蜂窝式密封环的优点及加工制造概述
2016-02-09付子龙彭俊华
□付子龙 □陈 琦 □彭俊华
上海凯士比泵有限公司 上海 200245
蜂窝式密封环的优点及加工制造概述
□付子龙 □陈 琦 □彭俊华
上海凯士比泵有限公司 上海 200245
阐述密封环的概念与分类,并对各种密封环的结构与性能参数进行比较分析,以体现蜂窝式密封环的设计优势。介绍蜂窝式密封环的加工制造过程,包括电极材料与设备的选择、工装的优化、加工制造及装配工艺等。
目前,活跃在国内600 MW全容量机组和1 000 MW及以上半容量或全容量机组市场上,具有专业生产高压锅炉给水泵的厂家几乎均为外资企业。其中,中德合资的上海凯士比泵有限公司、瑞士独资的苏州苏尔寿泵业有限公司和日本独资的荏原机械淄博有限公司三家的市场份额占到90%以上。国内龙头企业主要是上海电力修造厂、沈阳鼓风机集团股份有限公司两家,占据了相对小容量机组的一半以上份额。在民营企业中,有能力制造大功率高压锅炉给水泵的厂家日益增多,如上海凯泉泵业(集团)有限公司、沈阳工业泵制造有限公司等。市场竞争日益激烈,在节能减排的大环境下,提高锅炉给水泵的效率已成为关键指标之一。采用蜂窝式壳体密封环的设计是提高效率的重要措施之一,笔者针对三种结构形式的壳体密封环,参考不同品牌厂家的产品设计特点进行比较分析。蜂窝式密封环的发展是一个跨领域和技术创新的过程,最初的设计只是应用于气封,随着高参数、大容量机组的发展,锅炉给水泵的应用要求也随之提高[1],进而为这种特殊结构设计的推广提供了空间。国外的相关应用证明了蜂窝式密封环的优良性能。
1 壳体密封环简介
密封环也称耐磨环、口环,一般应用于离心泵的叶轮和壳体上,通过骑缝螺钉固定,分为叶轮密封环和壳体密封环两类。有的离心泵设计为两个环同时存在,有的设计只有壳体密封环[2]。笔者研究对象为只有壳体密封环的锅炉给水泵,其材料为德国进口的锻造棒料。密封环的主要作用是防止叶轮出口端介质因自身压力大于进口处压力而倒流回叶轮进口端,即起密封作用,同时也起到耐磨的作用,避免壳体损坏。在应用进口材料保证良好耐磨性能的基础上,采用蜂窝式壳体密封环的设计,并应用在大功率、高转速锅炉给水泵上,可以减小泵内部的容积损失,从而在一定程度上提高泵的效率。
壳体密封环的整体结构形状多种多样,根据内表面的设计形状可分为三种形式:光滑表面一般结构密封环、环形槽表面结构密封环和蜂窝式表面特殊结构密封环,如图1所示。

图1 密封环结构分类
光滑表面式的密封环几乎可以应用于所有的离心泵,它的优点是通用性强、易加工、成本低。苏尔寿、荏原及其它国内品牌的锅炉给水泵都采用此结构设计。为提高密封环表面硬度,防止咬合,通常采用镀铬、激光硬化和堆焊硬质合金等工艺进行后处理,但采用镀铬后,脱铬现象频繁,尤其是在加氧处理的工况下,腐蚀性加剧,脱铬严重;采用激光硬化时,硬化深度有限;采用堆焊硬质合金则易变性。可见根据实际应用经验和对比研究,硬化工艺的应用尚未成熟,仍待完善。环形槽式结构的密封环主要应用于要求相对较高和美国石油协会(API)石油化工标准领域的特殊介质工况,其优点是可以适应一些特殊的介质,虽然多一道加工槽的工序,但工艺简单,切实可行。凯士比的小容量锅炉给水泵、部分API标准用泵,以及沈阳鼓风机集团部分特殊领域用泵都采用此结构。采用蜂窝式密封环设计时,无需额外的硬化工艺,凯士比将其应用于600 MW以上的锅炉给水泵产品。
2 蜂窝式壳体密封环的优势
相比前两种结构的密封环,蜂窝式密封环具有一定的优点。由于具有特殊的蜂窝状表面,密封环实际上是一种类似蜂窝状的四边形腔体,接触磨损的不再是一个整体的面,而是蜂窝形状的轮廓线,一旦叶轮进口外圆与密封环内表面发生磨损,其磨损可以控制在最小的接触面积范围内,起到防咬合的作用,如图2所示。

图2 蜂窝式密封环示意图
鉴于蜂窝式密封环优良的性能,可以经过设计计算减小间隙尺寸,实现密封环与叶轮单边间隙(S1/2)的最小化,从而控制泄漏量[3]。如图3及表1所示,笔者研究的锅炉给水泵对应的水力模型为7+7S,对应的间隙范围值S1/2=0.15~0.175 mm,相比光滑表面式密封环的间隙值大大缩小。
在锅炉给水泵正常运行时,密封环内表面的每一个小腔体都充满了介质,在叶轮高速旋转时,流体旋转产生的表面张力会阻碍从叶轮出口回流至叶轮进口的部分流体,进而也阻碍了一部分泄漏量的产生,如图4所示。

图3 蜂窝式密封环和叶轮尺寸间隙示意图

表1 密封环和叶轮尺寸间隙数值表

图4 密封环泄漏量示意图
此外,蜂窝式密封环有助于增强转子的稳定性,提高效率并延长使用寿命。由于与介质接触的密封环内表面存在较多的小腔体,给水泵对介质中杂质颗粒的敏感度明显降低[4]。
3 壳体密封环的性能比较分析
对于三种常见结构的密封环而言,如果与叶轮的几何间隙尺寸逐渐缩小,那么泄漏量也会变小。在强度方面,蜂窝式密封环有着与普通密封环一样的性能[5]。性能参数量化的数值比较见表2。
4 蜂窝式密封环的加工制造
蜂窝式密封环的加工无法通过普通的机械加工设备来实现,而是需要一种相对特殊的电火花腐蚀加工设备——火花机,并结合密封环结构特性进行设备改进设计,使之成为加工蜂窝式密封环的专用设备。火花机在离心泵行业的应用虽然不如一般机床普遍,但在国内也已经发展为一种相当成熟的加工机械,尤其是在要求相对较高的汽车、机器人制造和航空领域,应用更为广泛[6]。
通过编程软件Master CAM提前完成工艺的设定,加工速度相对于一般车削加工而言不高。只要定位调试完成,导入既定程序到操作系统,即可实现无人自动化操作,人力成本较低。电火花加工的基本原理工序为:浸没在绝缘液中的两个导电体(电极和工件)与一个可开关的直流电源相连;当电源打开时,在电极与工件之间会产生电压;将电极与工件之间的距离缩小到一定程度时,会产生电压放电,形成火花;火花击中之处,大量的热将金属融化;无数这样的火花一个接一个不间断出现,就形成了一种特殊的加工方法。有效的放电加工大约需要每秒几十万个火花,这样才可以将材料切割为需要的形状,加工现场如图5所示。

表2 密封环性能比较
4.1 电极材料的选择及加工

图5 火花机加工现场
在电火花成型加工过程中,使用一个三维电极来形成所需的工件形状。通过X、Y、Z、C轴的叠加运动,可以加工出蜂窝式表面的形状,这是其它加工方法所无法达到的加工效果。与工件表面形状子母配合的电极作为其中一个导电体,在加工程序中设定相应的规格尺寸,设备将自动控制电极与工件之间的距离,产生电压,释放电流,实现放电,达到产品要求的形状。可见,电极材料的选择至关重要,电极是一种消耗品,经反复试验摸索,选用日本东洋碳素生产的一种等静压电火花加工专用石墨,这样效果最佳。其它国际知名产品,如法国美尔森的E+60型号,也属于电火花加工顶级石墨,但由于蜂窝式密封环形状尺寸的特殊性,致使石墨顶尖部位放电尤其集中、强度大,且放电过程中容易出现拉弧现象,易损坏工件,故非最佳选择。对于其它一般的电火花加工石墨,由于放电率低,导致电极损耗大,不适用于蜂窝状表面的加工。对于电极的使用寿命周期,一般12~16 h更换一次,每完成一个密封环的加工需耗用一个电极。分15单元(小段)进行放电加工,每完成一个单元的加工,将自动进入下一个单元的加工,直至最后一个单元与第一个单元的无缝衔接。根据经验,针对每种规格的零件,编程时都需做略微的调整,才能做到精确对接,完成之后即可更换新的电极。
电极材料选定后,石墨材质硬而脆的特性决定了电极的加工也是一个重要环节[7]。高速加工中心(CNC)的主轴转速要求在20 000 r/min以上,且使用金刚石涂层D0.5的铣刀,既可以避免对刀具的损坏,又可以减小对刀具的磨损。为便于快速有效地实际操作,经过模块化设计改进,通过一个量身定做的把柄将电极固定在高精度定位仪的夹具上,实现电极的定位,每次安装、拆卸,只需将固定好电极的把柄卡在定位仪的夹具上即可,无需调整,实现了快速准确定位,如图6所示。

图6 电极定位把柄
在加工石墨电极时使用定位把柄,直接卡在电极供应商的电极加工设备上,即可完成定位。模块化设计在不同设备上的无缝切换,确保了后续蜂窝式密封环的加工精度。石墨在粗加工时,铣刀直接在工件上下刀即可。精加工时,为避免崩角和碎裂的发生,采用轻刀快走的加工方式,这样还会获得较好的侧壁表面质量。同时,石墨电极在加工时会产生部分灰尘,为避免灰尘渗入到机床的导轨丝杆和主轴等核心零件处,需配置石墨加工机床石墨灰尘处理装置,从而保证机床的密封性,避免石墨中毒[8]。
电极虽为外协加工,但作为保证零件加工精度最重要的一个环节,必须严格检验,保证质量,并经过相关的物理特性测试报告。
4.2 设备的选择及相关事宜
火花机选用台湾群基精密工业(苏州)有限公司的CNC400T型火花机,如图7所示。考虑到蜂窝式密封环的结构特点,根据额外的特殊要求,设计制作了专用的可旋转工作台[9],并升级选配了电极专用高精度快速定位模块(快速定位精度5 μm)来提高定位精度,从而保证了电极能够快速准确地与密封环的内表面在每一小段的圆周上保持一定的距离。融入了泵产品设计的理念和要求,CNC400T型火花机成为蜂窝式密封环专用加工设备。

图7 CNC400T型火花机
与国外泵行业采用电火花加工蜂窝式密封环的工艺相比,笔者的研究与改进大大降低了加工成本。据估算,国外四轴联动的火花机价格约折合200万元人民币,而高精度快速定位模块的价格约折合20万元人民币。对于本研究中的锅炉给水泵用蜂窝式密封环,加工工时为14 h,缩短了一半多的工时。在德国加工一个同等尺寸的蜂窝式密封环需要28 h,主要原因是四轴联动固然智能,但对于特殊的电火花加工工艺,需要调整的参数项过多,反而影响了加工速度[10]。良好的技术加上合理的性价比,大大提升了锅炉给水泵在能源领域的竞争力。
绝缘液选择使用壳牌万安EDM110绝缘液,具备高闪点、快速冲洗切屑、气味极淡及放电加工极快等优点,其详细参数为:运动黏度在40℃时为2.4 mm2/s,密度在20℃时为0.792 kg/m3,开口闪点为103℃,3 h铜腐蚀试验在100℃时为1 a,芳烃含量为0.1%,外观无色。
5 蜂窝式密封环的装配
在进行整泵的装配前,必须完成蜂窝式密封环和中段的预装配。先将密封环镶在中段的内圆上,再用骑缝螺钉固定,如图8所示。然后将预装配好的中段放在磨床上磨内圆,以达到所要求的同轴度和表面粗糙度等各项指标,如图9所示。

图8 蜂窝式密封环的装配

图9 预装配后磨内圆工序
6 结论
笔者研究的锅炉给水泵配置了结构特殊的蜂窝式壳体密封环,可选用不同的水力模型,每种水力模型通过配置蜂窝式密封环结构都会使效率得到一定的提高。此次研究项目选用水力模型7+7S,在常温冷却水试验时,效率能够提高0.8个百分点。在现场运行时,经过暖泵后,效率提高可达1.1个百分点。效率提高情况见表3。
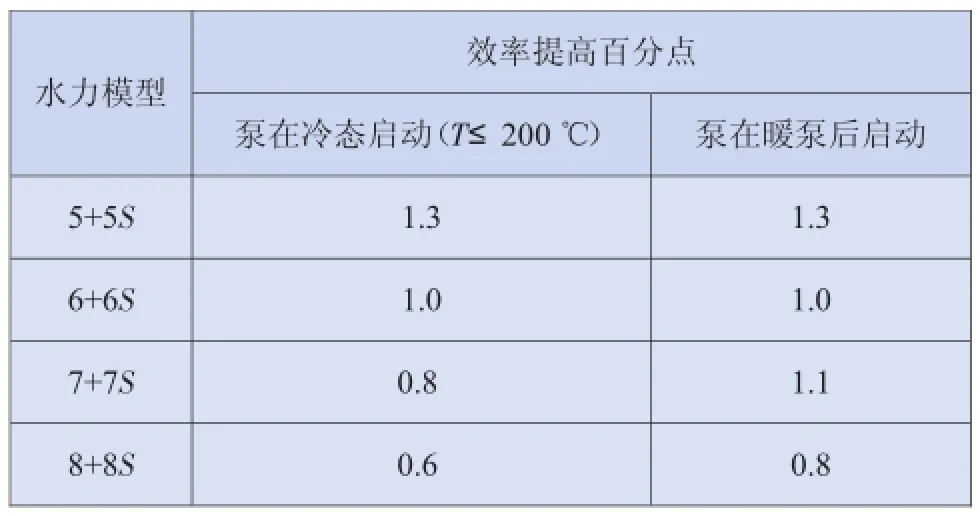
表3 锅炉给水泵效率提高情况
[1]徐炯,周一工.700℃高效超超临界火力发电技术发展的概述[J].上海电气技术,2012,5(2):50-54.
[2]何立东,叶小强,刘锦南.蜂窝密封及其应用的研究[J].中国机械工程,2005,16(20):1855-1857.
[3]吴大转,许斌杰,武鹏,等.多级离心泵内部间隙流动与泄漏损失[J].浙江大学学报(工学版),2011,45(8):1393-1398.
[4] SCHILL J H.Trends in the Development of Boiler Feed Pumps[R].Tsinghua University,Beijing,2001.
[5]黄先北,刘竹青,杨魏.离心泵口环间隙附近的空化特性研究[J].农业机械学报,2015,46(2):59-63,58.
[6]武云霞,王成勇,詹国彬,等.石墨电极的电加工性能[J].模具工业,2004(12):51-55.
[7]李圣华.关于提高石墨电极质量的几点建议 [J].碳素技术,1996(2):39-44.
[8]任红军.电火花石墨电极的特性研究及应用[C].2005年中国机械工程学会年会,重庆,2005.
[9] 孔伟.回转工作台的液压驱动装置[J].装备机械,2002(4): 18-19.
[10]王斌.石墨电极加工机床数控系统更新改造 [J].设备管理与维修,2005(4):26-27.
The concept and classification of the seal ring were elaborated with comparative analysis on the structure and performance parameters of a variety of seal ring in order to reflect the design advantages of the beehive seal ring.Also described the manufacturing process of the beehive seal ring including the selection of electrode material and equipment,optimized tooling,manufacturing and assembly processes etc.
锅炉给水泵;蜂窝式密封环;制造
Boiler Feed Pump;Beehive SealRing;Manufacture
TH113.1
B
1672-0555(2016)04-021-05
2016年5月
付子龙(1979—),男,硕士,工程师,主要从事产品管理工作
