基于冷、热锻压机的大型汽车零件锻压
2016-01-13黑川则夫,郝长文
基于冷、热锻压机的大型汽车零件锻压
日本阪村机械制作所新开发了最大锻压负荷为13000kN的6工位冷锻机。可以进行大型零件及深孔、异形等复杂形状零件的加工。
锻造方法主要分为冷锻、温锻、热锻3种。冷锻的主要特征:①尺寸精度和表面状态良好,无需加工,或仅研磨加工即可;②通过中间退火和润滑处理,能够精锻大型零件和高强度材料。温锻的主要特征:①奥氏体系不锈钢材料冷加工时加工硬化严重,工具寿命短;②通过降低加热变形阻力,提高工具寿命。热锻的主要特征:①钢材表面在约900℃以上形成氧化膜并发生脱碳现象,因温度变化而尺寸变化大,尺寸精度和表面状态不及冷锻;②能够加工轴承钢(SUJ2)和高碳素钢,在轴承等行业广泛应用;③需要清除加热过程产生的氧化皮;④使用工具冷却水,存在高压蒸气腐蚀机床等问题;⑤模具寿命较短。
目前,以锻压负荷3000~5000kN的锻压机居多。但8000kN以上大型锻压机的需求增加,约占总产量的10%。出现工序数多级化趋势,6~7工序的成为主流。用户需求:①高精度锻造;②大幅缩短换模时间(向10min内换模时间挑战);③防止坯料锻压伤痕;④锻压机运转稳定、维修保养简单;⑤提高可操作性和安全性等。
根据用户需求,开发设计了BPF-1300-6和HF-2100E型大型锻压机。BPF-1300-6型和HF-2100E型锻压机机械参数见表1。
介绍了利用BPF-1300-6型、HF-2100E型等大型锻压机制造汽车变速器轴、衬套、轴承等零件的加工实例。在提高汽车零部件的附加值和降低成本方面效果显著。
今后的课题:
(1)制品精度的提高。对锻压发生时的热影响采取措施等。
(2)机床的紧凑化。在维持刚度的同时,考虑减小设置面积和提高可操作性。
(3)锻造技术与锻压机床的灵活运用。研究开发与锻造技术进步相适应的机床结构。
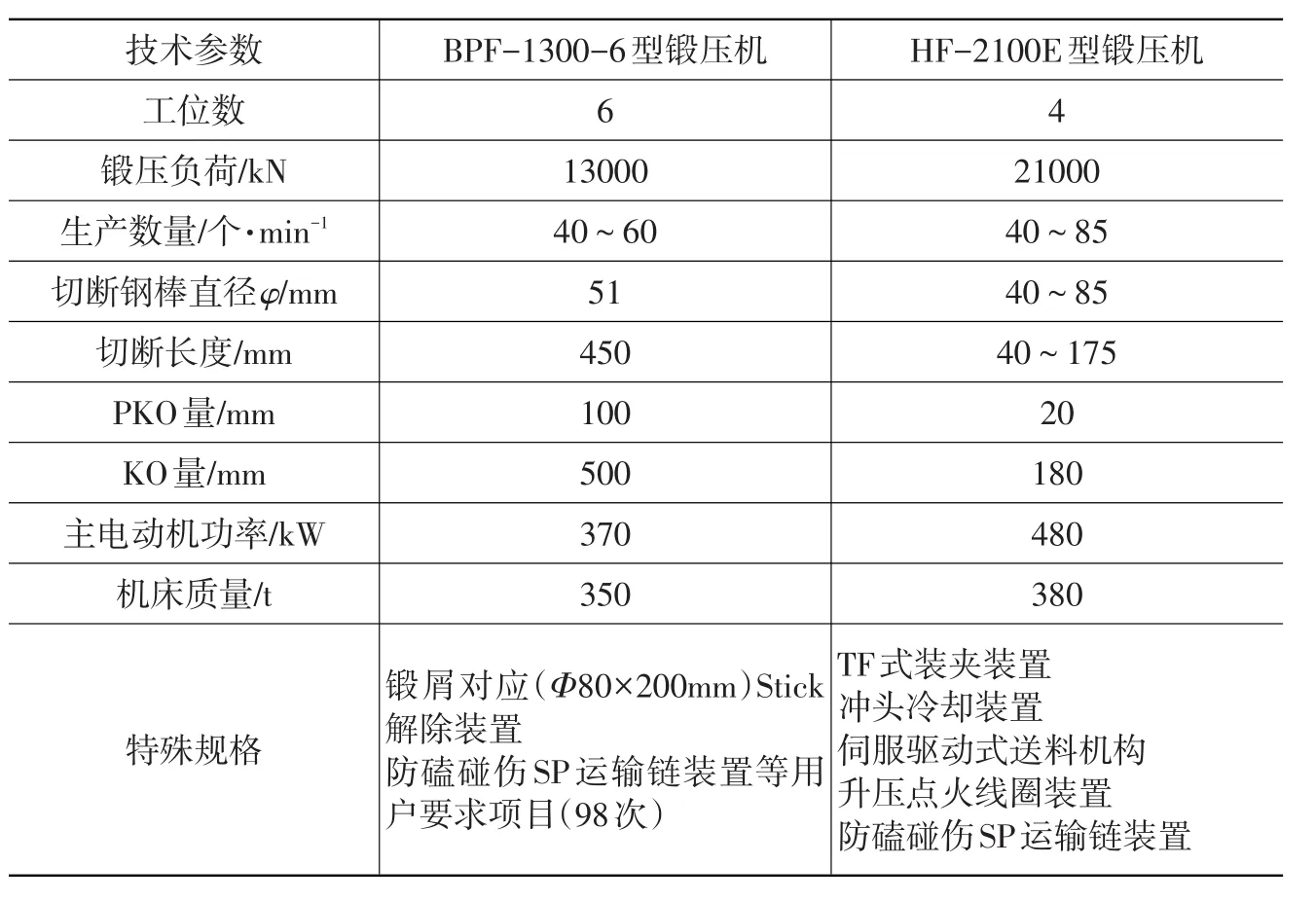
表1 BPF-1300-6型锻压机和HF-2100E型锻压机技术参数
刊名:塑性と加工(日)
刊期:2014年第10期
作者:黑川则夫
编译:郝长文