XM 22A密封剂快速硫化干燥工艺方法应用研究
2016-02-23施晓颖陈学虎
施晓颖,陈学虎
(1.海装西安局,陕西西安710054;2.中航飞机起落架有限责任公司燎原分公司,陕西汉中723200)
材料工程
XM 22A密封剂快速硫化干燥工艺方法应用研究
施晓颖1,陈学虎2
(1.海装西安局,陕西西安710054;2.中航飞机起落架有限责任公司燎原分公司,陕西汉中723200)
通过对影响XM 22A密封剂硫化干燥因素的分析,并结合当地环境温湿度条件特征,制定了改进硫化干燥时间的工艺试验方案,通过进行环境温度、促进剂用量两因素3水平交叉实验,对试验结果进行统计分析、典型件验证,最终在大量试验的基础上,确定了适合本地温、湿度条件的XM 22A密封剂快速硫化干燥的工艺方法。
密封剂;环境温度;工艺试验;快速干燥
近几年分公司科研、批产任务剧增,生产交付周期非常紧。在某型系列飞机起落架生产中,组件装配时,数量不等地要用到XM22A室温硫化聚硫密封剂。该密封剂技术标准规定:室温(15℃~35℃)下使用,不粘期小于96 h,硫化干燥需14天。我公司按照材料技术标准给定的工艺方法进行密封施工后,发现密封胶层不平整,且密封组件放置15天仍然粘手未干,严重制约着公司飞机起落架产品按期交付。解决起落架组件密封装配后长时间等待干燥的问题成为当务之急。
1现状分析
经查阅相关技术资料得知,室温硫化聚硫密封剂硫化干燥时间受硫化促进剂用量、环境温湿度影响较大[1];而XM22A密封剂使用工艺说明书也建议使用者应根据当地环境温湿度条件,经过试验对密封剂配比中硫化促进剂的用量进行确定后再进行调配,并结合某型起落架密封组件现场加工调查,攻关小组分析认为,起落架组件装配密封15天未干燥的原因可能主要是密封剂配比中硫化促进剂的用量不当,为此,特制定了改进XM22A密封剂硫化干燥时间的工艺试验方案,进行环境温度、促进剂用量两因素3水平交叉试验,测试密封剂不同状态下的活性期、不粘期、拉伸强度、剥离强度等理化性能。
2工艺试验
(1)设备和原材料
试验中所用主要设备为:250公斤拉力试验机、电热干燥烘箱、称量天平和辅助设施等。所有仪器设备都是经计量检验合格的,并在有效期内。
原材料为:XM22A室温硫化聚硫密封剂,技术标准:HB7397-1996.
辅助材料:丙酮、二甲苯、乙酸乙酯和120#航空汽油。
(2)标准试样性能测试
标准试样性能测试主要有以下几个方面:
一是,硫化促进剂用量不同。在22A基膏、644增粘剂、11#硫化剂三组分配比不变的情况下,分别取不同量的22#促进剂配制密封剂进行多组重复试验。先在室温下测出密封剂的活性期、不粘期,然后再将各试样放入烘箱,在70℃±2℃下硫化干燥24 h取出,停放16 h后测出其扯断强度、扯断伸长率和剥离强度。几组试验结果如表1所列。

表1 不同配方下密封剂硫化性能测试结果
从表1可以看出,不同量硫化促进剂配制的密封剂活性期、不粘期差别比较大,总体趋势是促进剂用量越大,密封剂活性期、不粘期越小;但对密封剂力学性能影响不太显著。按配方3配制的密封剂在满足技术质量要求的前提下,不粘期小于24 h,有利于缩短生产加工周期。
二是,环境温、湿度条件不同。从2009年夏天开始,攻关小组分别在春、夏、秋、冬四季不同环境温、湿度条件下,按表1配方3配制密封剂进行多组重复试验。先在室温下测出密封剂的活性期、不粘期,然后再将各试样放入烘箱,在70℃±2℃下硫化干燥24 h取出,停放16 h后测出其扯断强度、扯断伸长率和剥离强度。几组试验结果如下表2所列。

表2 不同温度下密封剂硫化性能测试数值
从表2可以看出,按表1配方3在不同环境温度下配制的密封剂,扯断强度、扯断伸长率、剥离强度力学性能虽有差异,但都满足技术标准要求;不粘期虽有差别,但都小于24 h;活性期随春、夏、秋、冬四季环境温度升高逐步缩短,室温高于30℃时,活性期小于8 h,大于4 h,虽然低于技术指标值,但仍然可以满足生产现场加工时间需要。
三是,典型件验证。某型飞机起落架密封组件有X10-41025-30接头和X10-41025-40摇臂两项,其制造工艺最后5步工序完全相同,即钳工(涂密封剂)、总检、称重、涂漆和成检。选取X10-41025-30接头作为典型件,在不同环境温度下,按调整后22#促进剂质量份数为1的新工艺方法配制密封剂,进行几个批次的零件组装密封跟踪验证,其24 h内都达到了干燥不再粘手,且密封面平整光滑,符合工艺质量要求,也不影响后续总检、称重、涂漆和成检工序的周转进行,极大地缩短了生产等待时间。
3结束语
通过对某型机起落架密封组件长时间未干燥原因的分析,并在大量工艺试验的基础上,总结出适合本地环境温、湿度条件的XM22A密封剂快速硫化干燥工艺方法,各组分配比如表3所列。
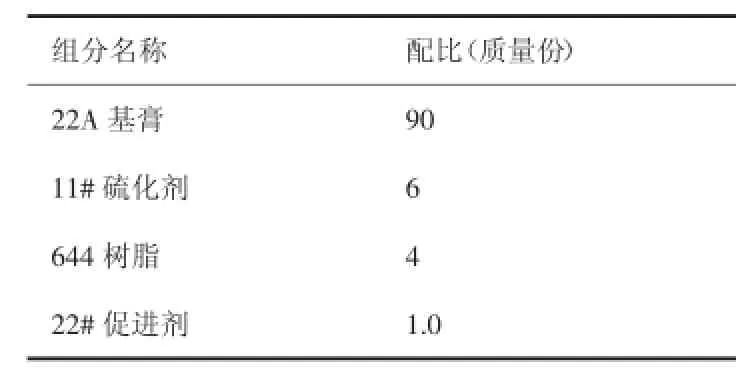
表3 XM22A密封剂快速硫化干燥配比
密封剂用量较少时(一般不多于100 g),可以用手工方法配制。配制时,先将按上述比例称量的基膏、树脂和硫化剂用刮刀反复在调胶板上压混、搅拌几遍,直至胶料混合均匀、无团块,再将按比例称取的促进剂加入后,用刮刀反复在调胶板上压混调匀即可。搅动时应尽量避免过多的空气裹入。配制好的密封剂细腻、平滑,色泽均匀而无异色条纹。需要时,配制好的XM22A密封剂可用混合溶剂(丙酮:二甲苯:乙酸乙酯=1:1:1)[2]稀释到使用粘度后装入干净的可挤出装置进行涂敷密封。
对于钳工密封装配完,后续再无其它机械用力加工工序的密封组件,只要密封剂干燥到不再沾手,即可进行搬运等下道工序(如:总检、称重、涂漆和成检)周转,从而解决了组件密封装配后长时间等待干燥的问题。
[1]陆善豪,杨力东.密封剂测试[M].北京:化学工业出版社,1991.
[2]严煜焕,叶关英.XM-22室温硫化聚硫密封剂使用工艺说明书[S].中航工业第621研究所Q/6SZ 119标准.
App lication Research on XM 22A SealantRapid ly Suppuration Drying Process Methods
SHIXiao-ying1,CHEN Xue-hu2
(1.Armament Departmemt of the Navy Military Representative Office in Xi’an,Xi’an Shaanxi710054,China;2.Aviation Industry Corporation of China Landing Gear Advanced Manufacturing Corporation,Hanzhong Shaanxi 723200,China)
This article established process test scheme for improving sulphuration drying time through analyzing factors influence XM22A sulphuration drying and combining characteristics of environment,such as temperature and humidity etc.By crossing testing for three conditions of the two factors,i.e.environment temperature,accelerant dosage,and analyze testing results statistically,verify typical parts,finally based on amount of tests,the article established the processmethods applicable to temperature and humidity of XM22A sealant sulphuration drying rapidly in the local.
sealant;circumstance temperature;process tests;dry rapidly
TG146
B
1672-545X(2016)12-0216-03
2016-09-21
施晓颖(1984-),男,江苏海门人,本科,工程师,从事航空装备监造管理、制造工艺研究。
