一步法催化乙醇合成正丁醇
2016-02-16张云贤余维新李杰灵陈耀壮西南化工研究设计院有限公司四川610225
O 张云贤 余维新 李杰灵 陈耀壮(西南化工研究设计院有限公司 四川 610225)
一步法催化乙醇合成正丁醇
O 张云贤 余维新 李杰灵 陈耀壮
(西南化工研究设计院有限公司 四川 610225)
以MgO为载体,通过一步法浸渍Ni、Ge、Pd等金属制备催化剂,考察了催化剂在不同温度、不同压力下乙醇同系化法制备丁醇的反应性能。结果表明,丁醇的选择性可以达到77%,适宜的反应温度为280-320℃,适宜的反应压力为2.8-3.5MPa,适宜的载气流速为3.0-4.0L/h。
乙醇;丁醇;一步法;催化剂
正丁醇属于有机化工原料,主要是针对丙烯酸丁酯、醋酸丁酯、邻苯二甲酸二丁酯等酯类的生产使用,一般来说,约占正丁醇消费总量的60%。在石油、织物制造、医药等多个方面也发挥了重要的作用等。最近几年,随着燃料汽油的不断兴起,相比同一系物之中的甲醇、乙醇等材料,丁醇本身所具备的优势更加明显,尤其是在性能与经济方面得到极佳的体现。
传统模式下的正丁醇合成方法包括乙醛缩合法、发酵法和羰基合成法,乙醛缩合法操作压力偏小,没有任何异构的出现,但是工艺流程整体偏长,所以,对于设备会出现严重腐蚀,并且生产成本相比其他的方式过高,所以,现阶段已经将这一个方法淘汰。伴随着国际油价的上涨以及天然气价格的上升,因为原料成本的制约,所以,对于正丁醇的合成,就需要探寻一条更加环保与经济之路。
1.实验部分
(1)一步法催化剂的合成
以MgO为载体,采用一步浸渍法制备Ni-Ge-Pd/MgO催化剂。
原料按照一定的物质的量之比配制混合液。首先将Ni(OAc)2·4H2O溶于去离子水中,在加入三氧化二双[2-羟乙基锗(IV)],搅拌均匀后加入Pd(OAc)2溶液,加入氨水控制pH为10左右,将配置的混合液在MgO载体中浸渍。所得产物经烘干、焙烧得到Ni-Ge-Pd/MgO催化剂,然后将制备的Ni-Ge-Pd/MgO催化剂压片为20-40目固体颗粒待用。
(2)催化剂活化
将压片所得20-40目的Ni-Ge-Pd/MgO催化剂在H2:N2为1:10的气氛中300℃还原8h。
(3)活性评价系统
实验采用连续流动式固定床反应装置。催化剂装于不锈钢反应器中部,上、下均由石英砂填充,起到支撑催化剂和均匀原料气分步的作用;乙醇经汽化器进入反应段,经冷凝分离器之后取样测试。具体装置如图1所示。
2.结果与讨论
(1)催化剂在不同温度下的活性和选择性
Ni-Ge-Pd/MgO催化剂当反应压力3.5MPa,反应温度为250℃时,丁醇的平均选择性为76.6%,与专利报道的转化率相当,以及总共82%的醇类选择性(生成了高碳醇以及一些未知的产品)。随着温度的升高,乙醇的转化率逐渐提高,丁醇的选择性急剧下降,产物中生成了较多的乙醛,说明催化剂在较高温度下发生乙醇脱氢反应,生成较多副产物,催化剂在不同温度下的活性和选择性如图2所示,由图可知280-320℃为反应的适宜温度。
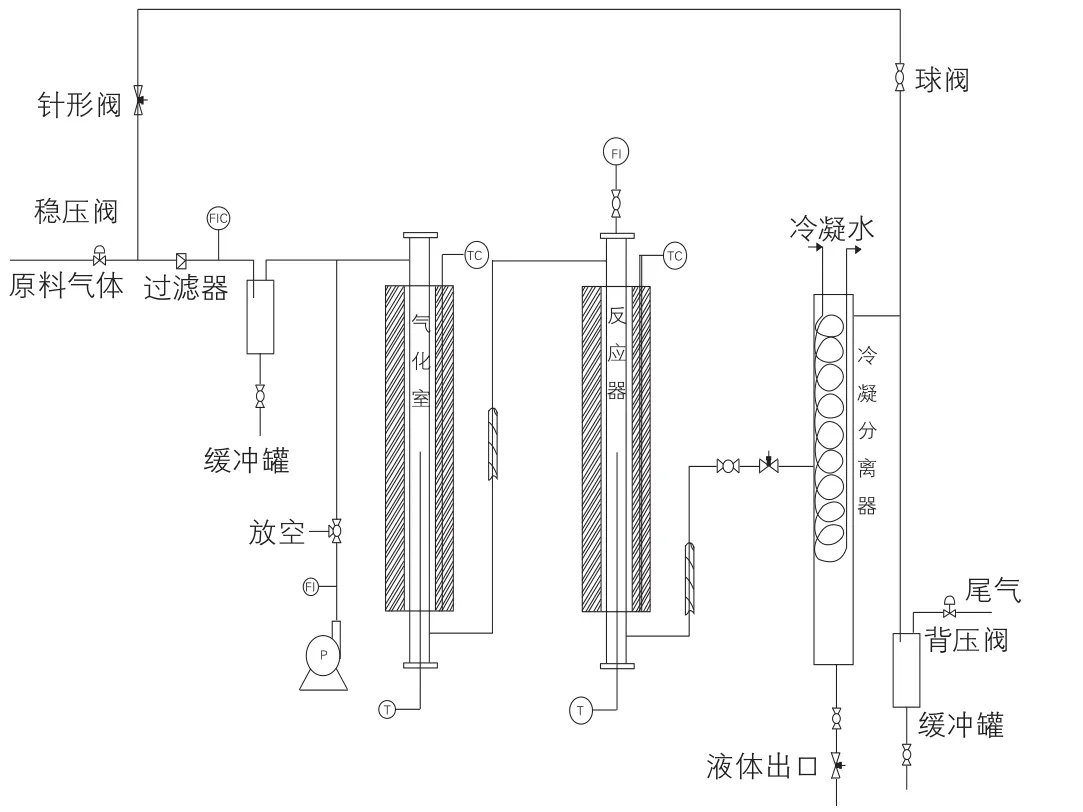
图1 催化剂反应评价装置
反应条件:3.5MPa,载气流速3.5L/h,进料流速0.12 mL/min
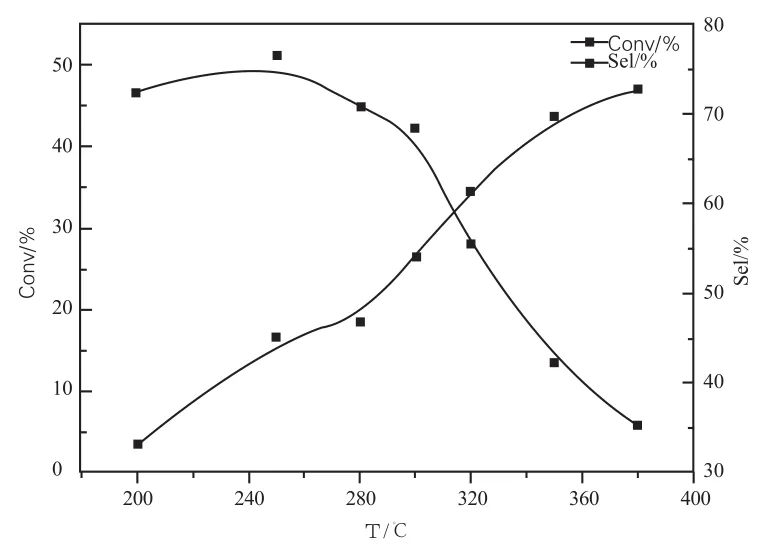
图2 催化剂在不同温度下的活性和选择性
(2)催化剂在不同压力下的活性和选择性
Ni-Ge-Pd/MgO催化剂在2.0MPa下基本没有产物丁醇生成,说明乙醇在压力较低时不能合成丁醇;在压力为3.0-5.0 MPa范围内,随着压力的升高,乙醇转化率和丁醇的选择性逐渐升高;但压力大于5.0 MPa后,乙醇转化率和丁醇选择性提升均不明显,催化剂在不同压力下的活性和选择性如图3所示,因此2.8-3.5 MPa为反应的适宜压力范围。
反应条件:300℃,载气流速3.5L/h,进料流速0.12mL/ min
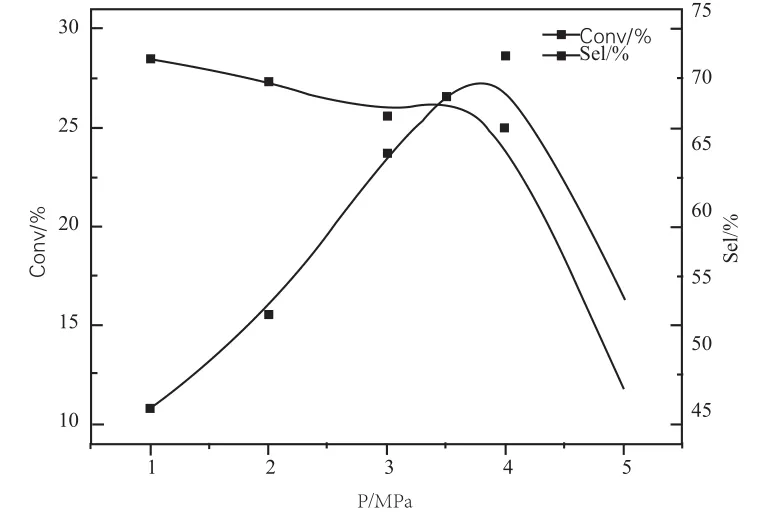
图3 催化剂在不同压力下的活性和选择性
(3)催化剂在载气流速下的活性和选择性
载气流速为1.0L/h时,丁醇的选择性可以达到71.3%,随着载气流量的增加,乙醇转化率在一定范围内逐渐增加,但当载气流速为5.0L/h时,乙醇的转化率急剧下降;丁醇的选择性随着载气流速的增加,略有降低,当载气流速为5.0L/ h时,丁醇的选择性同样急剧下降,可能原因为增加空速会导致气体与催化剂的接触时间减少,导致乙醇转化率和丁醇选择性的降低,催化剂在不同载气流速下的活性和选择性如图4所示,因此载气流速3.0-4.0L/h是较为适宜的反应条件。
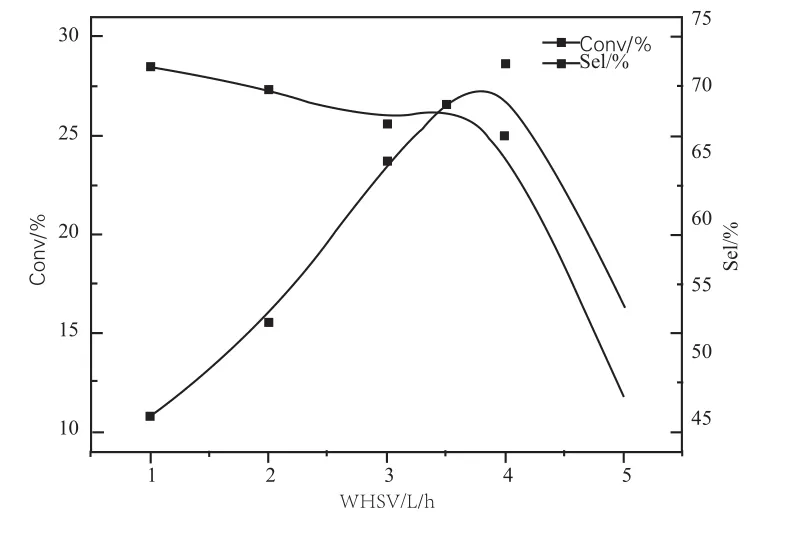
图4 催化剂在载气流速下的活性和选择性
反应条件:3.5MPa,300℃,进料流速0.12mL/min
(4)乙醇同系化法制备丁醇催化剂对比
目前乙醇制备丁醇较好的催化剂为Sn-HT(水滑石),其乙醇转化率50%,丁醇选择性55%,以及总共70%的醇类,研究表明加入适当量的Pd(2-5wt%)来减少酸位可以明显减少乙烷和二乙醚的生成;另外以MgO为载体,负载Ge/Pd/Ni的催化剂具有良好的反应性能,乙醇的转化率为50%,丁醇的选择性为67%,以及总共85%的醇类选择性(这是由于生成了高碳醇及一些未知的产品)。另外以γ-Al2O3为载体,负载Cs、Ge、Pd等金属,乙醇的转化率可以达到44%,丁醇的选择性为55%;以HAP(羟基磷灰石)为载体,负载Pt、Sn等金属,乙醇的转化率为50%,丁醇的选择性为53%。乙醇同系化法制备丁醇的反应温度为200-500℃,适宜的温度为300-375℃;反应压力为1.5-5.0MPa,适宜的反应压力为2.8-3.5MPa。
3.结论与展望
(1)采用一步法制备Ni-Ge-Pd/MgO(one step)催化剂,大大缩短了催化剂制备时间,用于乙醇合成丁醇反应,其活性和选择性均达到较高水平,丁醇选择性可以达到76.6%,以及82%的总醇类选择性;
(2)乙醇同系化法制备丁醇的适宜温度为280-320℃,适宜反应压力为2.8-3.5MPa,适宜的载气流速为3.0-4.0L/h;
(3)乙醇同系化法制备丁醇作为一种非石油路线,其流程简单,反应条件易实现,具有广阔的应用前景。目前丁醇的选择性是实现其工业化的最大障碍,提高丁醇的选择性是实现商业化的关键制约因素所在;但由于反应的部分副产物为高碳醇(己醇、戊醇等),依然具有较高的经济附加值。
[1]田凤,梁云龙.我国丁醇市场分析[J].石油化工技术经济,2004(3): 44-46.
[2]玄恩峰.国内正丁醇的生产、消费及市场分析[J].化工时刊,2001(1): 56-57.
[3]余黎明,张东明.国内外丁辛醇发展趋势分析[J].化学工业,2011,29 (12):21-26.
[4]袁志,朱丽敏.丁辛醇的技术进展与市场前景[J].广东化工,2012, 39(11):108-109.
[5]陈宁德.丁烯醛的生产工艺及应用[J].广西化工,1997,26(2):6-13.
[6]陈陶声,陆祖祺.发酵法丙酮和丁醇生产技术[M].北京:化学工业出版社,1991.
[7]Ezejt T.C,Qureshi N,Blaschek H.P.Butanol production from agricultural residues:Impact of degradation products on Clostridium beijerinckii growth and butanol fermentation[J].Biotechnology and bioengineering,2007,(6):1460-1469.
[8]童灿灿,杨立荣,吴坚平,张林,陈欢林.丙酮-丁醇发酵分离耦合技术的研究进展[J].化工进展,2008,27(11):1782-1788.
[9]程佳,王继东.丙烯氢甲酰化反应研究进展[J].化工科技市场, 2007(4).
[10]陈和.低碳烯烃低压羰基合成工艺的技术进展[J].石油化工,2009 (5):568-574.
[11]A.S.Ndou,N.Plint,N.J.Coville.Dimerisation of ethanol to butanol over solid-base catalysts[J].Applied Catalysts A:General 251(2003) 337-345.
Catalyzing of Ethyl Alcohol into N-butyl Alcohol by One-step Method
Zhang Yunxian, Yu Weixin, Li Jieling, Chen Yaozhuang
(Southwest Chemical Research and Design Institute Co., ltd, Sichuan, 610225)
Taking MgO as the carrier and using the one-step method to steep the metals such as Ni , Ge , Pd etc. to prepare the catalyst, by which, it observes the reaction performance of catalyst by the ethanol homologous method to prepare butyl alcohol under different temperatur e and pressure. The results show that the selectivity of butyl alcohol can reach to 77 %, besides, the suitable reaction temperature is 280-320℃and the suitable reaction pressure is 2.8-3.5 MPa,The appropriate gas carrier fl ow rate is 3.0-4.0 L/h.
ethyl alcohol;butyl alcohol;one-step method;catalyst
T
A
张云贤(1987~),男,西南化工研究设计院有限公司,研究方向:气体分离与净化催化剂。
