液态乙烯冷量综合利用的技术改造
2016-02-10吕庆霖
吕庆霖
(滕州中盛化工有限公司,山东滕州 277500)
液态乙烯冷量综合利用的技术改造
吕庆霖
(滕州中盛化工有限公司,山东滕州 277500)
提出了液态乙烯冷量综合利用改造的设计方案,介绍了装置的工艺流程和主要设备;分析了技术改造的成果。实践表明:液态乙烯冷量综合利用装置每小时节约用电190kW·h、蒸汽1t、循环水350m3/h。装置年利润380万元,节能效果明显。
液态乙烯;综合利用;节能;技术改造
滕州中盛化工有限公司基地位于鲁南高科技化工园区内,规划建设面积两平方公里。一期工程规划的环氧乙烷项目已建成投产,与之配套的10万t/a乙烯仓储项目于2012年投产,在整个项目投产后对液态乙烯的汽化过程中的冷量进行了综合改造利用,即以乙二醇作为冷媒,获取-103.9℃液态乙烯汽化时释放的冷量,传递给其他需要冷量化工装置使用,从而降低了乙烯仓储单元液态乙烯汽化所需蒸汽量,大大减少化工装置了制冷所需能耗。经过2a来的运行,收到较好的效果,年节约达380万元,技改投入少、成效显著。
1 技改前冷量供需情况
1.1 乙烯仓储单元冷量情况
环氧乙烷装置设计为6万t/a,按100%负荷每小时7.5t产量计,乙烯仓储单元正常供给乙烯为6.25t。这部分乙烯从液态乙烯(-104℃)汽化至约50℃供环氧乙烷装置使用(暂为40℃)。期间产生的冷量除自身使用外,其余汽化所需的热量全部靠蒸汽加热来进行调整。
1.2 环氧乙烷装置冷量需求情况
技改前环氧乙烷装置所需要冷量来源于氟利昂冰机机组的制冷。环氧乙烷装置冷量主要使用部位及状态:环氧乙烷单元热态产品由约40℃冷却至-5℃以下;去外界其他单元环氧乙烷输送及循环其冷量的损耗.根据生产实际进行测试:环氧乙烷产品冷却器冷媒为50%乙二醇水溶液。最大热负荷250kW·h,正常时228kW·h;环氧乙烷储存冷却器冷媒为50%乙二醇水溶液,最大热负荷140kW·h,正常时128kW·h。
2 冷量供需概算
1)按环氧乙烷100%负荷生产时每小时供给乙烯6.25t计,乙烯仓储单元液态乙烯可以提供的冷量为:

折算为138.734 2×104kJ。
其中:C——2.775kJ/kg·K
M——6 250kg
△T——80℃,其中设计进丙烷换热器的温度为-95℃,出丙烷换热器的温度-15℃。
2)环氧乙烷热态产品使用冰机降温的实际运行情况
①冬季运行需要的冷量:(2012年11月22日数据)

折算为105.001 6×104kJ。
其中:C——3.351kJ/(kg·K)M=ρ*V——104 945kg
V——983/h
ρ——1 070.87kg/m3
△T——3℃,其中进冰机换热器的温度为-9.7℃,出小冰机换热器的温度-12.7℃。
②夏季运行需要的冷量:(2012年9月16日数据)

折算为171.38×104kJ
其中:C——3.35 kJ/(kg·K)
M=ρ*V——107 087kg
V——1003/h
ρ——1 070.87kg/m3
△T——-4.8℃,其中进小冰机换热器的温度为-9.7℃,出小冰机换热器的温度-14.5℃。
3 冷量综合利用与平衡的技改方案
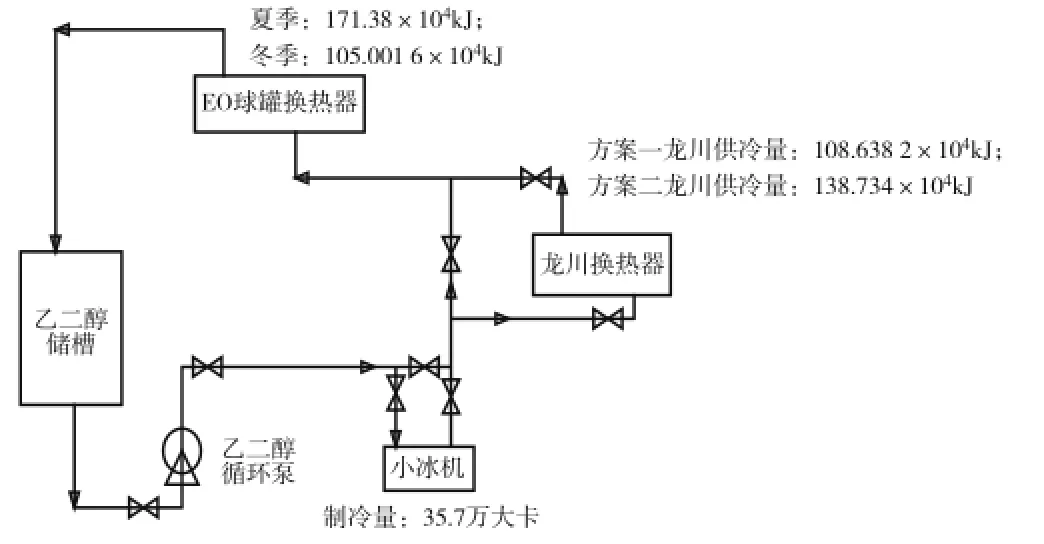
图1 冷量综合利用技改流程简图
3.1 技改方案的流程描述
采取冰机和乙烯仓储单元换热器串联的运转模式。即:乙二醇冷冻液经循环泵加压先进入小冰机初步降温然后再经过乙烯仓储装置丙烷换热器进行冷量交换进一步降温,降温至-12℃冷冻乙二醇溶液给环氧乙烷装置降温后返回乙二醇溶液储槽。
从简易流程图可以看出,根据环氧乙烷装置冷量生产负荷,小冰机和乙烯仓储单元换热器既可以串联使用也可以单独隔离使用。具体情况分析如下:
(1)当在夏季生产或者环氧乙烷装置负荷所需冷量超过小冰机制冷量时,采取小冰机和乙烯仓储单元换热器串联的运转模式。乙二醇冷冻液经循环泵加压先进入小冰机初步降温然后再经过乙烯仓储单元丙烷换热器进一步降温(优先调节使用乙烯仓储单元提供的最大冷量),冷冻乙二醇给环氧乙烷装置降温后返回乙二醇储槽。
(2)当环氧乙烷装置负荷所需冷量低于乙烯仓储单元提供的冷量时可以停运小冰机,环氧乙烷装置所需的冷量全部依靠乙烯仓储单元提供,小冰机作为备用,可以大大降低电耗。
3.2 技改平衡方案的概算
在对环氧乙烷装置运行过程中所需的乙烯的压力及饱和分压进行了整体方案制作前的概算,具体是以乙烯供应的参数及冷量交换时部分温差进行的。
3.2.1 乙烯仓储单元自身冷量的需求量计算
乙烯仓储单元一台乙烯压缩机连续运转,将乙烯储罐的气态乙烯压缩冷凝为液态乙烯,液态乙烯回流至乙烯罐,期间加压由气态冷凝为液态的冷量是由液态乙烯的提供。
乙烯压缩机设计为:流量400m3/h;出口压力1.7MPa;温度40℃(此温度为经循环冷却水后的气体温度)由此进行冷量概算如下:
(1)在1.6 MPa(G)下气态乙烯(40℃)冷凝成液态乙烯(-90℃)需要的冷量为Q耗可由图2进行衡算:
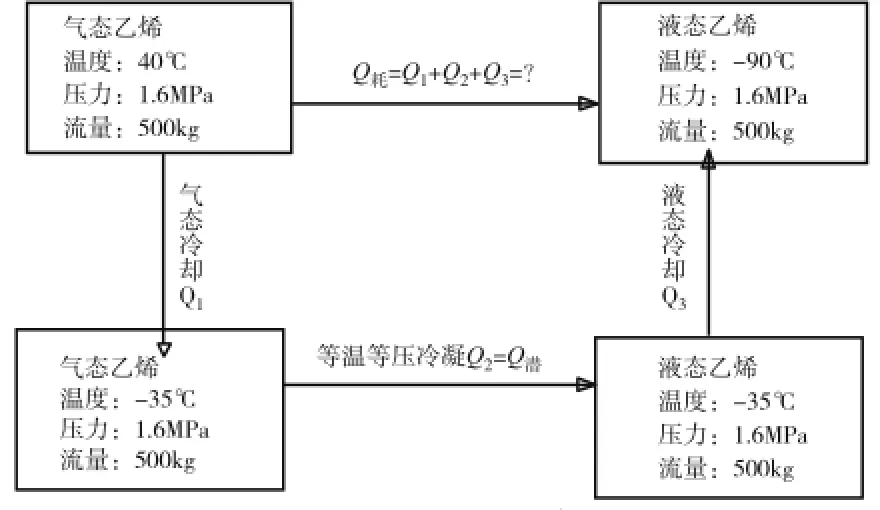
图2 过程热量衡算图
(2)在1.6 MPa(G)下气态乙烯(40℃)冷却到饱和温度(-35℃)所需要的冷量:

折算为5.9774×104kJ。
其中:C——1.589kJ/(kg·K)
M=ρ*V——500kg
V——400 m3/h
ρ——1.25kg/m3
△T——75℃,其中气态乙烯进预冷器的温度为40℃,达到饱和温度-35℃。
(3)在1.6 MPa(G)、饱和温度下气态乙烯液化需要冷量即液态乙烯的汽化潜热:

折算为17.054 4×104kJ。M——500 kg
Q潜——340.82 kJ/kg
(4)液态乙烯由-35℃冷却到-90℃所需要的冷量:

折算为7.106×104kJ。
其中:C——2.588kJ/kg·K
M——500kg
△T——55℃
此过程消耗的冷量为:Q耗=Q1+Q2+Q3=301 167.5 kJ折算为7.20万大卡,也就是说自身满足冷凝所需要的冷量。
3.2.2 乙烯提供冷量计算
按每小时供给乙烯6.25t计量(环氧乙烷生产负荷为100%时),液态乙烯可以提供的冷量为:

折算为138.734 2×104kJ。
其中:C——2.775kJ/(kg·K)
M——6 250kg
△T——80℃,其中进丙烷换热器的温度为-95℃,出丙烷换热器的温度-15℃。
3.2.3 富余的冷量
富余冷量Q余=Q乙烯-Q=1 387 500-301 167.5=1 086 332.5kJ,折算为108.638 2×104kJ。
通过方案冷量概算可知,乙烯仓储单元气态乙烯压缩机连续运转,乙烯仓储单元内部消耗冷量除冷凝乙烯回收至大罐外,还能提供的冷量供化工装置使用,而且在冬季、春季前期及秋季后期可以满足环氧乙烷冷量使用,此种状态可以停运小冰机;环氧乙烷装置夏季生产时,冷量是不能满足生产需要的,还行低负荷运行补充部分冷量。
4 技改成果评价
技改实施后,针对漏冷严重的情况,加强的保冷的防护。实际运行中,夏季天气温度连续在36℃以上,并且环氧乙烷负荷维持在110%以上运行时,在满足乙烯仓储自身冷量使用外,所需冷量由乙烯汽化提供的冷量完全满足生产所需,而且环氧乙烷装置配套的冰机完全停运。
冰机停运,环氧乙烷所需的冷量全部依靠乙烯仓储单元提供,小冰机作为备用,如此可以大大降低电耗。小冰机机组的电耗为190kW·h;乙烯仓储装置每小时少用蒸汽约1t;循环水每小时节约350m3/h;三项年累计达380余万元,节能效果明显。
5 技改的优化
在稳定长周期稳定运行的基础上,计划在乙烯仓储单元投资一台回收能力较小的乙烯压缩机,使之连续运转,气态乙烯经压缩机加压经循环水冷却后直接送至环氧乙烷装置。
乙烯压缩机可以初步设计为:流量400m3/h;出口压力2.8MPa;温度40℃(此温度为经循环冷却水后的气体温度,为可调温度)见图3。
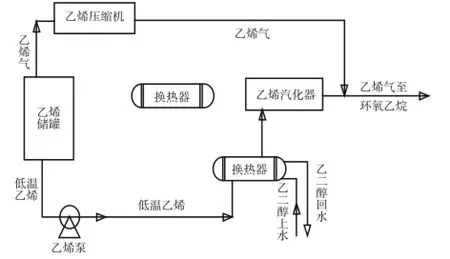
图3 方案二简易流程图
此方案中冷量的核算如下:
(1)按每小时供给乙烯6.25t计量(环氧乙烷的产量在100%生产时),液态乙烯可以提供的冷量为:

折算为138.734 2×104kJ。
其中:C——2.775kJ/(kg·K)
M——6250kg
△T——80℃,其中进丙烷换热器的温度为-95℃,出丙烷换热器的温度-15℃。
(2)Q余=Q乙烯=1 387 500kJ 折算为138.734 2×104kJ。
优化改造后,电耗相对冰机间歇开启将有所下降,同时陆续运行后回收的气体乙烯将不再消耗液态乙烯的冷量冷凝后回大罐,内部不消耗冷量,乙烯仓储单元液态乙烯所有冷量完全供环氧乙烷装置使用。整体的能量平衡进一步得到优化。
The Technical Reformation of Comprehensive Utilization of Liquid Ethylene Cold Energy
Lν Qing-lin
The author has proposed a new design scheme of comprehensive utilization of liquid ethylene cold;has introduced the process flow and main equipment;has analyzed the technical reformation results.The results indicates that the unite of comprehensive utilization of liquid ethylene cold can save 190kW·h electricity,1 ton steam and 350m3/h recycled water per hour.The annual profit from comprehensive utilization of liquid ethylene cold is 3.8 million Yuan,the energy saving effect is obvious.
liquid ethylene;comprehensive utilization;energy saving;technical reformation
TQ221.211
B
1003–6490(2016)10–0031–02
2016–09–15
吕庆霖(1975—),男,山东滕州人,工程师,主要从事化工生产管理工作。
