复杂成型曲面FDM-3D打印精度控制研究
2016-02-23秦元帅李必文李军
秦元帅,李必文,李军
(南华大学机械工程学院,湖南衡阳421001)
制造工艺
复杂成型曲面FDM-3D打印精度控制研究
秦元帅,李必文,李军
(南华大学机械工程学院,湖南衡阳421001)
3D打印置钉瞄准器为脊柱椎弓根个体化置钉提供了有力的研究工具和技术突破点。为有效地抑制FDM-3D打印瞄准器反向模板及导向孔管的制造误差,通过对试验样品的3D打印正交试验及回归分析,得到了FDM-3D打印工艺参数的优化组合以及尺寸误差的修正方法,在此基础上制造出与定位曲面贴附吻合良好的反向模板以及较高精度的导向孔管,为提升FDM-3D打印型瞄准器的精确性和安全性提供了技术保障。
置钉瞄准器;FDM-3D;工艺参数优化;精度控制;m initab
双侧定位型脊柱椎弓根个体化置钉瞄准器,本质上是一个以脊柱椎板、横突后部及棘突根部背侧等所组成的复杂曲面作为定位面的个体化钻模,并带有耐磨金属钻套。设计制造出与定位曲面贴附吻合良好的反向模板以及高精度的导向孔管,对于增加瞄准器的定位稳定性、保证导向孔管与钻套的配合精度、降低手术风险具有重要意义[1-2]。基于熔融沉积型3D打印(简称FDM-3D打印)技术制作瞄准器,具有技术变杂性低、软件开源、技术更新换代快、成本低廉、易于推广应用的优势[3]。由于加工参数、设备精度及热变化等会造成瞄准器在FDM-3D打印环节存在工艺误差,本文采用正交实验法对FDM-3D打印模型的工艺参数进行调控优化,并采用回归分析方法对误差进行预测和修正,以期有效地抑制瞄准器反向模板及导向孔管的制造误差。
1实验方案设计
图1为脊椎解剖结构图,图2为虚拟的椎弓根置钉瞄准器工作状态图。鉴于定位曲面常伴有小凸起和小凹坑,采用多点接触定位的瞄准器反向模板只允许很小的面轮廓度误差,才能保证与定位曲面达到良好的贴附吻合;且导向孔管必须在较高精度下才能与钻套形成过渡配合。为此,必须在合理的摆放形式下调控优化瞄准器的FDM-3D打印工艺参数。
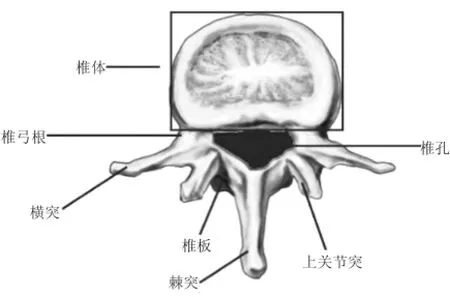
图1 脊椎的解剖结构

图2 椎弓根置钉瞄准器工作状态图
1.1 试验样品及摆放形式的设计
由于我国3D打印技术的行业标准尚未颁布,本文参照了电火花线切割加工精度检测的方法及标准(GB/T 7926-2005),设计出如图3所示的带孔八棱柱形式的FDM-3D打印试验样品。该样品的摆放形式有竖置、横置和斜置三种,本文采用图3所示的竖置形式。
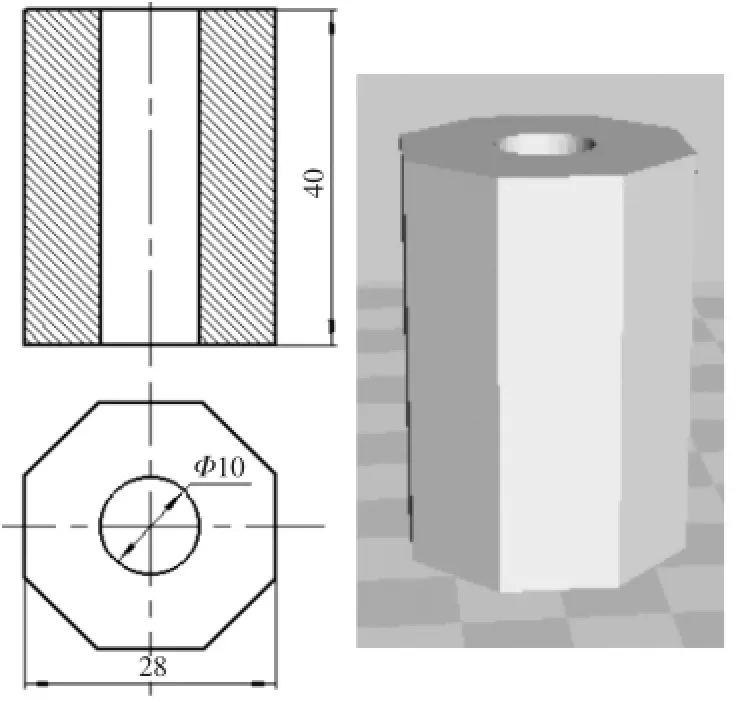
图3 试验样品及摆放形式
1.2 打印材料及设备
试验样品材料与瞄准器的相同,均为环保无毒、硬度和强度相对较高、成本相对低廉的聚乳酸PLA,该材料的显著优点还在于收缩率较低,且在没有加热床的情况下打印出的模型边角一般不会翘起[4]。打印设备采用普及率较高的Kossel-mini型FDM-3D打印机,如图4所示。测量仪器为内、外径千分尺及JB-3C型表面粗糙度测试仪。

图4 Kossel-m ini型3D打印机
1.3 正交试验因素与水平的确定
FDM-3D打印的主要工艺参数有壁厚、层厚、喷头温度、成形室温度、送料速度、打印速度、挤出速度、填充率等。本试验条件为:壁厚1.2mm,成形室温度20℃,填充率20%,取为固定值;送料速度和挤出速度按经验相应地匹配优化;将喷头温度(A)、层厚(B)、打印速度(C)3个参数设计为正交试验因素,通常其阈值范围A为190~210℃,B为0.06~0.2 mm,C为40~80 mm/s;采用L8(27)正交试验,3个试验因素的2个水平据经验在阈值范围内确定,如表1所示。

表1 变量因素水平表
1.4 检测项目及评价方法
参照GB/T 7926-2005,检测八棱柱相对面距离、侧面表面粗糙度以及内孔尺寸,作为试验指标。利用极差分析法、方差分析法和显著性检验作为评价方法。其中,极差分析用以确定因素对试验指标影响的主次顺序;方差分析的结果用以寻找试验因素的优化组合方案;显著性检验是通过分析因素与指标的关系,找出试验指标随因素变化的规律和趋势以进一步改进试验[5]。
2样品的正交试验结果分析
试验指标均在等精度条件下测量。限于篇幅,试验原始数据略。表2~表4给出了样品八棱柱相对面距离、侧面表面粗糙度Ra、内孔尺寸的分析结果,是采用minitab软件计算的。据文献[6]的表示方法,表中K1表示第i列上对应水平1的数据之和,K2表示第i列上对应水平2的数据之和,极差R表示第i列上对应水平1和水平2数据综合平均值之差的绝对值(对于表2、表4,单位均为mm;对于表3,单位均为μm),Si为方差,表示第i列上对应数据的离差平方和,Fi为第i列上对应数据的均方和与误差平方和的比值,表示显著性,下标i表示试验的列号[6-7]。

表2 相对面距离的数据分析结果

表3 侧面表面粗糙度的数据分析结果
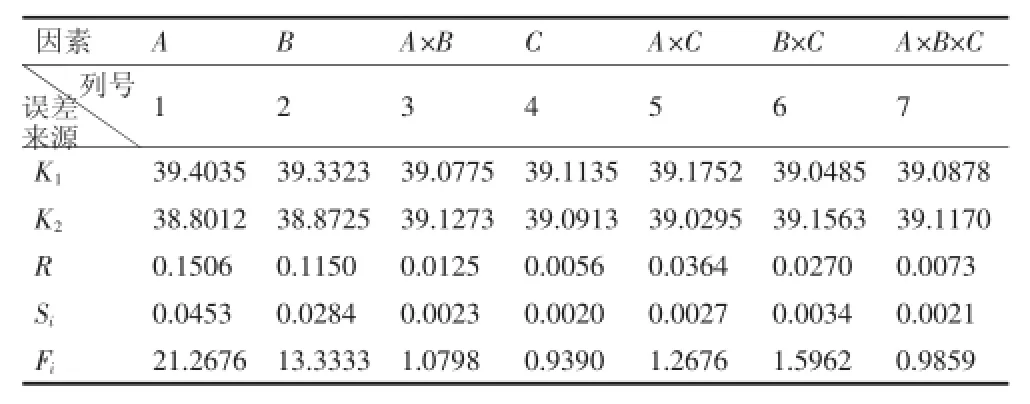
表4 内孔尺寸的数据分析结果
根据表2的极差分析结果R,可以得出试验因素对相对面距离的影响主次顺序为A、B、C的结论。而基于方差分析,F值越大则显著性越高,因此因素A的效应最显著,A×C的交互作用的影响为其次,而对比K1和K2的数值可知,其数值越大即越接近真实值,误差越小,因此A2误差最小(从表中看不出来,是直接分析得到,但不是表2得到的);参照其试验原始数据中的4种组合方式,其中A2C1组合产生的误差最小。对于因素B,由两水平数据之和可知,1水平时的误差最小。由此得出结论:使相对面距离误差最小的参数组合为A2B1C1.同理,可知使侧面表面粗糙度最好的参数组合为A2B1C2,使内孔尺寸误差最小的参数组合为A1B1C2.
八棱柱样品FDM-3D打印的正交试验是为制作瞄准器反向模板的复杂定位曲面服务的,除了应保证曲面在水平方向的尺寸,还应保证其竖直方向的尺寸。考虑到脊柱椎板在定位曲面中所占面积大、高度落差小,而不同试验条件下侧面表面粗糙度值差别甚微的实际情况,故应以保证脊柱椎板水平方向的尺寸精度为首要目的,确定优选的试验参数组合为A2B1C1.在优选参数组合的基础上,对尺寸误差进行修正,才能进一步提高曲面精度,本文采用了基于回归分析的误差修正方法。
3基于回归分析的误差修正方法及复杂曲面打印效果
3.1 误差预测模型及修正方法
基于回归分析的误差修正方法,以试验次数xi(i=1,2,…,8)为自变量,以试验指标的误差yi为因变量,对试验数据进行线性或非线性拟合,一般可根据相关性选择线性或二次拟合[7-8]。本文即是根据相关性对相对面距离误差数据y1进行了二次拟合,对内孔尺寸误差数据y2进行了线性拟合,建立了误差预测模型:


图5、图6即为利用minitab软件作出的数据拟合图。

图5 相对面距离二次拟合图
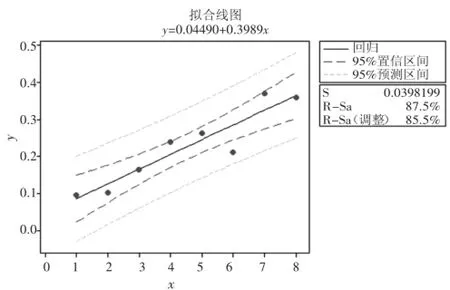
图6 内孔尺寸线性拟合图
本文选用的A2B1C1组合在L8(27)正交试验表中为第5试验号,即xi=5,代入式(1)和(2)中,可得样品相对面距离的预测误差为0.243 9mm,内孔尺寸的预测误差为0.244 4mm.根据该预测误差结果进行人为设误,将八棱柱相对面距离的FDM-3D打印工艺尺寸设计为28.243 9 mm,将内孔直径的工艺尺寸设计为10.244 4mm,即可进行3D打印的工艺误差修正。
3.2 瞄准器复杂曲面的打印效果
瞄准器3D打印时采用如图7所示的摆放形式,通过建立八棱柱样品FDM-3D打印的误差预测模型并得到误差修正方法,则可根据瞄准器复杂定位曲面水平方向基本尺寸与八棱柱样品相对面距离尺寸的比值、瞄准器装配钻套的导向孔管基本尺寸与八棱柱样品内孔尺寸的比值,来缩放确定瞄准器定位曲面水平方向的工艺尺寸及导向孔的工艺尺寸。必须说明的有两点:(1)脊柱椎板曲面高度落差较小,其在竖直方向的尺寸精度较为理想;(2)尽管椎弓根存在外展角和矢状角,使得瞄准器导向孔与竖直方向有一定的夹角,但该夹角一般较小(参见图8),故样品内孔尺寸的误差修正方法是很有参考价值的。

图7 椎弓根置钉瞄准器3D打印实物图

图8 椎弓根置钉瞄准器结构局部剖视图
图7即为根据上述研究成果制作的某节腰椎的椎弓根个体化置钉瞄准器,在其干燥骨标本上用自凝塑料进行曲面匹配精度检验及置钉实验,发现瞄准器反向模板与标本定位曲面贴附吻合良好,置钉过程中定位稳定,根据椎弓根通道大小而确定直径尺寸的螺钉置入后,未出现穿破椎弓根壁的现象,限于篇幅相关成果另文详述。
4结束语
在设计、制造和使用3D打印椎弓根置钉瞄准器的全过程中,不可避免地会存在原理性误差、数据处理误差、工艺误差以及使用误差。本文通过试验研究优化了FDM-3D打印的工艺参数,基于回归分析得到了误差修正方法,最终有效地抑制了置钉瞄准器3D打印的工艺误差,这对于提高该类置钉瞄准器制造的精确性、提升置钉手术的安全性是具有理论价值和应用前景的。
[1]Lu S,Xu YQ,Chen GP,Zhang YZ,Lu D,Chen YB,Shi JH,Xu XM.Efficacy and accuracy of a novel rapid prototyp ing drill template for cervical pedicle screw placement[J]. Computer Aided Surgery Official Journal of the International Society for Computer Aided Surgery,2011,16(5):240-248.
[2]Sheng Lu,Yuan Z.Zhang,Zheng Wang,Ji H.Shi,Yu B.Chen,Xing M.Xu,Yong Q.Xu.Accuracy and efficacy of thoracic pedicle screws in scoliosis with patient-specific drill template [J].Medical&Biological Engineering&Computing,2012,50(7):751-758.
[3]张学军,唐思熠,肇恒跃,等.3D打印技术研究现状和关键术[J].材料工程,2016,44(2):122-128.
[4]张媛.熔融沉积快速成型精度及工艺研究[D].大连:大连理工大学,2009.
[5]董如何,肖必华,方永水.正交试验设计的理论分析方法及应用[J].安徽建筑工业学院学报:自然科学版,2004,12(6):103-106.
[6]刘瑞江,张业旺,闻崇炜,等.正交试验设计和分析方法研究[J].实验技术与管理,2010,27(9):52-55.
[7]刘炯天,樊民强.试验研究方法[M].徐州:中国矿业大学出版社,2011.
[8]周纪芗.回归分析[M].上海:华东师范大学出版社,1993.
The Research AboutCom p lex Molding Surfaces FDM-3D Printing Precision Control
QIN Yuan-shuai,LIBi-wen,LIJun
(School of Mechanical Engineering,University of South China,Hengyang Hunan 421001,China)
3D printing aiming device for screw placement for spinal pedicle individualized screw placement provides a powerful research tool and technological breakthrough.In order to effectively suppressmanufacturing error based on the FDM-3D printing for the aiming device reverse template and the guide hole tube.In this paper,through the 3D printing orthogonal experiment and regression analysis of test samples,got the FDM-3D printing process parameters optimum combination and size error correction method,on the basis for producing a reverse template attached with a good agreementwith the positioning surface,and relatively high precision guide hole tube,provide the technical support to enhance the accuracy and security of the FDM-3D printing aiming device.
aiming device for screw placement;FDM-3D;process parameters optimum;precision control;minitab
TH161
A
1672-545X(2016)12-0063-04
2016-09-10
南华大学博士科研启动基金(2015XQD39);湖南省重点学科建设资助项目(湘教发[2011]76号)
秦元帅(1991-),男,山东枣庄人,在读硕士,研究方向:机械设计及理论;李必文(1968-),男,湖南衡阳人,教授,研究方向:CAD/CAM,优化设计,特种加工。
