基于CAN总线的焊线机自动上下料控制系统的分布式设计与实现
2016-02-23赵飞麒冯宁黄健华
赵飞麒,冯宁,黄健华
(广东科杰机械自动化有限公司,广东江门529000)
基于CAN总线的焊线机自动上下料控制系统的分布式设计与实现
赵飞麒,冯宁,黄健华
(广东科杰机械自动化有限公司,广东江门529000)
提出了一种基于CAN总线的焊线机自动上下料控制系统的分布式设计。分析了方案中系统各部分的组成与功能,重点介绍了CAN总线通讯以及步进电机控制的硬件设计与软件实现。实践证明:该系统将CAN总线的通讯可靠性和ARM处理器运行速度快等优点结合起来,使焊线机的上下料控制系统实现了分布式控制,具有较强的灵活性和通用性。
CAN总线;ARM处理器;上下料控制系统
全自动焊线机是一种用于完成焊线工序的LED封装设备。目前国内焊线机主要以进口为主,价格昂贵,交货周期长,不利于国内半导体行业发展和发展,因此,焊线机国产化是发展半导体产业的必然趋势。全自动焊线机控制系统主要分成了XYZ平台模块、视觉系统模块、超声焊接模块、高压打火模块以及自动上下料模块。其中,自动上下料模块作为焊线机系统的重要组成部分,对整机的工作效率和可靠性有着重要的作用。目前,我公司研发的焊线机上下料控制系统是运动控制卡和IO卡配合的控制方案,由于接口板、信号中转板和线材等数量繁多,布线复杂,成本较高,严重影响了整机批量生产和调试的进度。
CAN总线是一种有效支持分布式控制或实时控制的串行通信网络[1]。ARM嵌入式系统具有性能高、功耗低以及软硬件装卸灵活多变等优点,为控制系统的开放性、分布式设计提供了良好的技术基础。因此,本文结合了ARM处理器和CAN总线的实时性高、传输速率高、可靠性高、效率高等特点,提出一种基于CAN总线的焊线机自动上下料控制系统的分布式设计方案,大大简化了焊线机内部布线,节省成本,也提高了整机的批量生产效率。
1系统的组成与各部分的功能
系统主要分成了上料、工作台与下料三个模块,上位机是根据自动上下料的原理进行数字计算,并通过CAN总线把控制指令发送到各个模块,使各个模块的步进电机按指令速度和方向转动,完成自动上下料的工作。
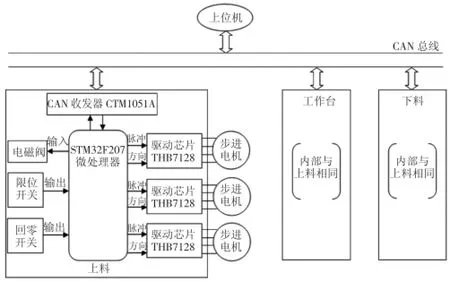
图1 控制系统的组成框图
从图1中可以看出运动控制系统主要包含CAN总线收发器CTM1051A,ARM微处理器STM3207 VET6,步进电机驱动芯片THB7128.STM3207VET6.是一款基于ARM Cortex-M3内核的32位处理器,具有出色的功耗控制与众多外设。该芯片内置1M FLASH、4K SRAM、3个SPI、3个串口、1个USB、2个CAN、140个可用IO口,是控制系统的核心部件。STM3207VET6微处理器把上位PC从CAN总线发送下来的控制指令按照给定的参数转化成脉冲序列,脉冲序列经过步进电机驱动芯片THB7128转化电机的A、B相的电信号,从而控制步进电机的转速和转向。
2硬件设计
2.1 CAN通信模块的设计
STM3207VET6内置的can接口支持2.0A和2.0B CAN协议,位速率高达1 M/s,可以收发11位标识符的标准帧或者29位标识符的扩展帧。具有3个发送邮箱和2个接收FIFO,3级28个可调节的过滤器,即使只使用一个CAN接口,它们都能被调用,每个CAN接口分配有256个字节的SRAM,不跟任何外设共用。它能够最小化占用的CPU资源来高效处理大量收到的报文,同时可以通过软件设置可以调整发送的优先级。CAN硬件设计如图2所示。
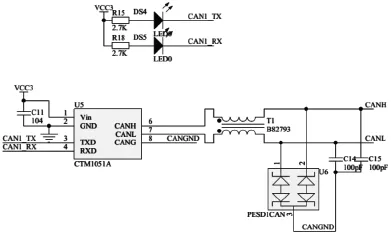
图2 CAN总线收发器电路图
CAN控制器和物理总线之间的接口芯片采用周立功的CAN总线收发器CTM1051A,它不仅能为控制器提供不同的收发性能,还具有DC2500V的隔离功能,使系统与外界隔离开来,简化了CAN外围的硬件设计,提高了系统的可靠性。电路上设计了一个共模扼流线圈,用于抑制共模干扰和平衡差分信号的传输;同时设计采用了拨码开关对CAN网络的ID地址进行设置;LED用于显示通讯的收发状态。
2.2 步进电机驱动模块设计
步进电机要能正常工作必须要有驱动器和控制器。驱动器的作用是对控制脉冲进行环形分配、功率放大,使步进电机绕组按一定顺序通电,控制电机转动[2]。本设计采用THB7128数字式步进电机驱动芯片,驱动电路如图3,该驱动芯片可以设置通过M1、M2和M3三个端口选择8档细分数,通过VREF和OSC引脚在额定电流内的任意电流值设置,能够满足大多数场合的应用需要。CLK、CW/CCW和ENABLE分别为脉冲、方向和使能信号的输入端口,芯片分别有控制电源和电机动力电源,两个端口分别都设有滤波电路,为芯片提供干净的电源。电机每相输出设有防短路的二极管,防止因为接线错误而烧坏芯片。

图3 步进电机驱动芯片电路图
3软件实现
3.1 CAN收发软件实现
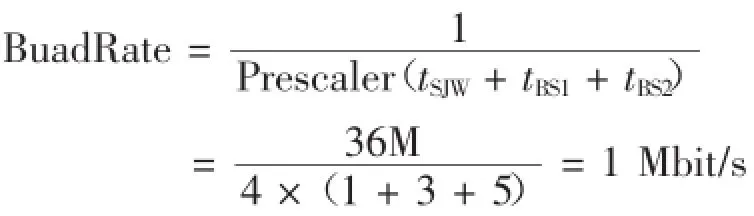
要实现STM32的CAN通讯,只需要对处理器内部的CAN总线的参数进行的配置就能达到控制要求,软件部分主要任务是对CAN总线进行初始化、数据发送和接受[3]。CAN总线初始化最主要的是设置通讯的波特率,本设计中采用AHB1作为CAN时钟为36 MHz,所以要得到1M/s的波特率,即SJW=tq,BS1=3tq,BS2=5tq,Prescaler=4,所以波特率的计算如下:
CAN总线是以报文为单位进行信息交换,图4是发送和接收程序流程图,其解读为:
(1)在完成初始化后,有3个发送缓冲区用于发送报文,在发送数据之前首先要设置发送缓冲区内报文发送的优先级,然后设置标准帧或者扩展帧的标识符,最后查询发送缓冲区的状态,当发送缓冲区空闲时只要数据写入缓冲区再置位发送请求位就可以启动数据发送。
(2)在完成初始化后,有2个接收缓冲区用于接收报文,报文的接收是通过中断方式来接收的。中断在接收缓冲区接收到符合要求的报文时被触发。当数据接收完毕后,接收任务就会进入休眠等待状态,这样使得数据传输的响应时间更快同时避免了由于数据超限而引起的数据重发[4]。如图4所示。

图4 CAN总线发送和接收程序流程图
3.2 步进电机加减速控制软件实现
为了避免电机在启动、停止、运行以及换速的过程中产生冲击、超程、失步和振荡等一些影响运动精度的现象[5]。电机从启动到给定的进给速度或从一个速度到另一个不同的速度的过程中需要有一个加减速的过程,使其能够平滑的过渡,达到较好的定位精度。
S型曲线加减速是比较理想的控制加减速方法,本设计把整个速度规划分为7个阶段,分别为加加速运动阶段、匀加速运动阶段、减加速运动阶段、匀速运动阶段、加减速运动阶段、匀减速运动阶段、减减速运动阶段[6]。其加加速度j、加速度a和速度v的方程如下:


这种方法任何一点的速度变化都是连续变化的,从而避免了柔性冲击,速度的平滑性较好,运动控制精度高[7-9]。
4结束语
本设计以ARM处理器为控制核心设计了一个的基于CAN总线的焊线机上下料控制系统。通过对相关的关键技术进行了深入研究,实现CAN总线和ARM的模块化设计,简化了设备的布线,增强了系统的可靠性以及通用性,该设计已经应用于目前焊线机设备上,运行情况良好。
[1]李真花,崔健.CAN总线轻松入门与实践[M].北京:北京航空航天大学出版社,2011.
[2]董昊,石九龙,刘锦高.基于STM 32F103的贴片机控制系统的设计与实现[J].电子设计工程,2014(2):158-161.
[3]蒋荣.基于ARM的CAN总线智能节点的设计[J].电子技术应用,2005(4):24-26.
[4]蔡月明,刘浩.基于CAN总线的工业控制系统[J].中国仪器仪表,2001(5):78-80.
[5]黄兆斌,黄云龙,余世明.几种步进电机加减速方法的对比研究及其应用[J].机电工程2011(8):951-954.
[6]仪慧玲,张仁杰.基于STM32的步进电机S曲线加减速算法的优化[J].信息技术,2015(3):178-181.
[7]杨雁,王云宽,宋英华.基于FPGA的数控加减速控制器的设计[J].制造技术与机床,2007(6):31-34.
[8]盖荣丽,林浒,郑默,等.高速加工中速度规划算法的研究与实现[J].小型微型计算机系统,2009(6):1067-1071.
[9]张碧陶,高伟强,沈列,等.S曲线加减速控制新算法的研究[J].机床与液压,2009(10):27-29.
Distributed Design and Realization of Automatic Control System ofWelding W ire Machine Based on CAN Bus
ZHAO Fei-qi,FENG Ning,HUANG Jian-hua
(Guangdong Kejie Machinery Automation Corporation,Jiangmen Guangdong 529000,China)
In this paper,amodular design of the automatic control system of welding wire machine based on CAN bus is presented.The composition and function of each part of the system are analyzed,and the hardware design and software implementation of CAN bus communication and the control of stepping motor aremainly introduced. The system combines the advantages of CAN bus communication reliability and ARM processor's running speed,so that the control system of the upper and the lower material of the wire bonding machine can realize the distributed control,which has strong flexibility and versatility.
CAN bus;ARM processor;loading and unloading control system
TP277
A
1672-545X(2016)12-0037-04
2016-09-13
赵飞麒(1982-),男,广东江门人,硕士,技术员,主要从机电控制系统等方面的开发。
