g/L,30%H2O2体积分数为6ml/L,处理温度90 ℃,处理时间40min。
2.5 不同前处理织物的染色性能比较
按照高效精练剂SB-3的优化工艺对棉机织物进行前处理,并将处理后的织物与普通漂白丝光棉机织物按1.2.2染色工艺进行染色,以比较其染色性能,结果如表5所示。

表5 退煮漂一浴法处理与常规处理织物染色性能比较
由表5可看出,采用高效精练剂SB-3前处理后的织物与普通漂白丝光织物的染色效果相比,其表观颜色深度较大,匀染性尚好,说明染色性能优良,达到了节能减排的效果。
3 结论
(1)棉机织物用高效精练剂SB-3进行退煮漂一浴法前处理,其最佳工艺为:高效精练剂SB-3 1.5g/L,30%H2O26ml/L,处理温度90 ℃,处理时间40min。
(2)退煮漂一浴法工艺与传统工艺相比,其染色性能较好,织物可以获得较高表观深色且匀染性较好。高效精练剂SB-3退煮漂一浴法工艺符合节能、环保的要求,可以替代传统工艺。
[1] 沈志平,丁志刚,林 荣. 纯棉织物酶-氧一浴法前处理工艺[J]. 印染,2003,29(5):11-13.
[2] 何亚君,金 涛,兰淑仙,等. 高效精练剂TF-188在退浆工艺中的应用[A]. “源明杯”全国染整前处理学术研讨会论文集[C].北京:中国纺织工程学会,2012.
[3] 阎克路. 染整工艺原理(上册)[M]. 北京:中国纺织出版社,2009.33-34.
[4] 沈一峰,林鹤鸣,李云峰. 精练剂KF-110在棉织物前处理中的应用[J]. 印染,2005,31(8):27-28.
[5] 封怀兵,王华印. 纯棉织物复配酶精练工艺设计及分析[J]. 纺织科技进展,2008,(5):7-11.
[6] 吴赞敏. 纺织品清洁染整加工技术[M]. 北京:中国纺织出版社,2007.127.
[7] 潘建民. 生物酶在纺织染整前处理中的应用[J]. 印染助剂,2005,22(7):45-47.
[8] 张训天,兰淑仙,毛为民,等. 高效精练剂TF-125A在连续前处理中的应用[J]. 印染,2005,31(8):23-26.
[9] 王 超,呼凤新. 低碳经济时代针织物环保节能染整技术与创新[J]. 针织工业,2011,(1):29-32.
[10]李培恒,梁 剑,黄 飞,等. 高效精练剂TF-188[J]. 印染,2012,38(13):37-39.
Optimization of Desizing & Scouring & Bleaching One-bath Process for Cotton Woven Fabric
XU Rui, XU Ai-ling, SUI Yu-jin,CHEN Hou-ji
(School of Textile and Clothing, Nantong University, Nantong 226019, China)
The effects of the dosage of the scouring agent SB-3 and H2O2, scouring temperature and time on the property of cotton woven fabric scoured with desizing, scouring and bleaching one-bath process were studied. The optimum process was the dosage of SB-3 1.5 g/L, 30%H2O26 ml/L, bath ratio 1∶40, scouring at 90 ℃ for 40 min. The scoured fabric had better whiteness, higher capillary effect, less damage of tensile strength and higher dye uptake.
desizing & scouring & bleaching one-bath process; cotton woven fabric; capillary effect; whiteness; tensile strength
2016-06-01
江苏省产学研前瞻性联合研究项目(BY2014081-02);江苏省高等学校大学生实践创新训练项目(201510304109H)
徐 锐(1994-),男,本科在读,研究方向为染整新技术,E-mail: 1398959885@qq.com。
TS192.5
B
1673-0356(2016)07-0013-03
