一种平纱段彩纱的简易生产方法
2021-01-15何卫民马淑静高明初桂亚夫
何卫民 马淑静 高明初 桂亚夫
(1.浙江华孚色纺有限公司,浙江绍兴,312300;2.浙江纺织服装职业技术学院,浙江宁波,315211)
近年来,随着人们对时尚化、个性化服装需求的不断增加,棉纺花式纱线成为纺织行业中的一个重要分支,广泛受到人们的关注,尤其是近年来开发生产的段彩纱,满足了现代人们个性化、差异化、时尚化的要求,备受大众喜爱。
然而,市场上的段彩纱线是采用一根主色粗纱和一根饰色粗纱,在添加段彩纱装置的三罗拉环锭纺细纱机上进行生产,前罗拉、中罗拉、锭子由细纱机主电机传动,主色粗纱从中罗拉连续恒速喂入;后罗拉为独立变频驱动的间断运动方式,饰色粗纱断续喂入牵伸区,并与主色粗纱牵伸形成的须条汇合,经锭子的加捻卷绕形成段彩纱线[1]。生产出的段彩纱产品色彩具有规律性或随机性间断变化,沿纱线轴向,纱线直径不断发生变化,存在条干差、强力低、毛羽多等问题。另外,细纱段彩装置的改造需要添加伺服电机、变频器、传统轮系等专件器材,成本高,在数万元以上。
为此,我们在赛络集聚纺细纱机基础上,通过专件器材改造、工艺创新,探索出一种生产平纱段彩纱的简易方法。此方法改造成本低、生产管理方便。生产出的段彩纱色彩丰富、绚丽多彩,而且纱线条干均匀、强力高、毛羽少,使段彩纱产品活泼时尚而不失精致。
1 平纱段彩纱的技术创意
传统段彩纱的生产,一般是在传统三罗拉环锭纺细纱机上添加段彩纱装置改造而成,即添加伺服电机及配套的传动装置,使细纱机的后罗拉根据工艺设计要求,在生产过程中实现变速转动,同时在后罗拉与中罗拉之间添加双孔喇叭口。细纱机中罗拉、前罗拉、锭子仍采用主电机传动。生产时,主色粗纱从中罗拉喇叭口的左孔喂入,饰色粗纱从后罗拉喇叭口喂入,经后罗拉喂入中罗拉喇叭口的右孔。主色粗纱经中罗拉,恒速喂入前牵伸区,饰纱粗纱在伺服电机的控制下,经后罗拉,变速喂入前牵伸区,在前牵伸区的牵伸及锭子的加捻共同作用下纺制出纱线。由于饰色粗纱变速喂入,及主纱粗纱、饰色粗纱的颜色不同,使得纱线颜色呈段彩风格。纱线的截面直径也不断发生变化,呈竹节纱结构。
本研究所生产的平纱段彩纱技术创意巧妙、结构简单。在传统的赛络集聚纺细纱机上生产,不需要添加伺服电机等段彩装置,只需要进行简易的专件器材改造,结合细纱纺纱工艺的创新运用,即可生产出具有平纱结构的段彩纱。如图1和图2 所示,对后胶辊等进行改造,设计加工成左右交错对应的内切多边形的结构,并使弧段与直线交错相连,使得同一胶辊随着后罗拉的转动,其左右两侧交错与后罗拉接触握持。在生产过程中,不同颜色的粗纱A、粗纱B 分别从后喇叭中的左孔、右孔喂入,随后罗拉的转动,后胶辊左侧与后罗拉接触握持,粗纱A 被中罗拉、后罗拉牵伸。与此同时,后胶辊的右侧与后罗拉不接触不握持,粗纱B 以中罗拉的速度快速喂入前牵伸区[2]。后胶辊左右两侧与后罗拉交替握持,粗纱A、粗纱B的喂入速度交替发生变化,粗纱A、粗纱B 在纱线中的成分含量交替发生变化,由于两种粗纱的颜色不同,使纺制出的纱线颜色不断发生变化,即为段彩纱。
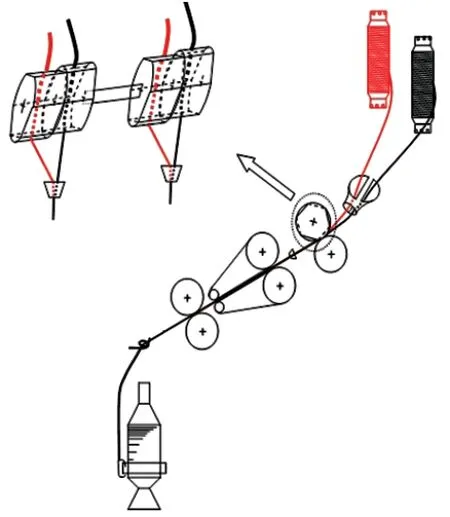
图1 平纱段彩纱生产原理图
假定粗纱 A、粗纱 B 的定量分别为TA、TB,且两粗纱的定量相同,即TA=TB,中罗拉的转动速度为V中,后罗拉的转动速度为V后,则TA×V中+TB×V后=TA×V后+TB×V中=常数。因此,随着后罗拉的转动,虽然粗纱A、粗纱B 的喂入速度交替发生变化,但喂入总定量始终为固定常数,纺制出的段彩纱为线密度均匀一致的平纱结构。

图2 改造的后胶辊实物图
2 技术关键点
根据平纱段彩纱的技术创意,在开发生产过程中需要注意以下技术关键点。
2.1 后胶辊的加工形状
细纱后胶辊的加工需要左右两侧交替相互对应,从而使喂入同一锭不同颜色的粗纱A、粗纱B一快一慢交替变化喂入中罗拉、前罗拉组成的牵伸区,以实现纱线颜色的变化,且纱线的线密度不发生变化。后胶辊设计改造的形状结构直接影响纱线布面的风格外观。
根据技术创意,可以把后胶辊改造成内切四边形、六边形、八边形等形状。后胶辊加工过程中,做到左右完全交错对应,确保两粗纱的喂入速度交替发生变化,喂入中罗拉的总量保持不变。经过试验对比,后胶辊设计加工成内切六边形效果最好。
2.2 细纱后区牵伸与集聚纺集聚槽配置
其他条件一定的情况下,后区牵伸倍数越大,A、B 两粗纱的喂入速度之比就越大,纱线的颜色交替循环变化越明显。
在传统的细纱纺纱工艺中,细纱后区牵伸一般采用1.15 倍~1.35 倍,以获得较好的条干均匀度。为提高段彩效果,把细纱后区牵伸提高至2.00 倍、3.00 倍、4.00 倍,甚至更高。在生产过程中,假定采用3.00 倍的后区牵伸,随着后罗拉的转动,后胶辊左侧圆弧部分与后罗拉接触握持,粗纱A 经中后罗拉3.00 倍牵伸。而与此同时,此胶辊的右侧与后罗拉不接触握持,粗纱B 不被中后罗拉握持牵伸,不存在后区牵伸,且以中罗拉的速度快速喂入前牵伸区。此时,粗纱A、粗纱B 的喂入量之比为1∶3。同理,随着后罗拉的转动,当后胶辊的右侧圆弧部分与后罗拉接触时,粗纱A、粗纱B 的喂入量之比为3∶1。
根据此技术原理,在A、B 两粗纱定量相同等条件一定的情况下,所采用后区牵伸越大,随着后罗拉的转动,粗纱A、粗纱B 的喂入量之比变化越大,纱线的段彩效果越明显。在生产时,我们可以根据面料风格的需求,选取不同大小的后区牵伸,以达到实际的预期效果。
当后区牵伸倍数达到一定程度时,粗纱A、粗纱B 在前牵伸区形成的两束纤维须条大小差异较大,周期变化较大,且两束纤维须条间距较大,在纺纱三角区易发生断头。经过试验,在中后罗拉之间增加中档喇叭口,可以减小两束纤维的间距。同时,采用传统的负压单孔集聚槽异形管,可使两种粗纱牵伸后形成的两束纤维须条在加捻之前聚合在一起,减少细纱断头,提高生产效率。
2.3 细纱后喇叭口两孔间隔
该平纱段彩纱生产技术采用两种不同颜色的粗纱A、粗纱B,两种粗纱在后胶辊的左右两侧喂入,使之交错以不同速度喂入中罗拉。因此,A、B两粗纱喂入时,两者之间必须有一定间隔,确保两种粗纱分别在胶辊的一侧,避免相互干扰,或某一侧粗纱跑出后区牵伸区。
2.4 细纱横动装置的调整
为了延长胶辊胶圈的使用周期,降低其消耗量,细纱机后设计安装了横动装置,以使粗纱在牵伸区周期性往复左右移动,横动动程一般为8 mm[3]。平纱段彩纱的生产需关闭细纱机横动装置,以确保两种粗纱分别在胶辊的一侧,避免相互干扰,或某一侧粗纱跑出后区牵伸区。
2.5 色彩的应用
该平纱段彩纱技术是在赛络集聚纺的基础上开发而成。其采用的A、B 两粗纱,颜色必须有一定的差异,色相要形成强对比,即色相环上间隔大于 120°。若A、B 两粗纱颜色接近,在色相环上间隔小于60°,纱线颜色段彩效果不明显,达不到预期效果[4]。
3 设备改造
根据平纱段彩纱的技术创意,我们对赛络集聚纺细纱机进行改造,以满足生产技术条件,需改造的纺纱器材主要包括以下几个方面。
3.1 细纱后喇叭口的改造
传统赛络纺喇叭口的孔距为2.0 mm~4.0 mm,若采取传统喇叭口,两粗纱的间隔太近,易进入另一侧胶辊牵伸区造成纱线疵点或断头,不利生产控制。为此,我们对细纱后喇叭口进行了创新改造,使双喇叭口的孔距加大至6.0 mm,使A、B 两粗纱有效分开。
常规细纱喇叭口孔距固定,无法调节。为了生产方便,采用中心距可调式细纱喇叭口。此喇叭口由左右两片组成,孔距可以根据工艺要求从2.0 mm~16.0 mm 任意调整,满足了产品生产的需求。
3.2 细纱后胶辊的改造
我们采用A802AG 型胶辊磨床对细纱后胶辊进行特制加工。加工时,我们把传统的圆柱型胶辊沿轴向左右平分为两部分,每部分改造成圆弧面、平面相互交替连接的形状,每一侧共3 个圆弧面与3 个平面,每个面对应的中心角为60°;且左半部分的平面与右半部分的圆弧面交错对应,左半部分的圆弧面与右半部分的平面交错对应(如图2 所示)。
3.3 细纱机后区牵伸齿轮设计改造
在传统赛络纺生产工艺中,细纱后区牵伸一般采取1.15 倍~1.35 倍,在此牵伸倍数下,成纱条干等指标较好。而平纱段彩纱技术必须对细纱后区牵伸进行创新应用,后区牵伸倍数越大,粗纱A、粗纱B 的喂入量比值变化越大,段彩效果越明显。
在后区牵伸齿轮的加工过程中,由于后区牵伸齿轮过大时会超过两轴的轴径中心距,导致无法上机安装使用。为此,我们采取增大后区牵伸齿轮的同时,减小中罗拉头齿轮的方式,以达到所需求的细纱后区牵伸倍数。常规细纱机的后区牵伸倍数,设备供应商仅提供1.05 倍~1.70 倍的配套工艺齿轮。为此,我们根据产品开发及生产的需要,增加了后区牵伸2.00 倍~4.00 倍的配套工艺齿轮,以满足产品开发生产的需求。
3.4 关闭细纱机横动装置
为了避免粗纱A、粗纱B 相互干扰或跑出牵伸区,关闭后区细纱喇叭口的横动装置。同时,为确保成纱质量,适当缩短胶辊的回磨周期。
3.5 添加细纱中喇叭口
为减小A、B 两粗纱牵伸之后的两束纤维须条间距,在后罗拉和中罗拉中间添加中喇叭口,以缩小两粗纱喂入中罗拉时的间距。所添加喇叭口采用双孔结构,孔距采用3 mm 左右为宜。若孔距太大,不能有效减小两纤维须条的间距,达不到预期效果;若孔距太小,两种粗纱从后罗拉喂入中喇叭口时的折角过大,影响牵伸效果,易形成纱疵。
3.6 更换集聚纺异形管
传统的赛络集聚纺细纱机异形管为双孔集聚槽结构,纺纱时两束纤维须条在加捻三角区捻合成纱线。平纱段彩纱由于两束纤维须条大小差异较大,且呈周期性变化,易在加捻三角区断头。根据设计需求,更换为单孔集聚槽异形管,使牵伸后的两束纤维须条在加捻之前聚合在一起,减少细纱断头,提高生产效率。
4 平纱段彩纱技术的验证开发
做好前期的设备改造之后,我们对平纱段彩技术进行了验证开发,品种为100%棉麻灰色平纱段彩纱18.4 tex 针织纱。
前纺工序采用本白原棉和染为红色后的色棉,分别经混棉、清棉、梳棉、并条、粗纱工序,得到粗纱A、粗纱B,粗纱定量均为3.5 g/10 m。A粗纱捻系数为110,B 粗纱捻系数115。由于平纱段彩纱在纺纱过程中存在无后区牵伸的单区牵伸,粗纱捻系数偏小控制,可避免牵伸不开出“硬头”的现象。
制得粗纱A、粗纱B 后,在改造过的赛络集聚纺细纱机上生产。细纱主要工艺参数设计:前区牵 伸 26.00 倍 ,后 区 牵 伸 3.00 倍 ,罗 拉 隔距 18 mm×30 mm,细纱捻系数330,钢丝圈型号6903 5/0 ,锭速 14 000 r/min,捻向 Z 捻,钳口隔距3.0 mm。在此工艺参数下,细纱前罗拉转速为223 r/min,中罗拉转速7.96 r/min,后罗拉转速2.65 r/min。
在纺纱过程中,粗纱A、粗纱B 随着后罗拉、后胶辊的转动,交错以不同的速度喂入中罗拉,且喂入的粗纱A、粗纱B 的总量保持不变。由于粗纱A、粗纱B 喂入速度的交错变化,纱线中粗纱A、粗纱B 的含量,时而粗纱A 含量75%,粗纱B的含量25%;时而粗纱B 含量75%,粗纱A 的含量25%。两粗纱在纱线中的含量交替发生变化,且变化过程过度缓和,纱线条干均匀。对制得的纱线进行指标检测,检测结果显示,所制得的平纱段彩纱断裂强力高,条干水平也优于传统的段彩纱。纱线的颜色呈现深浅变化的红色,沿纱线的轴向方向发生周期性深浅变化,每2.04 m 一个变化周期。图3 为细纱生产牵伸区示意图。
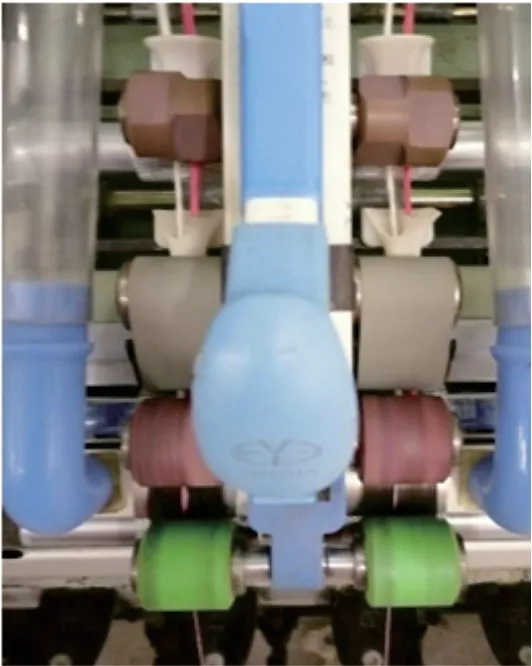
图3 细纱生产牵伸区
我们采用制得的18.4 tex 平纱段彩纱在大圆机针织机上织制针织平纹面料,面料不仅呈现出段彩风格,而且纹路清晰、抗起毛起球性能好。当采用18.4 tex×2 平纱段彩股线在自动横机上织制平纹毛衫面料时,面料呈现条状红色段彩风格,布面细腻光洁。
5 结论
与传统生产技术方法相比,本研究开发的平纱段彩纱生产技术方法创意巧妙、构思简单、设备改造成本低,不需增加伺服电机及配套的控制传动装置,仅需在传统的赛络集聚纺细纱机上,在中罗拉、后罗拉间增加双孔喇叭口,对后胶辊、后喇叭口专件进行简易改造。同时,结合纺纱工艺的创新应用,采用3.00 倍左右的细纱后区牵伸,使不同颜色的A、B 两粗纱交替以不同的速度喂入中罗拉与前罗拉组成的前牵伸区,再经锭子的加捻卷绕,制得平纱段彩纱线。此生产技术方法操作简单,管理方便,易于产业化生产。生产出的平纱段彩纱产品,不仅具有新颖的段彩外观风格,而且纱线条干均匀、强力高、毛羽少、布面光洁,克服了传统段彩纱的缺陷,具有广阔的市场空间。