一种长叶片局部热处理的方法
2016-02-23李肖霞
李肖霞
(哈尔滨汽轮机厂有限责任公司,黑龙江哈尔滨150046)
一种长叶片局部热处理的方法
李肖霞
(哈尔滨汽轮机厂有限责任公司,黑龙江哈尔滨150046)
本文介绍了一种长叶片局部热处理的装置和方法。该方法主要是利用罩式炉,将长叶片需要热处理的部分和不需要热处理的部位分别置于加热区和非加热区,过渡区用保温材料隔热。该方法已经在我公司开发的长度900mm ¯1375mm范围内5种不同规格的末级长叶片局部热处理时得到了广泛应用,取得了很好的效果。
长叶片;局部热处理方法;装置
随着大功率火电汽轮机、核电汽轮机组的发展,末级长叶片的长度在逐渐增加,现有的长叶片锻造成型技术无法实现无余量精锻,通常是留有少量余量,在锻造后通过机械加工的方式去除,在加工过程中,需去机械加工应力退火;另外,末级长叶片进气边焊接司太立合金后也需要进行去焊接应力退火,在这两种情况下,叶根已精加工完毕,叶顶叶身需要局部热处理[1-2]。针对上述情况,本文介绍一种长叶片局部热处理的装置及方法。
1长叶片局部热处理装置
因汽轮机组种类、功率、参数等不同,末级长叶片有很多种规格,也就意味着有很多种不同长度、不同材质的长叶片需要进行局部热处理。如果为每一规格的长叶片都设置专门的热处理装置,会造成能源、设备、场地、人力资源等浪费现象。为解决这些问题,设计一种通用的加热炉,称为罩式炉,结构如图1和图2所示。

图1 罩式炉结构图
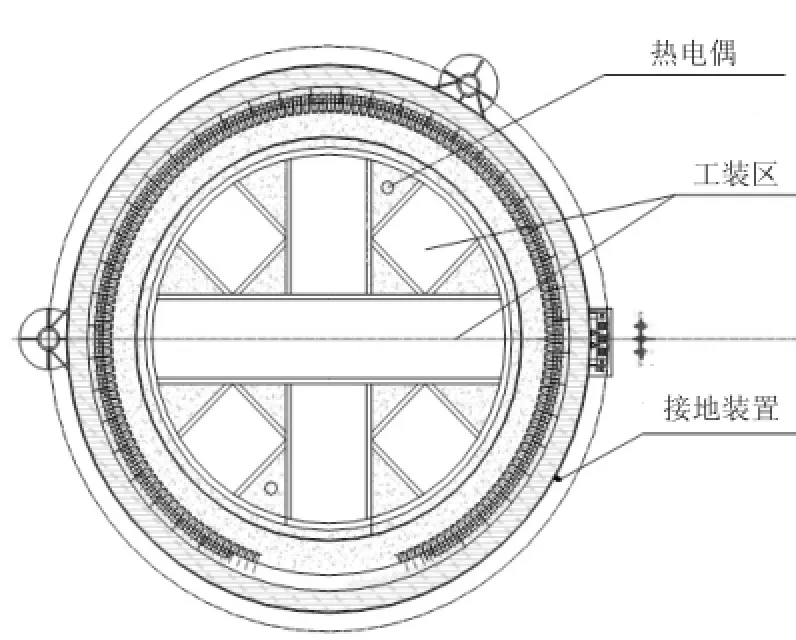
图2 罩式炉下半俯视图
罩式炉由上下两半部分组成,下半部分埋置于地坑内,炉体内衬由耐火浇注料浇筑而成,内表面用薄钢板卷制焊接而成,并用钢板将炉膛下半部分分割成七个区域,并设置有接地装置以防漏电触电。炉子上半主要有加热装置和风机装置。炉顶上设置有吊耳。在使用时,炉子上半部分通过两个导向定位装置与下半合到一起。炉膛上半部分与下半部分闭合形成的封闭腔体为料槽,即长叶片放置区。
为了满足不同高度长叶片局部热处理的需要,并便于长叶片稳固地垂直放置,设计了辅助工装,如图3所示。热处理时,长叶片放置于辅助工装的料盘上。工装侧面的角钢上,钻有不同高度的孔,可根据长叶片的长度调节料盘的高度,调节后用螺钉螺母固定。料盘下方焊接有角钢,起到加强支撑的作用。工装侧面角钢最上层钻有起吊孔。工装斜着焊接两根加强筋,用以增加其稳定性。
2长叶片局部热处理方法
2.1 操作方法
本文所述的汽轮机末级长叶片,材质为0Cr17Ni4 Cu4Nb,长度为900~1 375 mm之间。在利用该装置对长叶片进行局部热处理时,应按照以下方法进行操作:
(1)在装炉前,对辅助工装进行检查,认真清理氧化皮、铁屑等杂物,并确保已按照工装图纸的要求正确安装好,安装后的工装应平稳,不得有变形、歪斜等现象,螺栓螺母不得有松动。工装在安装时,要注意根据长叶片的长度调节料盘的高度,使得需要热处理的部分全部置于加热区内,不需要热处理的部分全部置于非加热区内。
(2)工装清理、组装、调节完毕后,吊入炉子下半工装区内。
(3)对每一片长叶片的叶根和过渡区用绝热材料缠绕包扎,以减小叶身和叶根部位的热传导和温度梯度。
(4)为了避免对长叶片造成磕碰,在工装料盘上垫一层绝热棉。将包扎好的长叶片依次垂直摆放于工装上。对于长度为900~1375 mm的长叶片,一次最大装炉量约为50~60片。
(5)装炉时长叶片之间用耐火砖隔开,用绝热材料填紧长叶片之间缝隙,保证长叶片处于垂直状态且不易倾倒,必要时可用铁丝将长叶片与料架边缘角钢进行捆绑。
(6)按照工艺要求搭接热电偶以检测炉膛和长叶片不同部位的实际温度,搭接数量可根据长叶片长度和装炉量进行调整。
(7)合上炉子,在仪表上设置热处理工艺参数,送电进行热处理。
2.2 工艺参数
按照以下工艺参数进行去应力热处理:装炉温度≤150℃,升温速率≤80℃/h,保温温度为540±10℃,保温3.5~4 h,降温速率≤60℃/h,出炉温度≤250℃.
3结束语
本文介绍了一种长叶片局部热处理的装置及方法,该装置通用性强,占地面积小,极大地节省了热处理炉的数量和场地;可满足各种规格、各种材质末级长叶片局部热处理的需要,缩短了长叶片的热处理周期和成本。利用该装置对我公司研发的长度为900~1375 mm长度的长叶片进行了多炉去应力热处理,处理后的长叶片变形量较小,能满足机加的需要,去应力效果好,生产效率高。
[1]滕树新,崔慧然,王进,等.核电汽轮机末级长叶片制造工艺技术研究[J].热力透平,2015,44(4):300-305.
[2]刘强.汽轮机低压缸末级叶片水蚀机理分析及司太立合金片更换[D].上海:上海交通大学,2012.
A Kind of LocalHeat TreatmentMethod for Long Blades
LIXiao-xia
(Harbin Turbine Company Limited,Harbin Heilongjiang 150046,China)
This article introduces a kind of local heat treatment method for long blades.The blade root will be placed in heating section of the bell type furnace,and the leaf area will be placed in the unheated section,the transition zone will be wrapped with heat preservation cotton.Thismethod has been used in local heat treatment for the last stage long blades of different kinds,the length of long blades were changed from 900mm to 1375mm. Thismethod has achieved good result in the applications.
long blades;local heat treatmentmethod;device
TG155
A
1672-545X(2016)12-0088-02
2016-09-13
李肖霞(1985-),女,山西朔州人,硕士研究生,工程师,主要从事材料成型、热处理、性能研究等工作。
