电火花加工临界放电间隙实验研究
2016-02-05商云峰郭常宁
商云峰,郭常宁
(1.上海交通大学机械与动力工程学院,上海200240;2.上海发那科机器人有限公司,上海201906)
电火花加工临界放电间隙实验研究
商云峰1,2,郭常宁1
(1.上海交通大学机械与动力工程学院,上海200240;2.上海发那科机器人有限公司,上海201906)
基于田口法考查了电火花加工在煤油、空气状态下的临界放电间隙及主要加工电参数(峰值电流、放电电压、脉冲宽度)的变化规律和影响顺序,为进一步理解电火花加工机理提供了实验基础。
电火花加工;临界放电间隙;放电参数;流光理论
电火花加工正常进行的条件之一就是电极和工件之间始终需维持在一个很小的间隙,该间隙的大小通常取决于放电时的参数和加工状态。但受到外界及加工中不确定因素的影响,并非每一个加载在电极与工件之间的脉冲能量都能形成有效的火花放电,时常会出现开路、短路或电弧放电等异常现象,其中极间距离是主要影响因素之一。
一般电火花加工都是在液体介质中进行的,而最常见的介质是抗电强度很高的煤油,也有用去离子水或皂化水溶液的。在电火花加工所用的工作液中,或多或少都含有一定的杂质,特别是在加工过程中,由于电蚀产物大量存在,杂质的种类与含量还相当多,这不仅会增大液体介质的电导率,还会影响伏安特性。随着国枝正典提出气体放电后[1-2],吸引了很多科研关注,以压缩空气作为放电介质,对放电机理进行了一系列研究[3-5]。无论放电介质是液体还是气体,其放电过程中的参数基本是一致的,而放电间隙则是各种参数控制的直接体现。
电火花加工的间隙控制对于加工的稳定性、精度和效率都有直接影响,尤其对大面积或深孔类加工更是如此。因此对于间隙检测已有很多研究,如樊海明[6]通过调整电源放电状态和伺服控制调节放电间隙来克服放电状态方法单一的问题;Hoang等[7]研究了微细线切割干式切削的间隙控制。对于气中放电,不仅电参数对加工间隙有影响,外部辅助也有一定影响。张勤河等[8]采用超声辅助气中电火花加工,发现平均放电间隙会增大。
临界放电间隙是指在一定的开放电压作用下,正负电极之间的介质刚刚能被击穿的极间距离,可理解为电极间能产生放电的最大距离,即刚刚击穿介质的极间距离。其大小在加工精度估算、间隙控制及抬刀距离的设定中都是必需考虑的问题。由于临界放电间隙的大小关系到加工液的气化爆炸、加工屑的排除通道大小甚至与放电加工特性有关,且临界放电间隙的大小是电火花加工机床参数设计和控制策略制定的依据之一。在液体介质中对于临界放电间隙已有初步研究[9];陈焕杰等[10]研究发现,在液体中喷气体的放电间隙要小于液体中的放电间隙。
因此,在研究放电加工和设计电加工机床时经常会用到临界放电间隙,对其进行实验研究具有非常重要的理论价值和实际应用价值。基于此,本文通过对不同的材料进行气中和液体介质下的临界放电间隙对比实验,进一步了解临界放电间隙与主要加工参数(开放电压、放电电流、脉冲宽度)之间的关系规律及影响顺序。
1 实验
1.1 实验材料和参数
在本实验中,电极材料选用直径3 mm的紫铜电极,电极尺寸越小,则对于尺寸越大引起的偶然放电几率越小。工件采用高速钢W6Mo5Cr4V2(M2),相当于高碳钢。实验加工设备为夏米尔35机床,其他实验条件见表1。

表1 实验条件
1.2 实验方法
根据文献[11]及机床实际精度,实验步骤确定如下:
(1)将工件和电极分别用砂纸打磨至Ra0.8 μm左右,放在超声清洗仪中洗净并吹干,然后设置好加工参数,如:空载电压、加工电流、放电脉冲宽度。
(2)将工件和电极分别装夹在工作台和3R夹头上,并用千分表调正,保证电极与工件表面的垂直度在5 μm以内。
(3)对刀,设定基准为工件上表面。
(4)设定电极初始高度(可根据参数调整,如0.5 mm),设定程序,按设定的方向(X或Y)进给。
(5)如果放电,停止程序;若不放电,则重复执行第(4)步,直到放电为止。
(6)记录放电的电极高度即为临界间隙。
图1是实际临界放电时的放电痕迹。利用田口法及选定的实验参数,选用L27(33)正交表进行实验。由于峰值电流太小,会使实验效果不易被观察,所以电流值选用了大、中、小三档;同时由于该实验设备的电压只能从80~200 V的四档中选取,所以选择其中三档,脉宽相应地取等比数值。

图1 单发临界放电痕
2 实验结果与讨论
根据田口方法理论,加工参数和加工时的放电间隙可通过方差分析体现。因此,本文通过计算方差来分析几个电参数对最终放电间隙的影响程度。
2.1 液中放电和气中放电的临界间隙对比
各加工参数的临界放电间隙结果见表2。对比发现,同一材料在同种放电加工参数下,液中的间隙明显小于气中的临界放电间隙,这是由于液体介质的介电性高于气体介质。表3、表4分别是材料在气中、液中放电时各加工因素对临界放电间隙影响的方差分析。从表3可看出,P脉宽<P电压<P加工电流,且P脉宽<0.05,表明气中放电时脉冲宽度和开路电压对临界放电间隙都有较大的影响,且脉冲宽度更显著。从表4可看出,P电压<P脉宽<P加工电流,且P电压<0.05,表明液中放电时开路电压和脉冲宽度对放电间隙大小都有明显影响,且开路电压影响最大。而加工电流对放电间隙大小几乎无影响。

表2 气中、液中单发临界放电间隙结果
2.2 结果分析和讨论
对于常规电火花加工而言,一般工作液为纯煤油,根据流光理论[12],光子在正、负极之间运动时无其他阻挡物,只要满足光电离时所必要的能量条件,在特别靠近阳极的地方发生光电离后产生次级的电子雪崩是非常可能的,从而有利于负流光及正流光的形成,放电间隙呈高导电状态,进而发生火花放电。但在实际加工过程中,电火花加工所用的煤油不可能完全纯净,其中会有很多的杂质。当在两个电极之间施加一定的电压后,这些杂质在电场作用下向电场较强的地方聚集、结链,进一步加剧极间电场的不均匀程度,从而使击穿更易实现。在实际实验中,电极端部为一定的截面,故会导致电场不均匀,尤其是在电极面积很大的时候,更易出现这种状况。同时,电极材料的不同对击穿也产生效果不等的影响,这不仅取决于材料的逸出功,也和材料的物理性质密切相关[13];也有文献表明,脉冲较短时液体介质有很高的击穿强度,但在重复击穿时击穿强度比单个脉冲下明显减小;另外,放电电极的尺寸大小(与工件相对)同样对放电的击穿电压有影响,随着尺寸增大,击穿电压增大[14]。
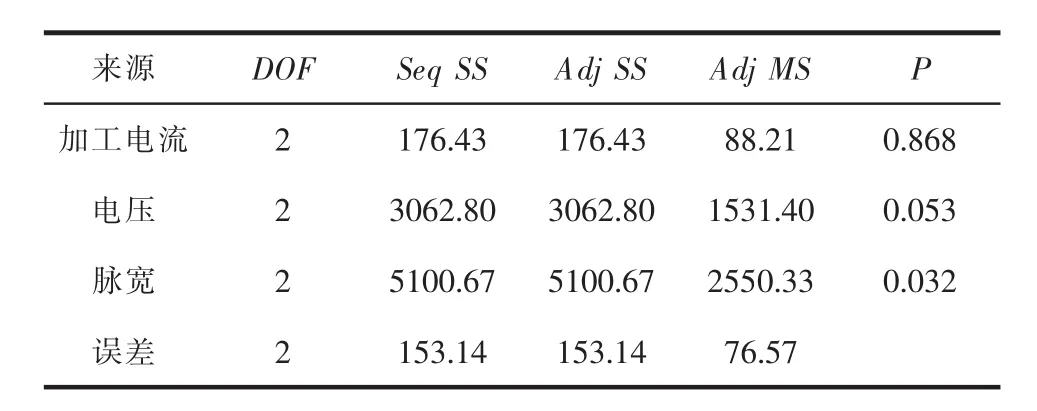
表3 材料在气中临界放电间隙的方差分析

表4 材料在液中临界放电间隙的方差分析
根据表4所示结果,表明电压在液体介质放电状态下起主要作用,结果与文献[10]一致。这主要是与放电机制有关[15],即介质一定时,抗电强度也是一定的,电压继续增高,介质极易被击穿。这可理解为电压升高时,在强电场作用下,击穿电流随着电压升高而增大,当增大到某个程度时,电流急剧上升,就发生雪崩式电离,从而击穿介质。这主要是由于在短时间内电离来不及逐渐发展而造成的。若要在很短的时间内使极间介质被击穿,就必须提高极间电压或电场强度,加速碰撞电离过程的发展。
气中放电的决定性要素为电子的碰撞电离,火花通道的形成是从电子崩开始,形成流光,再由流光迅速传播到两极的结果。当施加在两极的电压促使极化,而气体介质的击穿电压与持续的脉宽几乎无关。当脉冲宽度较长时,击穿电压与脉冲电压持续时间几乎无关;但在脉冲电压延续时间较短时,情况就完全不同,极间击穿电压将会随着脉冲电压延续时间缩短而显著增加[15]。
2.3 放电坑与临界放电间隙的关系
为进一步研究临界放电间隙对加工的影响,对放电坑尺寸与临界间隙之间的关系进行了对比研究。本实验对所有单发实验放电坑拍摄照片,利用拍摄软件中的测量功能对每个放电坑的直径进行测量,然后将每组照片中放电坑的直径大小与临界放电间隙做统计与排序,结果见图2。从放电坑可发现,其形状均呈现出很好的一致性,几乎都为圆形,很少出现椭圆等其他畸形,这样更充分说明了单发放电的有效性。

图2 液体和气体单发放电临界间隙与放电坑对比
从图2可看出,随着临界放电间隙的不断增大,放电坑半径在逐渐减小,即临界放电间隙越大,放电加工所形成的放电坑越小。相同的放电脉冲参数条件下,放电间隙越小,放电脉冲能量利用效率越高,则放电坑越大。此时材料加工速度较快,但放电坑增大,会使加工表面粗糙度值升高;放电间隙太小会给排屑带来困难,易产生拉弧放电,甚至烧坏加工表面。因此在选用放电间隙时,应根据加工实际要求选择合适的临界放电间隙。从图2同样也可得出在气体中放电与液中放电时一致的结论,即气中放电时,放电坑的大小随着临界放电间隙的增大而减小。
此外,本实验用相同方法对ANSI 1045材料所有实验所得的放电坑拍摄照片,经统计分析得出的结论与M2材料是一致的,即无论在液中或气中放电,放电坑大小均随着临界放电间隙的减小而增大。
3 结论
电火花加工过程中的间隙是一个受到多因素影响的关键控制部位,由于过程的非线性,不稳定的间隙会导致拉弧短路等不良加工状态,因此对于间隙的研究和理解很有必要。本文针对紫铜电极加工M2钢进行了不同介质下的临界放电间隙研究,结果表明:
(1)液体中的间隙明显小于气体中的临界放电间隙。
(2)当放电介质为气体时,脉宽对临界放电间隙具有显著影响。
(3)在液体介质中放电时,电压对临界放电间隙具有显著影响。
(4)临界放电间隙越小,放电加工所形成的放电坑越大。
(5)利用流光理论解释了临界间隙与参数之间的关系。
[1] KUNIEDA M,YOSHIDA M,TANIGUCHI N.Electrical discharge machining in gas [J].CIRP Annals -Manufacturing Technology,1997,46(1):143-146.
[2] YOSHIDA M,KUNIEDA M.Study on the distribution of scattered debris generated by a single pulse discharge in EDM process [J].International Journal of Electrical Machining,1996,30(64):27-36.
[3] KUNIEDA M,YOSHIDA M,TANIGUCHI N.Electrical discharge machining in gas [J].CIRP Annals -Manufacturing Technology,1997,46(1):143-146.
[4] 陈焕杰,康小明,赵万生,等.放电介质对液中喷气电火花加工的影响[J].航空精密制造技术,2010,46(3):29-32.
[5] 顾琳,赵万生,张志华,等.喷雾电火花铣削加工及其机理的分析[J].电加工与模具,2006(2):1-4.
[6] 樊海明.线切割加工放电状态检测与控制技术的研究[D].哈尔滨:哈尔滨工业大学,2008.
[7] HOANG K T,YANG S H.Kerf analysis and control in dry micro-wire electrical discharge machining[J].The International Journal of Advanced Manufacturing Technology,2015,78(9):1803-1812.
[8] ZHANG Qinhe,ZHANG Jianhua,ZHANG Q B,et al. Experimental research on technology of ultrasonic vibration aided electrical discharge machining(UEDM)in gas[J].Key Engineering Materials,2006,315-316:81-84.
[9] 雍耀维,邵金龙,邓安强.电火花临界与加工放电间隙实验研究[J].机床与液压,2012,40(21):69-72.
[10]陈焕杰,康小明,赵万生,等.放电介质对液中喷气电火花加工的影响[J].航空精密制造技术,2010,46(3):29-32.
[11]郭常宁,马春翔,雍耀维.临界放电加工间隙的测量方法:CN200410025206.6[P].2004-06-17.
[12]吕战竹,赵福令,杨义勇.混粉电火花加工介质击穿及放电通道位形研究 [J].大连理工大学学报,2008,48(3):373-377.
[13]雍耀维,唐博.电极材料对极间放电电压及加工特性影响[J].机械设计与制造,2012(6):103-105.
[14]张晋琪,蒋兴良,陈志刚.液体介质快脉冲电压下击穿特性研究[J].强激光与粒子束,2006,18(6):1053-1056.
[15]杨晓欣,郭常宁,裴景玉.电火花成形原理及工艺应用[M].北京:国防工业出版社,2015.
Experimental Study on the Critical Discharge Gap in EDM
Shang Yunfeng1,2,Guo Changning1
(1.School of Mechanical Engineering,Shanghai Jiao Tong University,Shanghai 200240,China;2.Shanghai-FANUC Robotics Co.,Ltd.,Shanghai 201906,China)
The Taguchi method was used to analyze the critical discharge gap under the dielectric of liquid and air.The parameters were peak current,open-circuit voltage and pulse-on duration.Then the parameter was determined by Taguchi method and the reasons were deduced.These studies will be beneficial to further applications.
EDM;critical discharge gap;electrical parameters;fluidic light theory
TG661
A
1009-279X(2016)06-0019-04
2016-08-11
商云峰,男,1982年生,硕士研究生。
