食品级牦牛“曲拉”干酪素生产工艺条件优化
2016-02-05常海军韩玲余群力
常海军,韩玲,余群力
(1.重庆工商大学环境与资源学院,重庆市特色农产品加工储运工程技术研究中心,重庆 400067;2.甘肃农业大学食品科学与工程学院,甘肃 兰州 730070)
食品级牦牛“曲拉”干酪素生产工艺条件优化
常海军1,韩玲2,余群力2
(1.重庆工商大学环境与资源学院,重庆市特色农产品加工储运工程技术研究中心,重庆 400067;2.甘肃农业大学食品科学与工程学院,甘肃 兰州 730070)
【目的】 为提高牦牛“曲拉”干酪素品质.【方法】 通过L9(34)正交试验,以牦牛“曲拉”为原料,研究活性炭脱色和脂肪酶脱脂条件对“曲拉”精制干酪素品质的影响.【结果】 “曲拉”精制干酪素活性炭脱色最佳工艺条件为脱色温度50 ℃,活性炭使用量2%,脱色时间40min;脂肪酶脱脂最佳工艺条件为脂肪酶体积分数1%,pH值为4.2,时间55min,温度35 ℃.经精制得到的干酪素成品为微白色粉末、有乳香味.蛋白质含量43.97%,脂肪25.75%,灰分5.59%,水分2.90%,酸度0.83%.【结论】 经该工艺优化,“曲拉”干酪素成品颗粒细小,感官和理化指标理想,品质得到改善,产品质量符合要求.
牦牛“曲拉”;干酪素;活性炭;脂肪酶;工艺优化
干酪素是以脱脂乳为原料,用酸或酶使酪蛋白沉淀,经沉降、脱水、粉碎、干燥而成,呈白色或微黄色,无臭味,粉状或颗粒状物体[1].干酪素是一种重要的食品、生物制品及化工原料,可作为食品添加剂或品质改良剂用于各类食品加工,也是皮革、轻纺、造纸、涂料等产品生产过程中的添加剂,国内外市场对干酪素的需求量较大,发展前景广阔[2].
目前,中国生产工业用干酪素的主要原料是来自青藏高原牧区的“曲拉”(藏语,指奶干渣),主要以营养丰富的牦牛乳生产“曲拉”较多[3].“曲拉”是牧民将牦牛乳脱脂后,自然发酵使牛乳中主要成分-酪蛋白[4]凝结风干而制成,再经过碱溶、离心、酸沉、脱水干燥,得到的干酪素酪蛋白含量高于80%.与国外用鲜奶生产的干酪素相比,这种干酪素存在溶解黏度高、色泽发黄、无光泽、酸败异味等缺陷,使其在使用、价格、对外出口等方面受到很大限制[5-6].用“曲拉”生产的干酪素颜色发黄,由于原料在牧民晾晒的过程中混入杂质,以及“曲拉”在阳光作用下发生各种氧化反应,使得生产的产品为深黄色[7].
部分学者对牦牛“曲拉”生产干酪素的品质进行了改进研究,主要包括添加抗氧化剂抑制脂肪氧化褐变[1],采用高速离心快速彻底去除沉淀[8],生产过程中通过添加漂白剂护色[7],以及溶解时和干燥前分别添加氧化还原剂来抑制褐变反应的发生[9]等.纵观研究,影响“曲拉”干酪素品质的主要因素是由于脂肪氧化而导致的成品色泽发生褐变,这也是实际生产中难以控制的要素,一方面是“曲拉”原料较高的脂肪含量,另一方面是原料本身褐变色泽的影响,基于此,本研究利用活性炭脱色和脂肪酶脱脂研究干酪素品质改善问题.
本研究以甘肃天祝牧区藏民生产的牦牛“曲拉”为原料,针对干酪素生产中出现的色泽品质不良问题,研究了食品级牦牛“曲拉”精制干酪素生产过程中,活性炭脱色以及脂肪酶脱脂对改善干酪素色泽的效果,为提高干酪素的质量提供理论依据,从而为合理利用牧区的“曲拉”提供了广阔的途径,具有重要的经济和社会意义.
1 材料与方法
1.1 材料与仪器
1.1.1 原料与试剂 牦牛“曲拉”(藏语,指干奶渣),购于甘肃天祝牧场;脂肪酶(Lipase,100-400活力单位/mg)Sigma产品;乳酸(Lactic acid,分子式C3H6O3,食品级),河南金丹乳酸有限公司;活性炭(颗粒),成都市科龙化工试剂厂;乙醇、石油醚、氢氧化钠等AR,成都市科龙化工试剂厂.
1.1.2 主要仪器 LGJ-18S真空冷冻干燥机,北京松源华兴科技发展有限公司;TD25-WS多管架自动平衡离心机,长沙湘仪离心机有限公司;CCF-3013新型高速连续式超微粉碎机,浙江省温岭创立药材器械厂制造;85-2恒温磁力搅拌器,郑州长城科工贸有限公司;BCD-215KHN冰箱,青岛海尔股份有限公司;JJ-1定时电动搅拌器,江苏金坛市中大仪器厂;JBLT 5374-1991电子天平,梅特勒-托利多仪器(上海)有限公司;PHS-3C+酸度计,成都世纪方舟科技有限公司;DGG-9076A电热恒温鼓风干燥箱,上海齐欣科学仪器有限公司;HH-S恒温水浴锅,江苏省金坛市正基仪器有限公司;不锈钢网等.
1.2 方法
1.2.1 工艺流程 参考余群力等[8]和韩玲等[2,5]的方法,确定牦牛“曲拉”干酪素工艺流程如1所示.

图1 牦牛“曲拉”精制干酪素工艺流程Fig.1 The processing technology for yak ‘Qula’casein
1.2.2 操作要点
1.2.2.1 原料粉碎 利用新型高速连续式超微粉碎机将块状原料碎化成均匀的粉末状.过80目筛,保证原料颗粒大小相同.
1.2.2.2 溶解 曲拉与水以1∶11的体积比混合溶解,置于65 ℃的水浴锅中加热并不断搅拌,缓慢滴加16% NaOH 溶液,使pH 值达到要求(约为10.5),直至曲拉溶解;搅拌30 min 后用100 目滤布过滤,除去机械杂质.
1.2.2.3 离心 转速为4 000 r/min,离心30 min.每次离心后分别过200目滤布.
1.2.2.4 活性炭脱色 活性炭脱色时需用电动搅拌机缓慢搅拌以助脱色,严格按照正交设计的条件进行,且每组都在相同的电动搅拌条件下进行脱色以确保结果的可靠性.
1.2.2.5 脂肪酶脱脂 脱脂时应该严格按照正交试验设计的条件进行,脂肪酶水解完毕应该立即于高温下进行灭酶处理.
1.2.2.6 酸析 在20 ℃左右,使用恒温磁力搅拌器和酸度计,用17%乳酸滴定至蛋白质等电点,即pH值为4.6,酪蛋白凝固析出,过滤得凝固物.
1.2.2.7 脱水造粒 用清水洗涤3次,压榨脱水,之后用20目不锈钢网造粒.
1.2.2.8 干燥 于真空冷冻干燥机干燥12 h以得到理想粉末成品.
1.2.3 活性炭脱色正交试验设计 活性炭脱色温度、使用量和脱色时间是影响脱色效果的主要因素.在单因素试验基础上本研究通过L9(34)正交试验筛选活性炭使用参数(表1)[10].

表1 活性炭脱色L9(34)正交设计因素水平Tab.1 The factors and levels of L9(34) orthogonal experiment for decolorization by active carbon
1.2.4 活性炭脱色正交试验评定方法 参考甘伯中等[1,6-7]的感官评分方法,选取10 人,其中5男5女,按表2中具体评分标准进行评分,每一试样评分3 次,然后通过数据的处理与分析,确定出感官评分结果.
1.2.5 脂肪酶脱脂正交试验设计 脂肪酶使用量、pH值、脱脂时间和温度是影响脱脂效果的主要因素.在单因素试验基础上本研究通过L9(34) 正交试验筛选脂肪酶使用参数(表3)[10].
1.2.6 脂肪酶脱脂正交试验评定方法 采用罗兹-哥特里法测定脂肪含量,得出脱脂率[11].

表2 感官评分Tab.2 The sensory score
表3 脂肪酶脱脂L9(34)正交设计因素水平
Tab.3 The factors and levels of L9(34) orthogonal experiment for defatting by lipase

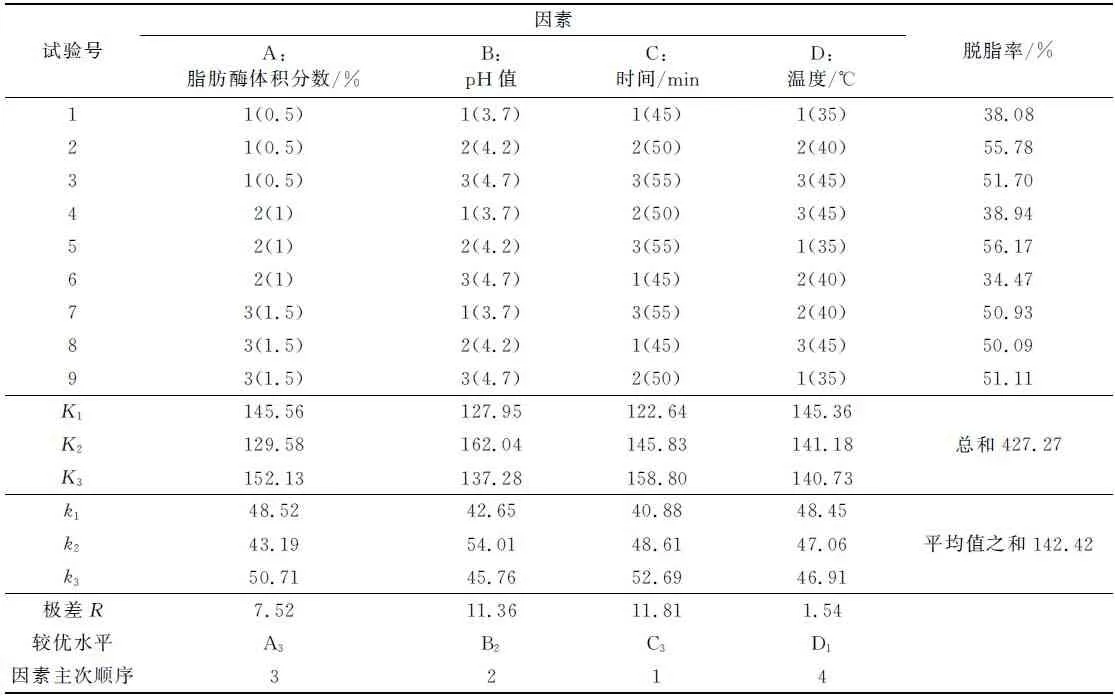
水平因素A:脂肪酶使用量/%B:pH值C:时间/minD:温度/℃10.53.74535214.2504031.54.75545
1.2.7 测定指标及方法 水分含量:采用105 ℃恒质量法,按GB/T 5009.3-2010《食品中水分的测定》执行[12];灰分含量:采用灼烧恒质量法,按GB/T 5009.4-2010《食品中灰分的测定》执行[13];蛋白质含量:采用凯氏定氮法,按GB/T 5009.5-2010《食品中蛋白质的测定》执行[14];脂肪含量:采用罗兹-哥特里法测定脂肪含量[11];酸度测定:按GB/T 12456-2008《食品中总酸的测定》执行[15].
1.3 数据分析

2 结果与分析
2.1 活性炭脱色正交试验结果分析
根据表1设计,以产品色泽感官评分为依据,对活性炭脱色温度、使用量和脱色时间进行筛选,结果如表4所示.
由表4可以看出:kA2>kA1>kA3,说明脱色温度为50 ℃时为最佳,过高或过低都不利于脱色;kB2>kB3>kB1,说明活性炭用量在2%最为合适;kC2>kC1>kC3,表明活性炭的脱色时间在40 min最为合适,脱色时间短造成脱色不完全,脱色时间太长使因物理作用而吸附的色素物质在搅拌的作用下脱吸,反而不利于脱色.

表4 活性炭脱色L9(34)正交试验结果Tab.4 Results of L9(34) orthogonal experiment for decolorization by active carbon
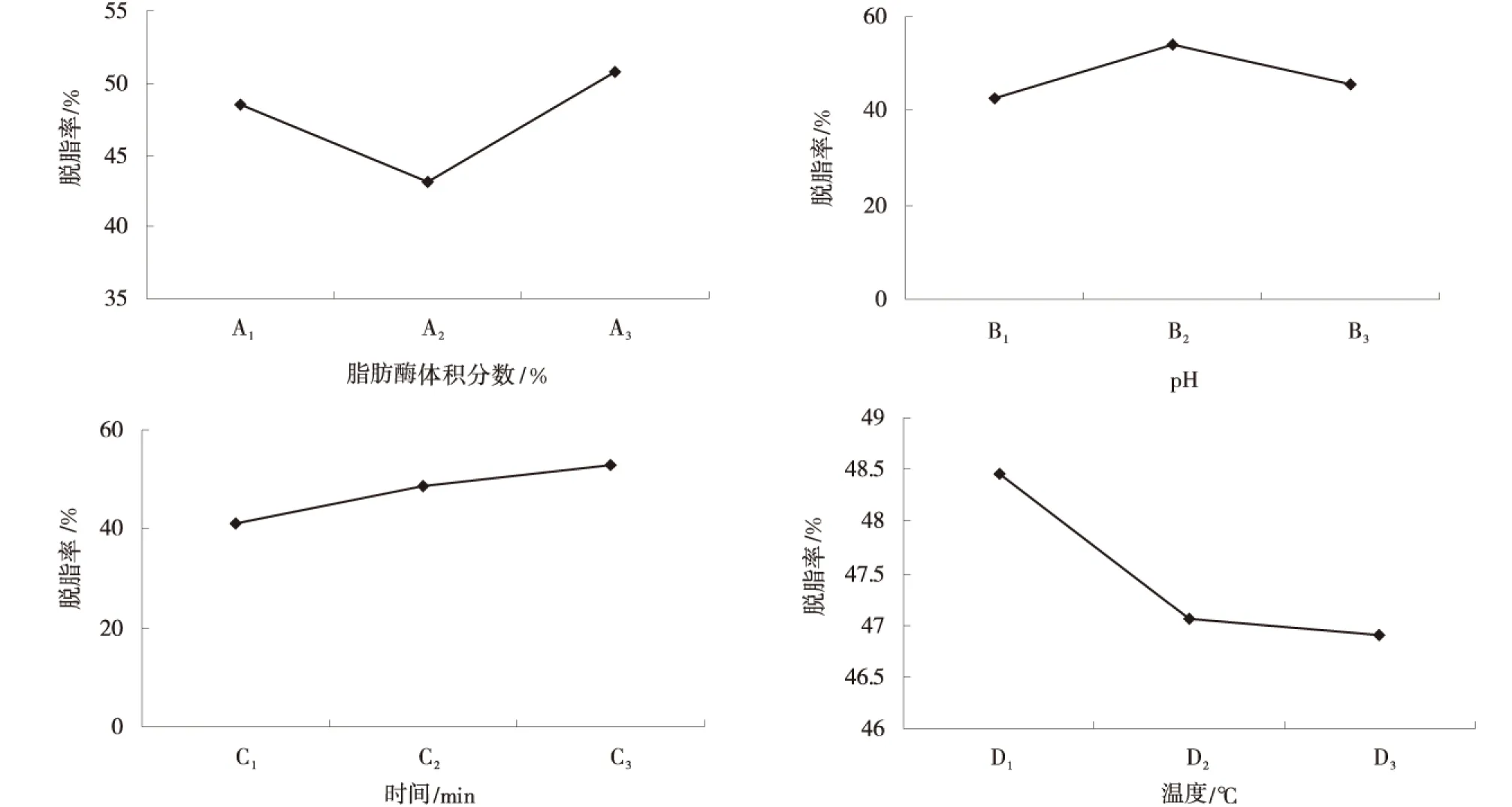
由表5方差分析可以看出:FC>FA>FB>1,说明3种因素对脱色效果均有影响,各因素影响的主次顺序为C>A>B,与表4中极差分析结果一致;F0.05 综合各因素组合效果看,A2B2C2组合的脱色效果最好,而由直观的得分来看第4号试验组A2B1C2得分93分为最高,脱色效果最好,两者不相一致,通过验证试验A2B2C2组合的脱色得分为95分,高于正交试验中4号试验组93分.故最优组合为A2B2C2,即最佳工艺条件为:脱色温度50 ℃、活性炭用量2%、脱色时间40 min. 表5 活性炭脱色正交试验方差分析 Tab.5 Variance analysis for decolorization orthogonal experiment by active carbon 变异来源A:脱色温度/℃B:活性炭使用量/%C:脱色时间/minQj(13∑3jk2)66283.36623066328.7CT=T2966220.4偏差平方Qj-CT62.99.6108.3自由度f222平均偏差平方和s/f31.54.854.2F值21*3.236.1* F0.05(2,2)=19;F0.01(2,2)=99. 图2 活性炭脱色各因素与试验指标的关系Fig.2 Relationship between the factors and experimental indicator for decolorization by activaecarbon 2.2 脂肪酶脱脂正交试验结果分析 根据表3设计,以产品脱脂率为依据,对脂肪酶使用量、pH值、脱脂时间和温度进行筛选,结果如表6所示. 由表6看出,RC>RB>RA>RD,说明本试验中脱脂时间为影响脱脂效果的主要因素,除此之外脱脂pH也是影响脱脂效果的重要因素,其次是脂肪酶体积分数和温度.脂肪酶使用量越大越有利于脱脂,因为在脱脂过程中酶的含量越高越有利于脂肪与酶的结合,反应速度也就越快脱脂效果也就越好[16].脂肪酶体积分数在1.5%为最佳.kB2>kB3>kB1,说明pH在4.2为最佳.在一定范围内,酶在过高pH值或过低pH值下活性都不强,只有在适宜条件下的酶活性才较强,酶解脱脂效果越好.kC3>kC2>kC1,说明脱脂时间越长越好.酶解时间越长酶解效果越好,因为酶与底物结合时间越长酶解也就越充分,故脱脂效果也就越好.kD1>kD2>kD3,说明温度在35 ℃最为合适.一定范围内酶解温度从两方面影响酶解效果,温度过高会使酶因高温变性,温度过低又达不到酶的活性温度,不能很好地发挥酶的作用,本研究就是试验出最适温度,既能提高反应速率又不影响酶的活性,达到最适温度. 综合各个因素在脂肪酶脱脂环节的最优组合为A3B2C3D1,而从脱脂率上直观看出5号试验组的脱脂效果最好,即为组合A2B2C3D1,两者不相一致,进行验证A3B2C3D1组合的脱脂率,得出结果为48.26%.其脱脂率小于组合A2B2C3D1的脱脂率56.17%,即得出本试验环节最优组合为A2B2C3D1,最佳工艺条件即为脂肪酶体积分数1%,pH为4.2,时间55 min,温度35 ℃. 表6 脂肪酶脱脂L9(34)正交试验结果Tab.6 Results of L9(34) orthogonal experiment for defatting by lipase 2.3 原料与产品感官和理化成分分析 2.3.1 感官 原料:浅黄色颗粒、略有异味.产品:微白色粉末、有乳香味. 2.3.2 理化成分分析 由表7可以看出,成品较“曲拉”原料水分和脂肪含量降低,而灰分和蛋白质含量升高,成品的品质优于原料,说明本试验最终得到了理想的产品,本试验对“曲拉”精制干酪素的工艺条件优化成功,说明了试验的可行性.产品质量符合企业标准食品级所要求[16]. 表7 “曲拉”原料与干酪素成品理化成分分析Tab.7 Physical and chemical composition analysis of the raw materials and the finished product % 同列数据肩标不同小写字母表示差异显著(P<0.05),不同大写字母表示差异极显著(P<0.01). 图3 脂肪酶脱脂各因素与指标关系Fig.3 Relationship between the factors and experimental indicator for defatting by lipase 1) 试验表明,食品级牦牛“曲拉”精制干酪素的最佳工艺条件为:活性炭脱色温度50 ℃、活性炭用量2%、脱色时间40 min;脂肪酶脱脂pH 4.2、脂肪酶体积分数1%、时间55 min、温度35 ℃. 2) 经过工艺优化后生产出的干酪素色泽呈微白色,具有干酪素特有的奶香味,颗粒细小.蛋白质含量43.97%,脂肪25.75%,灰分5.59%,水分2.90%,酸度0.83%. [1] 甘伯中,常海军,余群力,等.抗氧化剂在工业级干酪素色泽改善中的应用研究[J].食品工业科技,2006,27(1):63-65 [2] 韩玲,许敬东,张福娟,等.牦牛"曲拉"乳酸干酪素生产工艺研究[J].中国乳品工业,2006,34(2):36-39 [3] 常海军,王强,周文斌,等.高效液相色谱法测定白牦牛乳B族维生素的方法研究[J].甘肃农业大学学报,2011,46(2):119-123 [4] 袁永俊,胡婷,朱家骅.酪蛋白抗菌肽的酶法制备[J].食品与机械,2010,26(2):1-4 [5] 韩玲,张福娟,甘伯中,等.牦牛曲拉干酪素凝乳酶的选择及工艺参数优化[J].农业工程学报,2007,23(7):226-229 [6] 甘伯中,敏文祥,侯晓东,等.改善工业级干酪素色泽的研究[J].食品与发酵工业,2005,31(9):49-52 [7] 甘伯中,常海军,余群力,等.牦牛曲拉干酪素脱色工艺优化[J].农业工程学报.2006,22(10):203-207 [8] 余群力,甘伯中,敏文祥,等.牦牛“曲拉”精制干酪素工艺研究[J].农业工程学报,2005,21(7):140-144 [9] 于桂荣,张兰威.提高曲拉精制干酪素色泽质量的研究[J].东北农业大学学报,2006,37(6):775-778 [10] 王钦德,杨坚.食品试验设计与统计分析[M].2版.北京:中国农业大学出版社,2009:71-76,260-262 [11] 谢笔钧,何慧.食品分析[M].北京:科学出版社,2009:127 [12] 中华人民共和国卫生部.GB/T 5009.3-2010食品中水分的测定[S].北京:中国标准出版社,2010 [13] 中华人民共和国卫生部.GB/T 5009.4-2010食品中灰分的测定[S].北京:中国标准出版社,2010 [14] 中华人民共和国卫生部.GB/T 5009.5-2010 食品中蛋白质的测定[S].北京:中国标准出版社,2010 [15] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 12456-2008 食品中总酸的测定[S].北京:中国标准出版社,2008 [16] 陈炼红,刘鲁蜀,邱向,等.食品级曲拉干酪素工艺条件优化研究[J].中国乳品工业,2008,36(2):24-29 (责任编辑 赵晓倩) Optimization of productive technology of food grade casein with yak ‘Qula’ CHANG Hai-jun1,HAN Ling2,YU Qun-li2 (1.Chongqing Engineering Research Center for Processing,Storage and Transportation of Characterized Agro-Products,College of Environment and Resources,Chongqing Technology and Business University,Chongqing 400067,China;2.College of Food Science and Engineering,Gansu Agricultural University,Lanzhou 730070,China) 【Objective】To improve the quality of yak ‘Qula’ casein.【Methods】 Yak ‘Qula’ as raw material,the influences of activated carbon decolorization and lipase defatting conditions on the product quality were researched by using L9(34) orthogonal experiment with the improved technology.【Results】 The best conditions for activated carbon decolorization was: the decolorization temperature at 50 ℃,the amount of activated carbon at 2% and the decolorization time for 40 min.The best conditions for lipase defatting was: the concentration of lipase at 1%,pH value at 4.2,the reaction time for 55 min and the reaction temperature at 35 ℃.The refined and finished casein were whitish powder with milk flavor.The protein content was 43.97%,fat 25.75%,ash 5.59%,water 2.90% and acidity 0.83%.【Conclusion】 Under the optimization process,the ‘Qula’ casein product with small particles could be obtained,additional,the ideal sensory,physical and chemical indicators for casein showed there are great quality improvement,and the product quality meet the requirements. yak ‘Qula’;casein;activated carbon;lipase;process optimization 常海军(1980-),男,副教授,博士,研究方向为畜产品加工理论与技术.E-mail:changhj909@163.com 重庆市教委科学技术研究项目(KJ1500633);重庆工商大学环境与资源学院科研平台开放基金项目(CQCM-2016-08). 2015-05-28; 2015-07-09 TS252.53 A 1003-4315(2016)06-0143-06


3 结论
