码头散粮皮带机卸船流程限流量装置的研究与改造
2016-01-20Theresearchandreconstructionofthelimitedflowdeviceonportbulkgrainbeltconveyordischargingprocess
The research and reconstruction of the limited flow device on port bulk grain belt conveyor discharging process
◎王文建,刘 静,王江涛(日照港裕廊码头有限公司,山东 日照 276826)
Wang Wenjian,Liu Jing,Wang Jiangtao(Rizhao jurong port terminals co.,ltd, Rizhao 276826,China)
码头散粮皮带机卸船流程限流量装置的研究与改造
The research and reconstruction of the limited flow device on port bulk grain belt conveyor discharging process
◎王文建,刘静,王江涛
(日照港裕廊码头有限公司,山东日照276826)
Wang Wenjian,Liu Jing,Wang Jiangtao
(Rizhao jurong port terminals co.,ltd, Rizhao 276826,China)
1 裕廊码头卸船设备现状
日照港裕廊码头有限公司散粮一二期系统主要由32条皮带机、13条埋刮板机、8台畚斗式提升机、8台计量称、12个钢板筒仓、44个水泥筒仓、16条自动灌包线、2条散装车、16条直取散装线、2台带斗门机、1台瑞士连续卸船机以及对应的除尘器系统组成,主要担负着粮食货物的接卸、中倒、灌包及散装作业.
2 面临问题
由于卸船所用1#、2#非连续计量秤安装在BC3、BC4皮带机头部,距码头卸料大机约700 m,按照皮带机额定带速3.15 m/s计算,物料从接卸至计量秤约需要700/3.15=222(s),公司所有1#、2#计量秤从第三个工作循环周期开始显示流量,这约需要60 s时间.因此,在不计算物料落差的情况下,物料从接卸至中控显示流量需要至少4.7分钟.卸船流量一直有中控室指令员从上位监控,但由于有这4.7分钟的延时,一二期卸船流程多次因流量过大引起机损事故.但卸船时门机抓取货物若控制太小将直接影响卸船效率,若太大又将使设备过负荷工作,降低设备使用寿命.这就迫切要求我们在散粮设备安装限流量装置,以提高卸船效率,延长设备使用寿命.
我们组织技术骨干,成立改造小组,对以上问题进行专题研究.散粮一二期卸船流程设计输送能力为1 000 t/h,但考虑设备投产已有10年时间,诸多老化严重,最终我们将流量上限设置在850 t/h(此信号可根据现场进行大小设定),并且现场用接近开关采取过流量信号,此信号传输至PLC,通过程序连锁实现过流量停机功能.这样,既能达到流量过大使设备停机,避免设备长期处在过负荷下工作,延长使用寿命;又能实现自动保护,不用中控指令员长期观察卸船流量,降低生产劳动强度.
3 问题研究讨论并制定方案
3.1理论研究与讨论
考虑到过流量停机后的启动问题,若过流量信号作用于BC1和BC2皮带机停机,由于过流量时设备上本身物料就比较多、流量较大,担心会出现压死皮带机情况.同时,考虑到由于三期投产,已将码头MB1、MB2皮带机由以的1 000 t/h额定流量改造为1 500 t/h,带载能力显著增强,最终我们选择过流量信号作用于使MB1和MB2皮带机停机.在皮带机各保护信号中,考虑到“液力耦合器”信号出现的报警机率相对来说最少,我们最终将过流量信号作用于MB1、MB2“液力耦合器”信号.
3.2实际改造
3.2.1现场加装控制装置
2014年7月,我们通过现场考察研究,最终确定将接近开关安装在BC1、BC2皮带机的尾部,通过控制电缆连接至头部原料流接线盒,实现信号与PLC相连.为了验证可行性,我们决定先对BC1皮带机进行改造.7月4日,由机械技术人员现场测量并制作安装架,我队也进行现场布线.9日,进行现场安装并接线、调试接近开关动作值,经过现场试验,中控可收到“LL_BC1”信号,故方案可实施.现场安装情况见图1.
3.2.2上位程序改动实施
随后,我们对相应程序进行了修改.首先,对现场新加接近开关采集到的“%I46”信号进行延时(见图2),根据现场门机物料情况,我们采取10秒的延时,有效地避免了由于流量不均匀引起的误动作.

图1 现场安装实物图
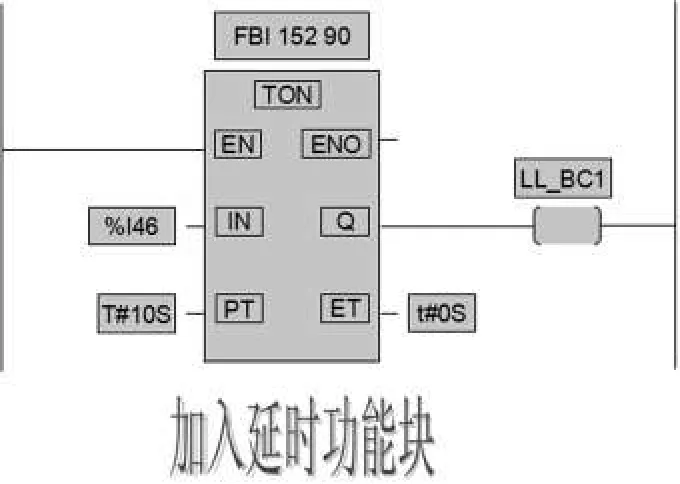
图2 PLC程序10 s延迟功能块图
其次,将在码头皮带机MB1运行情况下,将延时后的“LL_BC1”信号并入“GW_MB1”信号中,更改前后情况见图3:
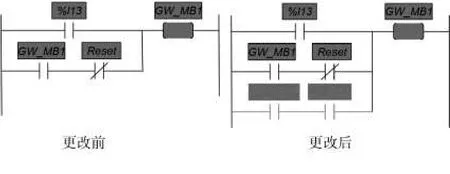
图3 料流报警与过温信号合并程序块图
根据原程序改动后梯形图见图4.
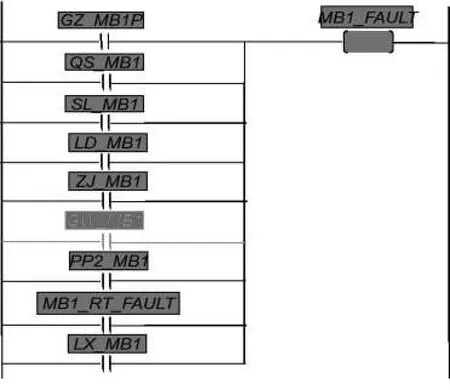
图4 料流报警与过温信号合并程序梯形图
可得知:现场输入信号“%I46”置“1”,10秒后,将出现“BC1料流”信号和MB1因“液力耦合器过温”信号停机.
随后,我们通过部门领导,积极联系公司生产部人员,进行停机更新程序,最终于7月13日完成调试工作.
4 效果验证
4.1现场回馈效果分析
11月份,我们对改造以来MB1故障停机进行了统计,其中因BC1料流引起的故障为5次,并对这5次记录进行跟踪查找,均为流量超过设定850 t/h所引起,使用效果良好.随后,我们在木片、木薯干卸船流程中也安装了限流量装置.
通过本次活动,不仅有效地杜绝了设备由于过负荷工作引起的重大机损事故,大大降低了设备的故障率,提高了工作效率,有利于公司的长远发展,还有效避免了由于流量过大引起的溢料事故.据以往每年溢料20次,每次溢料15 t计算,20人每清理15 t需要1天时间,按照人工费120元/天计算,清理人工费用为20×120×20=4.8万元.本次改造共需材料费用800元,本次活动所获得的经济效益为4.8-0.08=4.72万元/年.
本次获得的经济效益虽然微薄,但若设备因流量过大压死无法启动,就需要人工扒料,不仅会造成人力、机械的消耗,还会直接影响卸船效率,造成船舶无法及时离岗.
4.2直接经济效益
限流量装置加装后,有效地杜绝了设备由于过负荷工作引起的重大机损事故,大大降低了设备的故障率,同时也提高了工作效率,有利于公司的长远发展.
4.3间接经济效益
本次改造杜绝了由于卸船流量过大引起的故障停机和机损事故,有效地防止了溢料事故的发生,受到了公司及广大客户的好评,提高了港口声誉,增强了市场竞争力.
参考文献:
[1]何业钢.港口科技[M].上海市中国港口协会, 2012-7-20.
刘静(1989-),男,助理工程师;专业方向为电气工程及其自动化专业.
王江涛(1991-),男,助理工程师;专业方向为电气工程及其自动化专业.
摘要:为了提高公司皮带机散料卸船效率,提升设备自动化程度,降低设备运行时人员投入量,确保设备长期安全稳步有序高效地进行生产作业.基于各条卸船流程最大流量负荷的差异,为防止设备人员操作、维护、监管的疏忽导致皮带因超负荷或其他原因而导致的一系列问题出现,我们设计出皮带机限流量(流量报警)装置并协同PLC控制,最大限度地降低了上述问题的出现.
关键词:皮带机卸船;自动化;流量负荷;限流装置;PLC控制
Abstract:In order to improve the bulk discharging efficiency of belt conveyor in my company, Improve the equipmentsƳ automatic degree,reduce itƳs operating personnel inputs,to ensure a long-term safety operating steadily、orderly and efficiently.Based on the maximum flow load difference of every discharge process,For preventing personnelƳs operating、maintenance or regulatory oversight in belt cause a series problems of overload or others,We designed the belt conveyor limit flow(flow alarm)device controlling together with PLC ,which Minimize the occurrence of the above problems.
Key words:Belt conveyor discharge;Automation Flow;load Flow;limited device;PLC control
作者简介:王文建(1982-),男,助理工程师;专业方向为电气工程及其自动化专业.
收稿日期:2014-12-28
中图分类号:S229+.2