锌熔铸设备的改进实践
2016-02-11魏福春
魏福春, 李 龙
(赤峰中色锌业有限公司, 内蒙古 赤峰 024000)
设备及自动化
锌熔铸设备的改进实践
魏福春, 李 龙
(赤峰中色锌业有限公司, 内蒙古 赤峰 024000)
详细介绍了锌熔铸设备中搅拌器、感应器和浇铸挡板的改进。改变合金搅拌器材质,降低了合金锭的含铁量;延长锌熔铸炉感应器使用寿命,降低了产品能耗及维修费用;采用挡板式浇铸方式,减少了锌锭浇铸时锌液的氧化,提高了直收率。
锌熔铸; 合金搅拌器; 感应器; 挡板式浇铸
在锌冶炼生产中,熔铸工序的工艺组成最简单,在降低成本方面,除了电耗、直收率和维修费用外,其他可操作空间很小。合理选择合金搅拌器的材料,可减少合金的含铁量,从而提高合金成品率;避免停炉带来的额外电能损耗,降低能耗及维修费用的关键是延长锌熔铸炉感应器的使用寿命;采用挡板式浇铸方式,能够减少锌锭浇铸时锌液氧化,并提高直收率。
1 合金搅拌器
在锌合金生产中,配料和搅拌器十分重要。正确配料是满足用户合金成分要求的前提,搅拌器则应在保证合金成分均匀的前提下带进的杂质铁越少越好。目前还没有其他更好的材料可取代铁质搅拌器,一些资料介绍的铁基合金鲜有应用,非金属材料中有很多耐锌液浸蚀的材料,如:碳化硅、石英玻璃等,但因质地脆,强度低而不适合。某公司最初使用316 L不锈钢,后发现其不如锻造45#钢耐锌液侵蚀,目前仍使用锻造的45#钢。
锌锭铸模一般采用铸铁材料,某公司锌锭铸模使用12个月,浇锭冲刷位置的蚀坑仅为1.5 mm左右,考虑到该材质比较抗锌液侵蚀,故采用报废的锌锭铸模作为搅拌器的材料进行试验。试验用废锌锭模裁割拼成搅拌器,共制作了3个。第一个在使用前吊装过程中,搅拌叶片被碰掉;第二个使用一周后,在移动过程中撞掉了叶片;第三个使用三周后,在搅拌过程中叶片脱落。
试验表明:铸铁材料可焊性差,焊接强度达不到要求;使用三周的试验搅拌器没有明显的被锌液侵蚀迹象,说明这种锌锭模铸铁材料有比较好的耐锌液侵蚀性能,因此重新设计一体搅拌器进行试验。一体搅拌器采用45#钢做搅拌轴,叶片轮毂为整体铸造件,由于铸铁可焊性差,轮毂与轴采用机械式联接,避免焊造成不良影响。1个月的对比试验结果,铸铁搅拌器除边缘铸造缺陷外,基本无侵蚀痕迹,而45#钢锻造的搅拌器已达到报废的程度。
铸铁耐锌液侵蚀能力与其内部组织结构有关,白口铸铁中的碳绝大部分以渗碳体形态存在,其他铸铁中的碳以各种石墨形式存在,灰铸铁中的石墨为片状,可锻铸铁中的石墨为团絮状,球墨铸铁中的石墨为圆球状,蠕墨铸铁中的石墨为蠕虫状。石墨与锌液互不浸润,因此铸铁中的石墨阻止锌液与铁接触发生互溶反应,石墨在铸铁中越弥散其抗蚀性越好。另外,铸铁中的镍、铬、钼、铝、铜、硼、钒等也会影响抗蚀性。在相同基体组织的情况下,球墨铸铁的力学性能(强度、塑性、韧性)最好,其具有作为合金搅拌器最理想的机械性能,哪种铸铁用作搅拌器最理想有待进一步试验验证。
2 感应器
国内锌冶炼电解锌片熔化普遍使用工频感应电炉,这种锌熔铸炉一般采用300 kW感应器做热源,不同的炉型配置的感应器数量不同。某厂除有300 kW感应器的炉型,还有已被淘汰的90 kW感应器的炉型,300 kW感应器有株洲火炬工业炉公司和西安同欣公司设计的两种,两种类型感应器的结构形式基本相同,不同点在于感应器线圈护套的设计。
2.1 感应器漏锌分析
90 kW感应器漏锌。配有90 kW感应器的是总功率540 kW的小锌锭熔铸炉,由株洲火炬工业炉设计。该炉型最大的缺点是3#感应器使用寿命短,仅3个月左右,而其他感应器的使用寿命基本在18月以上。 3#感应器漏锌点集中在铜套绝缘缝中部锌环位置(见图1),其他位置没有该情况。
300 kW感应器漏锌情况和90 kW感应器的类似,集中在不锈钢护套绝缘缝中部锌环位置,图2是一次漏锌事故造成线圈烧毁图。
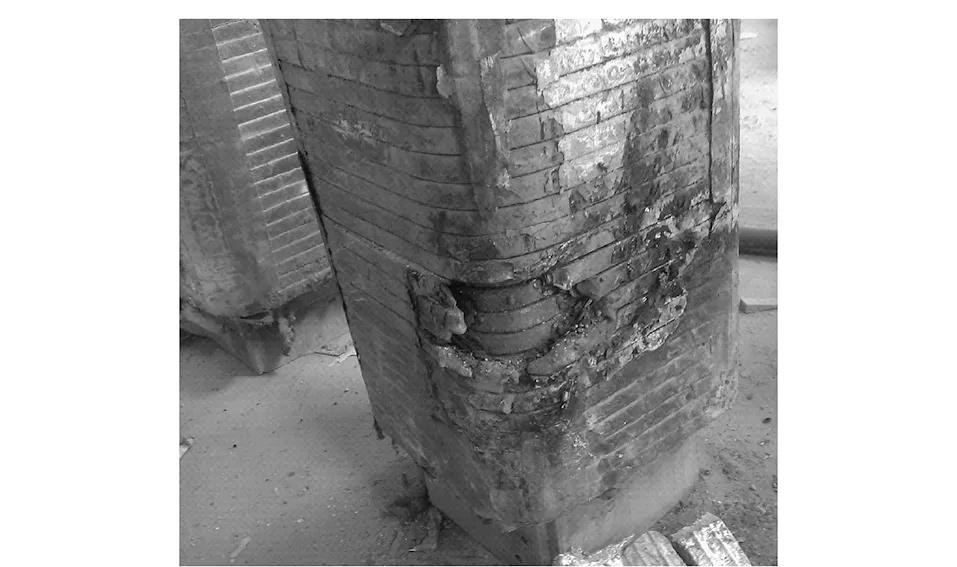
图2 线圈烧毁图
从图2可以看出,漏锌点正处于锌环位置。这次事故由于配电室断路器未能接地脱开,导致线圈熔断,断路器报废。
漏锌部位都集中在锌环附近,且由金属护套的绝缘缝漏出,图1圆圈标注的部位是锌液侵蚀金属护套留下的痕迹,锌液与铜熔合在一起。 300 kW感应器是不锈钢护套,由于锌与铁不互熔,此处直接被锌液侵蚀残缺。对感应器损坏成因分析发现,捣打料部分出现裂缝,裂纹开裂到护套绝缘缝位置,电木绝缘条烧毁漏锌,裂缝沿着锌环向外延伸,锌环水平方向的裂纹居多,垂直方向的较少,从图3可以看出典型的裂纹形式。

图3 裂纹形式
锌液通过裂缝到达护套时,并没有直接击穿金属产生渗漏,而是通过绝缘缝流出,锌液凝固温度为417 ℃,金属护套温度远低于此温度,而且裂缝宽度不足0.1 mm,由于锌环提供给裂缝最边处锌液的热量有限,锌液在金属护套上凝固,从而阻止锌液外流,感应器可正常运行。无论干式捣打料还是湿式捣打料,在运行过程中均会产生裂纹,由于金属外层温度低于锌的熔点,即使捣打料产生裂纹发生泄漏也不会造成漏锌,感应器仍可运行。而当锌液堆积到绝缘缝时,锌液将绝缘的地方联通形成回路,此时金属护套具有部分锌环的磁能,自身成为热源。锌液联通部位截面积较小,成为感应电流发热点,温度远高于417 ℃,固体锌熔化、绝缘电木烧穿,锌环里的锌不断地流出直至线圈接地断路器跳闸。西安同欣设计的金属护套由于有两个绝缘缝,使用寿命相对长一些。
2.2 感应器的改进
金属护套绝缘缝是造成感应器漏锌的根本原因,但目前尚无更好的绝缘材料取代金属。借鉴中频无芯炉结构设计思路,无芯炉炉体最外层为槽钢框架,紧邻框架的是水冷线圈,线圈里层是石棉板,石棉板里层就是耐火砖或浇注炉料,耐火砖或炉料构筑的炉腔内是熔融的金属。在使用和维修中发现,耐火砖和炉料形成的炉衬会产生裂纹,金属熔体沿裂纹到达石棉板内侧并凝固,发生渗漏的地方通常是石棉板接缝,或因石棉板与炉料粘连在一起,炉料开裂并将石棉板一起撕裂处。既然石棉板能经受住无芯炉的金属熔体的侵蚀,那么将其用在感应器金属护套上也应当可行。石棉板是绝缘材料,用其包裹金属护套,当锌液沿裂缝到达金属护套外侧时,由于石棉板的阻隔,锌液与金属护套不发生接触,则不会形成回路,也就不会产生感应电流而形成额外的热源,金属锌在石棉板外侧凝固后阻挡锌液继续外流,从而延长感应器的有效使用寿命。为了防止捣打料粘连石棉板并开裂,采用双层1 mm石棉板包裹,见图4。

图4 石棉板包裹金属护套
目前采用这种设计方案的有部分300 kW感应器和1个90 kW感应器,在四期异常的2#合金炉(300 kW感应器常常漏锌,最短的使用寿命仅3 d天)对比试验中发现,同一班组捣打的感应器,采用新设计方案使用寿命是原设计的13倍以上;不同班组捣打的感应器,新设计的感应器使用寿命是另一组原设计的30倍以上。540 kW的小锌锭熔铸炉3#感应器(2015年6月21日开始使用)使用期超过6个月,仍能正常运行。试验中采用新设计方案的感应器也相继出现漏锌,漏锌部位是不锈钢护套与感应器钢壳上接口处,漏锌点均位于感应体浇注料产生纵向裂纹并开裂到护套与钢壳对接处,锌液穿透石棉绳而溢出。图5是新设计的感应器漏锌后拆开看到的石棉板阻挡锌液效果,从目前情况看达到了设计目的。

图5 新设计的感应器石棉板阻挡锌液效果
由于新设计的感应器不锈钢护套与感应器钢壳上接口处漏锌,锌液倒流到线圈室即不锈钢护套里,导致线圈受损,所以又设计了法兰式不锈钢护套,如图6。

图6 法兰式不锈钢护套
护套法兰与钢壳紧密连接,钢壳与法兰之间用石棉板作密封垫,阻止捣打料开裂漏出的锌液。此设计的感应器于2015年6月11日装配在四期2#合金炉,使用约2个月后,感应器与炉体接口法兰漏锌,拆开发现从锌环到接口法兰的捣打料有一条裂纹,导致漏锌。进行清理后,在接口法兰上重新压填岩棉板再次装配使用,这是这台炉子出现异常损坏感应器情况以来使用寿命最长的感应器,同一台炉子另一个感应器已更换了4次。
2.3 线圈防锌液保护措施
不锈钢护套与感应器钢壳无论采取何种设计,都会有绝缘缝,法兰式不锈钢护套的绝缘缝还必须与壳体的绝缘缝对齐,以阻断感应电流。绝缘缝虽然用石棉板封堵,但仍有漏锌的可能。线圈室处于高温之中,热源来源于线圈本身和感应体内的锌环。线圈本身的热来自线圈的电阻及铁芯感应电流发热,由于线圈为铜质,截面积150 mm2,最大电流650 A,因此线圈电阻产生的热量可以忽略不计。铁芯为硅钢片压制而成且截面积为34.5 cm2,感应产生的热量也很低。锌环温度在600 ℃左右,抽出线圈实测线圈室内壁温度在100 ℃左右,因此线圈室热量主要来源于锌环,原设计感应体有两台冷却风机,基本能够满足线圈室的冷却需求。由于热量基本来源于锌环即线圈室内壁,因此在线圈之外增加一层0.5 mm耐高温石棉板,石棉板将线圈室分为两个,内室是线圈,外室是风道,如图7。
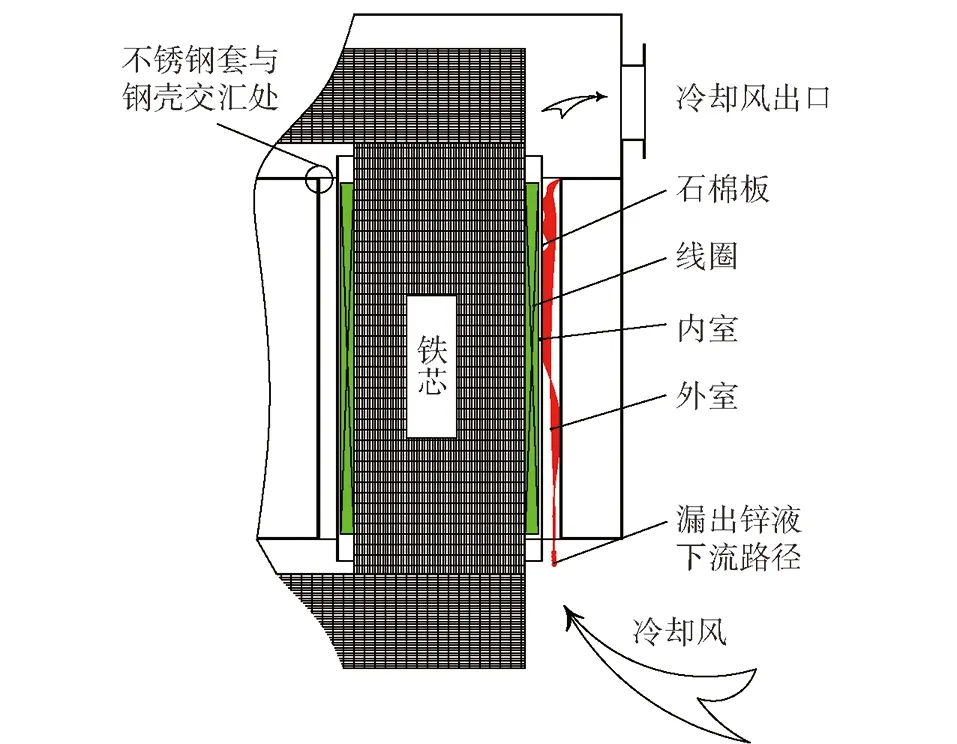
图7 线圈防锌液保护
冷却风从底部进入,穿过线圈室的风将线圈产生的热量带走,穿过外室的风将锌环传导的热带走,更重要的是一旦发生漏锌,锌液不会与线圈接触,而是沿着外室向下流出感应体,提醒岗位人员感应体发生漏锌事故,不至于线圈损毁。
3 挡板式浇铸
3.1 常规浇铸
小锌锭生产浇铸方式不同,所用的锌熔铸炉炉型也不一样。簸箕浇铸方式的炉子只有一个室,且室内锌液上有浮渣,浮渣起保温隔氧作用,因此吨锌电耗低,直收率高。舀勺浇铸方式的炉子有前后室,舀勺在前室舀取锌液的同时搅动前室,造成锌液大量氧化,加之前室无浮渣覆盖,热量散失较大,故舀勺浇铸比簸箕浇铸电耗高,直收率低。簸箕浇铸的主要缺点是,锌液流出炉子经溜槽至簸箕过程中大量氧化,且在簸箕内也发生氧化。因此需要解决锌液氧化问题,提高直收率。
3.2 挡板式浇铸
锌液氧化量与锌液凝固之前暴露于空气中的时间、接触面有关,浇铸时锌液炉外停留的时间越短、接触空气的面积越小则越好。因此在溜槽设计,浇铸方式选择上均应以此为原则。
3.2.1 溜槽改进设计
传统溜槽采用炉料捣打或是U型耐火砖砌筑,锌液与空气接触面积过大。改进设计采用复合溜槽,图8是溜槽截面情况对比。
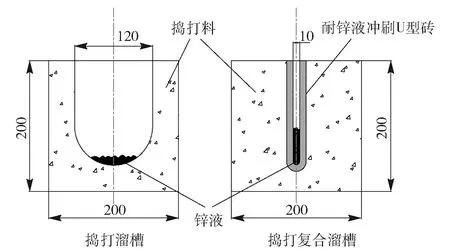
图8 溜槽截面对比
新设计的溜槽采用特制U型砖,U型砖开口宽度为10 mm。改进后锌液与空气接触面积缩小了80%左右,为了放置石墨棒,炉子出锌口处仍然采用120 mm宽体溜槽,整体溜槽中锌液与空气的接触面积缩小60%左右,亦即锌液在溜槽氧化大大减少。特制U型砖采用耐锌液侵蚀的碳化硅材质,实际使用过程中如果在锌液上覆盖石棉,可进一步减少热量散失及避免接触空气。
3.2.2 挡板式浇铸
目前小锌锭模浇铸比较理想的是舀勺浇铸方式,舀出的锌液直接流到锌锭模里,而且锌液的浇口距离锌锭模上沿仅10 mm左右;不足之处是锌液进入浇口室内要产生旋流及余液回流,导致锌液氧化。为了减少锌液氧化,采用挡板式浇铸,图9为挡板的临界位置。

图9 挡板式浇铸
浇铸挡板固定于圆盘上,圆盘动力取自铸锭链条,齿轮传动,浇铸挡板与铸模保持同步运动,每当两铸模之间缝隙移动到给液浇口下方时,挡板提前阻挡锌液,防止锌液流到铸模外,依次循环。
给液浇口采用耐锌液侵蚀性好的氮化硅圆管,采用钢板和水泥石棉板通过水玻璃粘合在一起的复合挡板,钢板起支撑作用,水泥石棉板保护钢板免于锌液侵蚀。如果水泥石棉板老化,可随时更换。
4 结论
锌合金生产采用铸铁搅拌器时,搅拌器无明显侵蚀现象,锌合金中铁的含量无明显增加,因此造成锌合金含铁高的原因应是炉内物料问题。对比小锌锭生产工艺,锌合金生产仅多一个搅拌过程,排除搅拌器带入的可能,铁可能来自砸下的芯轴屑、铸模的碎屑。笔者认为,降铁的方向是回炉料的分拣。
试验表明,改进后的感应器寿命延长了4倍多,在四期异常的2#合金炉得出的结论,在其他炉子也得到验证。
挡板式浇铸目前在小锌锭浇铸方式中比较有优势,结合溜槽的改进整个浇铸过程比传统浇铸方式减少锌氧化80%,浇铸流程缩短,热量散失少,炉温控制比传统浇铸低5~10 ℃。
锌熔铸主要是靠设备的技术含量及效率提高产品质量降低消耗成本,改变合金搅拌器材料尽可能地降低合金锭的含铁量;延长锌熔铸炉感应器使用寿命,能有效降低产品能耗及维修费用;采用挡板式浇铸方式,最大限度地减少小锌锭浇铸时产生的氧化,提高直收率。
日本南鸟岛发现大范围稀有金属矿
在日本最东端的南鸟岛附近深海海底发现大面积锰结核矿,分布范围至少有4.4万平方公里,比九州岛面积还大。这是日本首次在南鸟岛附近发现如此大范围稀有金属矿。
南鸟岛面积约1.2平方公里,西北距东京约1 800公里。日本海洋研究开发机构和东京大学等从2010年起对南鸟岛附近海底矿藏进行调查,2013年已发现该岛附近海底泥中存在高浓度稀土。
研究人员在距离南鸟岛约300公里的5 500米海底发现密布着锰结核矿石。研究人员利用深海探测器“深海6500”采集了部分锰结核矿石样本,发现其富含稀有金属钴和镍等,仅钴的量就够日本使用约1 600年。
日本一直希望通过寻找海洋矿藏来摆脱对进口稀有金属资源的依赖。不过,由于这些矿石位于深海海底,目前采集利用还有困难,未来有望成为重要的稀有金属资源。
Improvement practice of zinc casting equipment
WEI Fu-chun, LI Long
This paper introduces the improvements of agitator, sensor and casting baffle in zinc casting. Change of alloy agitator materials reduces the iron content in alloy ingot. Extending the sensor life of zinc casting furnace reduces the product energy consumption and maintenance cost.The adoption of baffled casting can reduce the zinc solution oxidation during zinc ingot casting and improve the direct recovery.
zinc casting; alloy agitator; sensor; baffled casting
魏福春(1974—),男,内蒙古赤峰人,有色冶金高级工程师。
2015-12-31
TF813
B
1672-6103(2016)05-0037-05
