基于高温铅锡合金焊料低空洞率焊接研究
2016-02-23项罗毅颜廷刚
项罗毅,颜廷刚
(常州瑞华电力电子器件有限公司,江苏常州213200)
基于高温铅锡合金焊料低空洞率焊接研究
项罗毅,颜廷刚
(常州瑞华电力电子器件有限公司,江苏常州213200)
功率模块芯片级焊接主要使用的是高温铅锡合金焊料,便于芯片进行二次模块封装,而焊接过程中的空洞是一个关键性的问题。通过高温锡铅合金焊料引入Ag元素,针对不同Ag元素组分下锡铅银合金焊片对焊接层空洞的影响进行了深入研究。实验表明采用高温焊料Pb92.5Sn5Ag2.5,焊接层具有较低的空洞率,高达98%以上的焊透率。
铅锡合金;空洞率;焊接
在功率模块芯片级焊接过程中主要使用的是高温锡焊料,便于芯片在二次封装焊接过程中不至于产生融化现象。焊接过程中的空洞是一个关键的问题,焊接层中的空洞会影响半导体器件的机械可靠性、散热和电性能等[1-2]。因此研究高温铅锡合金焊料低空洞率焊接是非常必要的。本文在高温锡合金焊料加入不同比例的Ag进行实验,对不同加Ag锡合金焊料焊接层内的空洞做了对比研究,从而优选适合芯片级焊接高温焊料,对提高芯片焊接质量,降低焊接空洞具有重要意义。
1实验材料的选择及制备
(1)样品简介。在焊接过程中,基片的可焊性对焊接质量有很大的影响,其作用是有效、可靠地粘合芯片表面。本实验所选用的是表面镀镍的钼片。试验样品截面的示意图如图1所示。芯片尺寸为12.4 mm×12.4mm,其上焊盘的尺寸为9.8mm×9.8mm,其表面镀层为Ag.焊接所用焊料为PbSn5Ag1、PbSn5Ag1.3、PbSn5Ag2、PbSn5Ag2.5,以及作为对比的Pb95Sn5焊料。
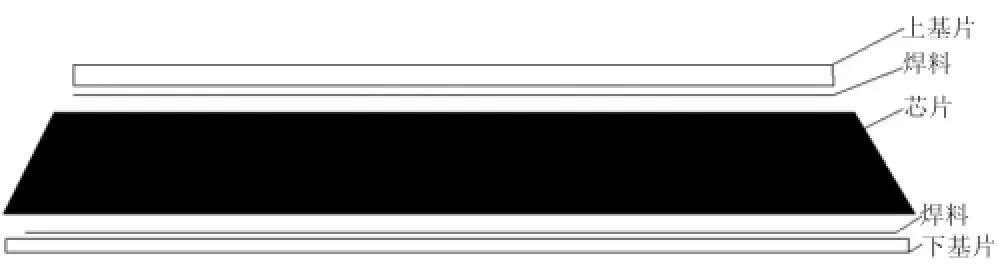
图1 试验样品截面的示意图
(2)试验过程。将表面镀银的下钼片放入正装石墨夹具如图2所示,然后喷上免清洗助焊剂,分别放入0.1mm厚的Pb95Sn5、PbSn5Ag1、PbSn5Ag1.3、PbSn5Ag2、PbSn5Ag2.5五种焊片,再将芯片准确放入石墨夹具槽内,最后在相应的焊接曲线下经过RNZ01-T真空烧结炉焊接。
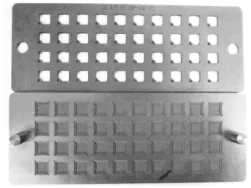
图2 正装石墨夹具
(3)焊接曲线。选择了一条典型的焊接温度曲线如图3所示,该曲线是一直广泛采用的传统的有预热段的焊接曲线,该焊接曲线升温过程较长[3]。该曲线的特点是预加热6 min,峰值温度340℃,焊接周期为25 m 30 s.

图3 焊接温度曲线
(4)焊料的选择。焊料选择了5种进行对比试验。试验中,采用德国进口的5种铅锡银合金焊料进行对比试验。其焊料合金成分都主要为铅、锡成分,占95%以上。不同点在于5种焊片都添加了不同比例银(Ag)元素,分别为0%、1%、1.3%、2%、2.5%.
2实验过程,数据处理及讨论
(1)X-ray测试分析
为了X-ray扫描后计算方便,分别使用这5种锡合金焊料进行单面焊接,分别检测其空洞率。经过真空焊接工艺,各组焊接测试典型的空洞图片如图4所示和试验数据如表1所示。
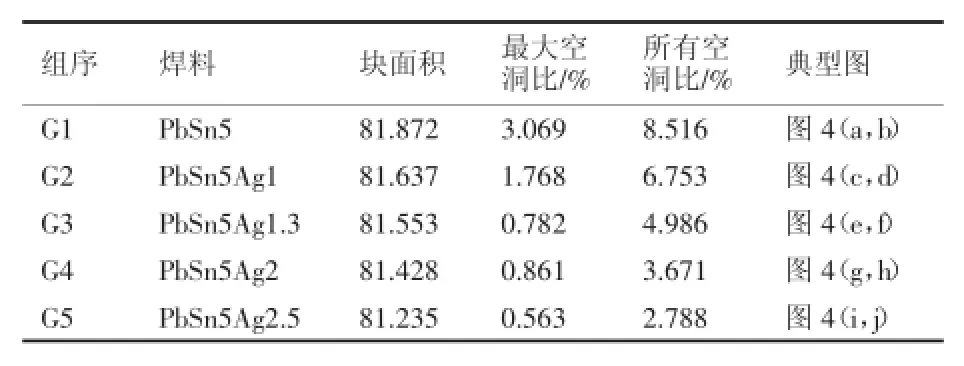
表1 不同含Ag锡合金焊料试验X-ray测试结果
作为对比,研究了PbSn焊料中空洞的形成,同时在此基础上加入加不同比例的Ag进行试验。试验结果表明,使用加Ag的高温焊料时,不论焊料加Ag比例多少,空洞率都明显低于PbSn5焊料。G4的空洞率为3.671%,G5也只有2.788%.
从图4中可以看出:①灰色块状区域均为气泡,气泡多为规则圆形或椭球形,无明显大尺寸气泡。②随焊料加Ag比例的增加,芯片空洞率有所下降,同时最大空洞比也有所下降。当加Ag比例为2.5%时,芯片空洞率有了明显的降低。可见,加Ag的SnPb焊料对芯片焊接空洞率有较大影响。③随焊料加Ag比例的增加,芯片焊接层中的气泡尺寸有明显变化,有变小的趋势,且最大气泡的尺寸也有所减小。
加Ag的PbSn高温焊料空洞率低的一个重要原因是加Ag的SnPb焊料的可焊性要稍好于SnPb焊料。另一方面,焊接层中空洞的形成还与助焊剂中挥发物挥发的体积、温度以及挥发的速度都有关系。
以上的实验结果表明,焊料的种类、焊料高度、回流曲线,被焊件的种类及其氧化程度均对焊接空洞率都有不同程度的影响。但是总的来说,焊料因素的影响是非常重要的。工业生产的实际情况证明,空洞率在某些情况下达到了20%以上,成为了严重的可靠性问题。
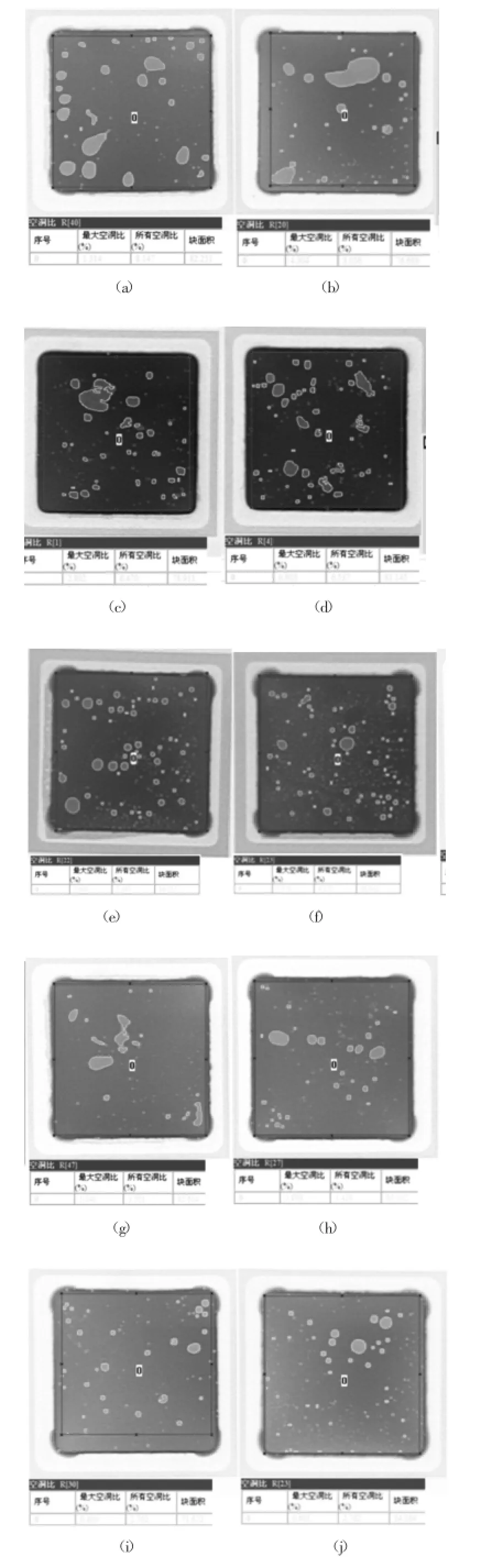
图4 各组焊接测试的典型空洞图片
(2)ΔVf测试分析
ΔVf试验是测试器件热敏电压的变化。器件的热敏电压的变化与器件的结温变化有关;同一只器件在结温度升高时,其热敏电压随之下降。不同器件的热敏电压变化略有区别。但对同一批次的器件芯片,热敏电压与温度的变化大体一致。因此对热敏电压的测试,可间接反应器件结温的变化情况。从某种角度来说是对热阻特性的间接测试。
器件在小电流下,压降值随温度变化呈负温度系数关系。芯片加热后,热主要是从芯片上向芯片底部传递,不同空洞率的芯片散热效果有差异,其表面的温度也会有所差别,在小电流情况下其在加热前后的压降同样会有差异。在DBC-229模块综合参数测试台上,对样品器件进行ΔVf以及ΔVf/W测试(见图5)。ΔVf以及ΔVf/W测试的测试结果如表2所示。
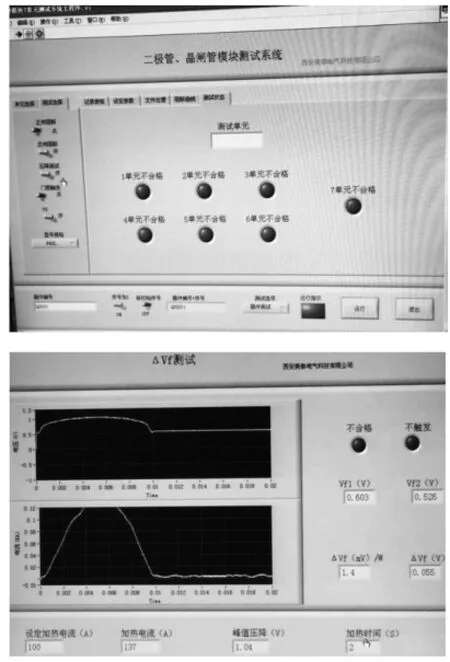
图5 ΔVf以及ΔVf/W测试界面
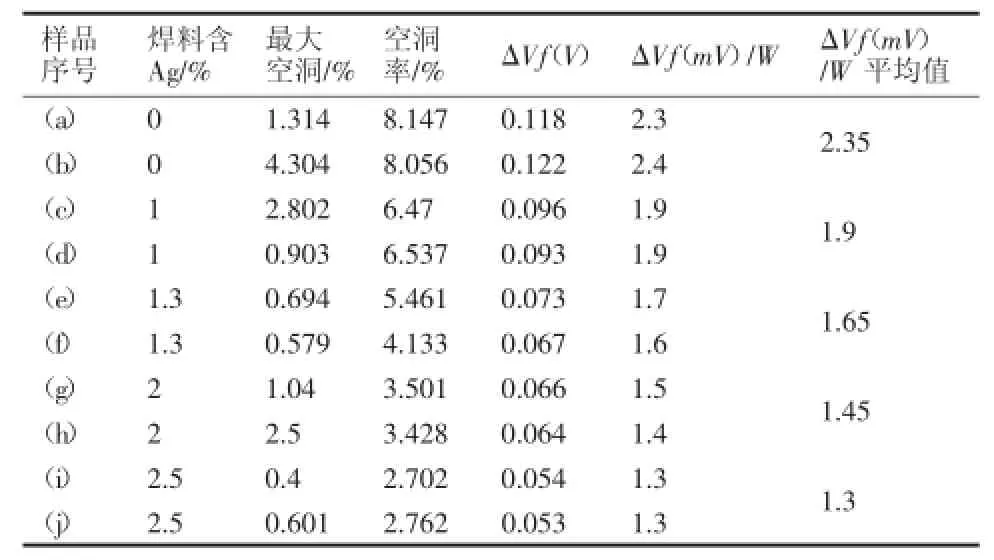
表2 不同比例含Ag锡合金焊料试验ΔVf测试结果表
随着焊料含Ag比例降低,芯片焊接空洞率有所增加,芯片的ΔVf和ΔVf/W相应增加,当含Ag比例为2.5%,芯片焊接空洞率约达到2.7%,芯片的ΔVf/W变化不大约为1.3m V/W左右。当空洞率为5%时,芯片的ΔVf/W已经有了明显的增加,其峰值压降增加大约为0.3m V/W.当空洞率达到9%时,芯片的ΔVf/W增加达到2.4m V/W左右。可见,不同比例含Ag焊料对焊接空洞率有影响,而空洞率对芯片的ΔVf和ΔVf/W有较大影响。模块在小电流下,随温度变化呈负温度系数关系。芯片加热后,热主要是从芯片上向芯片底部传递,不同空洞率的芯片散热效果有差异,其表面的温度也会有所差别,在小电流情况下其在加热前后的压降同样会有差异。
芯片散热主要依赖与芯片贴装的散热基板,一般从芯片底面进行热量传递。芯片通过一定时间大电流通流后,芯片有空洞的位置,传热较差。空洞率越高,散热越差,对于芯片而言热量积累,热量没有得到有效散出,芯片温升相对较高。在小电流热敏电流检测下,芯片加热前后压降差值ΔVf就较大。因为器件在小电流下,压降随温度变化呈负温度系数关系。随着空洞率的增加,芯片散热面积减小,ΔVf值增加。所示结果进行对比发现:随着焊料含Ag比例降低,空洞率增加,ΔVf值也随着增加。当空洞率在4%及以下时,ΔVf值增加幅度较小。当空洞率为5%以上时,ΔVf值增加幅度明显。因此,大空洞对ΔVf值的增加显著,其对芯片散热有很大的影响。
3结束语
在芯片级焊接中使用高温锡合金焊料加入不同比例的Ag时,焊接层中空洞形成的研究可以得出如下的结论:
(1)焊料的种类影响焊接层中空洞的形成,随焊料加Ag比例的增加,芯片空洞率有所下降,同时最大空洞比也有所下降,芯片焊接层中的气泡尺寸有明显变化,有变小的趋势。当加Ag比例为2.5%时,芯片空洞率有了明显的降低。
(2)随着焊料含Ag比例降低,芯片焊接空洞率有所增加,芯片通流面积减小,通态电阻增加,芯片峰值压降增加。当空洞率为5%以上时,峰值压降增加幅度明显。因此,大尺寸的空洞对通态电阻的增加显著,其对通流损耗有很大的影响。
(3)随着焊料含Ag比例降低,芯片焊接空洞率有所增加,芯片散热面积减小,芯片的ΔVf和ΔVf/W相应增加,当含Ag比例为2.5%,芯片的ΔVf/W值最低。
不同比例含Ag锡合金焊料进行焊接实验,可以通过X-ray测试、ΔVf测试等表征。随着焊料含Ag比例降低,试样空洞率增加。当含Ag比例为2.5%,芯片焊接空洞率最低,焊透率达到98%以上。
[1]常俊玲.功率器件无铅焊料焊接层可靠性研究[D].北京:中国科学院,2006,23-31.
[2]孔学东.电子元器件失效分析与典型案例[M].北京:国防工业出版社,2006:3-6.
[3]冯志刚,郁鼎文.回流焊工艺参数对温度曲线的影响[J].电子工艺技术,2004,25(06):243-251.
Based on Tin-Lead Solder Research of Low Hole Welding
XIANG Luo-yi,YAN Ting-gang
(Changzhou Ruihua Power Co.Ltd.,Changzhou Jiangsu 213200,China)
The solder Mainly used for power modules’chip welding is tin-lead solder at a high temperature,facilitating chips for the second modules’encapsulation,and the hole in the welding process is a key problem. Tin-lead solder at a high temperature joins Ag elements,the influence of welding hollow has conducted the thorough research under different Ag element components for tin-lead-silver alloy solder piece.The experimental results in this paper show that welding layer has lower void content by using high temperature solder Pb92.5Sn5Ag2.5 and optimalwelding process,welding penetration rate ismore than 98%.
tin-lead solder;void rate;welding
TG44
A
1672-545X(2016)12-0081-04
2016-09-15
项罗毅(1986-),男,江苏常州人,硕士,研究方向:材料加工。
