自蔓延反应制备陶瓷内衬复合管研究现状及展望
2016-01-09高晓龙毕宗岳
张 峰, 高晓龙, 毕宗岳, 韦 奉
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
随着现代社会经济的迅猛发展,对能源和矿产资源的需求量日益增长,但是各种资源的开发环境越来越恶劣,对运输管道的耐磨、在高温高压下的耐腐蚀和力学性能提出了更高的要求。为了提高钢管的耐腐蚀性,目前主要办法有:①使用耐蚀合金管材,如13Cr不锈钢和超级13Cr不锈钢;②使用有色金属管材,如镍基合金管和钛合金管;③使用涂层。耐蚀合金管材和有色金属管材因成本太高,难以推广使用。常见的陶瓷内衬制备技术有热喷涂、气相沉积法和自蔓延高温合成法等[1]。相对其他方法,自蔓延高温合成法(SHS)具有成本低、衬层厚、工艺可行性强等特点,在陶瓷复合钢管制造方面具有得天独厚的优势。已有研究表明,在普通20碳钢管内壁涂覆陶瓷涂层,其在含H2S环境中的抗腐蚀能力和耐磨性分别约为裸管的30倍和26.9倍[2]。
1 自蔓延高温合成陶瓷内衬复合管制备原理及工艺
1.1 制备原理
陶瓷内衬复合管制备是基于以下铝热反应:

将Fe2O3(或Fe3O4)和Al粉按一定比例混合,经烘干、点燃后,自蔓延反应就从点火处开始自发地进行。反应温度达到3 000℃以上,使反应产物处于熔融状态,在外力的作用下,Fe液与A12O3互相分离,形成了从内到外依次为A12O3陶瓷层、Fe的过渡层和钢管层的陶瓷内衬复合钢管。
1.2 制备工艺
1.2.1 离心铝热法
离心铝热法首先将主要成分Fe2O3和Al粉按一定比例均匀混合装入钢管,然后将钢管装配在离心机上。开启离心机,待离心机转速达到规定值并转速稳定后,点燃铝热剂。由于铝热反应释放大量的热,这将使反应产物融化。由于熔融状态的Fe和A12O3的密度不同,在离心力的作用下A12O3成为钢管内衬层,而Fe液成为了钢管与陶瓷层之间的过渡层,如图1所示。
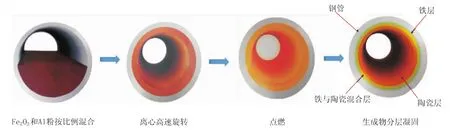
图1 离心铝热法制备陶瓷内衬复合钢管示意图
1.2.2 重力分离法
重力分离法高温制备陶瓷内衬复合钢管的原理如图2所示。自蔓延反应释放的热量将反应产物融化,由于熔融Fe液密度大于A12O3熔体密度,则Al2O3溶体浮于Fe液上部。随着温度的降低,在钢管内壁形成陶瓷内衬层及Fe相过渡层。与离心铝热法相比,重力分离法不需要离心机,所需设备大为简化,但制造大规格管件较为吃力。

图2 重力分离法制备陶瓷内衬复合钢管示意图
2 陶瓷内衬复合钢管性能的工艺研究现状
不论是离心铝热法还是重力分离法,自蔓延高温制备陶瓷内衬过程均需经历铝热燃烧过程、熔融状态的Fe和A12O3两相分离及最终凝固3个阶段。通过改变工艺参数、铝热剂成分及外加物理场等手段,合理控制钢管陶瓷内衬合成的3个阶段,可以改善和提高复合管陶瓷内衬质量。
2.1 工艺参数的影响
2.1.1 离心SHS工艺参数的影响
预热温度、离心力及冷却时间显著影响复合钢管的陶瓷内衬性能。王双喜等人的研究结果表明,提高预热温度,可弥补系统的热量损伤,延长反应产物的凝固时间,使得气体容易逸出,可提高陶瓷的致密度。
在自蔓延反应过程中,离心力的作用有助于熔融Fe相和A12O3陶瓷相的分离,并且加速了气体逸出,使得陶瓷中的气孔数量减小,提高了陶瓷的致密度。在一定的离心力范围内,陶瓷的致密度随着离心力的增加而提高。但当离心力过大时,Fe相和A12O3陶瓷相分离得较为彻底,陶瓷层与铁层之间的结合强度降低[3]。离心力一般保持在200 GPa左右,可以获得质量较好的陶瓷内衬复合钢管[4]。
冷却速度较大时,液相反应产物在液态停留时间短,气体来不及逸出,A12O3相已凝固完毕,A12O3陶瓷层中形成较多的气孔使得致密度较低;冷却速度较小时,凝固时间延长,陶瓷相在液态停留时间较长,A12O3熔体中的气体有较长时间逸出,使得陶瓷层中的气孔少,致密度高[5]。合适的冷却速度也有助于减轻陶瓷层产生裂纹的倾向。
2.1.2 重力SHS工艺参数的影响
重力分离SHS技术不需要离心力的作用,可通过控制预热温度、冷却速度、铝热剂颗粒大小及优化设备装置来提高陶瓷内衬质量。叶明惠等研究了Fe2O3粒度及预热温度对重力SHS法制备陶瓷内衬质量的影响。研究结果表明,当Fe2O3粒度较小时,使得自蔓延反应过程中与铝液接触的Fe2O3颗粒增多,有效促进了自蔓延反应转换率;对铝热剂选择合适的预热温度可使铝热燃烧速率增加,但预热温度过高,将造成铝热剂中CrO3添加剂分解,不利于燃烧过程的进行[6]。王建江等用重力SHS法和旋转工艺相结合制备了弯管陶瓷复合内衬,大大提高了弯管陶瓷内衬制备效率[7]。于滨发现在弯管两端增加适当长度的引管,其长度相当于弯头直径,可以制备出质量极好的陶瓷内衬[8]。另外,在重力分离SHS中利用机械振动并相应增大振动频率可有效促进铝热燃烧过程及Al2O3-Fe液相重力分离过程,并搅拌Al2O3-Fe熔液,使得气体容易从熔液中逸出,并且细化陶瓷层的凝固组织,提高了陶瓷内衬复合管的综合性能[9]。
2.2 铝热剂成分的影响
通过添加某些物质改变铝热剂的成分配比,影响自蔓延反应的燃烧和凝固过程,从而提高陶瓷内衬质量。根据添加剂对自蔓延燃烧过程的影响原理,可将添加剂分为两类:一类是不参与自蔓延燃烧过程,但其加入降低了燃烧温度和反应速率,阻碍了燃烧过程的快速进行;另一类是参与自蔓延燃烧过程,对燃烧过程具有促进作用[10]。
在铝热剂中加入SiO2和Na2B4O7等添加剂,降低了自蔓延反应时的燃烧温度和反应速率,陶瓷相的结晶温度降低,气相有更多的时间从陶瓷熔体中排出,提高了陶瓷的致密度;但是,当Na2B4O7含量过高时,由于Na2B4O7吸热作用将降低反应体系温度,陶瓷相的凝固时间缩短,气泡来不及逃逸,在陶瓷层中形成气孔,这将降低陶瓷致密度[11-12]。因此,在使用这类稀释剂时应考虑到双重作用的影响。
CrO3、KNO3、KMnO4等添加剂参与了燃烧过程,这些添加剂与Al反应放出的热量高于Fe2O3与Al反应时放出的热量,这些多释放出的热量提高了反应体系熔体温度,增加了气体逃逸的几率,提高了陶瓷层的致密度;但是,当加入过多的CrO3、KNO3、KMnO4等添加剂时,自蔓延反应温度过高会导致铝的气化,反而降低陶瓷的致密度并增强陶瓷层冷却后产生微裂纹的倾向[13-14]。
在Al-Fe2O3体系的SHS反应过程中,通过调整稀释剂、化学激活剂和化合物的配比,可以明显提高陶瓷内衬复合钢管的力学性能和腐蚀性能。向Al-Fe2O3体系中添加适量SiO2、CrO3和Y2O3等,可提高复合钢管的剪切强度,但对其压溃强度影响不明显[15]。在Al-Fe2O3体系中,加入适量ZrO2或MnO2,具有细化涂层组织的作用,可提高陶瓷层的力学性能[16-17]。目前,选用的添加剂颗粒尺寸基本都为微米级,选用纳米尺寸体系的铝热剂使得颗粉末之间接触面积增大,各组分能够充分燃烧,自蔓延反应可以充分完成,这可能将更进一步提高陶瓷内衬复合钢管的力学性能。朱昱等人研究发现,使用纳米尺寸的添加剂可以提高陶瓷的致密度、压溃强度和压剪强度[18]。
2.3 物理场的影响
外加电场、磁场、超重和微波等物理场,通过影响自蔓延过程的燃烧过程和凝固过程,从而使得陶瓷层的显微结构发生变化。
2.3.1 电场的影响
Munir等人利用模拟和试验手段证明外加电场能够影响自蔓延反应的热力学和动力学过程,从而影响反应产物的相组成和分布特征[19]。凌宏江等人的模拟研究结果表明,随着外加电场强度的提高,电场能量更加集中作用在燃烧区域内,这将提高自蔓延反应时的燃烧温度[20]。
2.3.2 磁场的影响
在自蔓延反应过程中,熔体与交变磁场作用形成的电磁力将在熔体内形成搅拌作用,这将细化钢管陶瓷内衬的组织。张磊等人的研究结果表明,随着磁感应强度的增加,电磁搅拌作用可使陶瓷层组织明显细化[21]。
2.3.3 重力场的影响
超重力可使自蔓延过程中的反应物充分混合,并促进液态金属、液态陶瓷和气相分离及熔体成分均匀化,使得陶瓷内衬复合管性能提升[22]。宋亚林等人的研究结果表明,超重力可使得Al2O3/ZrO2(4Y)复合陶瓷组织细化并提高陶瓷层致密度[23]。
2.3.4 微波的影响
由于微波是从铝热剂内部开始加热,导致燃烧波的传播方向由内向外扩展,这将有利于自蔓延反应产生的气体排除,提高陶瓷层的致密度[23]。Balabanov等利用微波协助自蔓延技术,成功制备了具有较高致密度的 Yb:(YLa)2O3陶瓷层[24]。
3 结 论
利用自蔓延高温制备陶瓷内衬复合钢管技术可以显著提升钢管内壁的耐腐蚀性能,但是现有陶瓷内衬复合钢管产品的力学性能不能满足高温高压及超高温高压油气井苛刻环境的工况要求,亟需开发高强度新型陶瓷内衬复合钢管。
相比于无缝钢管,通过“高频焊管+管材热张力减径+热处理”(SEW)组合技术生产的钢管具有尺寸精度高和抗挤性能优等特点,已被广泛应用于石油行业[25]。利用TMCP工艺轧制的高强度卷板,将SEW技术与自蔓延高温制备陶瓷内衬技术相结合,开发出极具市场前景的高钢级陶瓷内衬SEW管,这将是陶瓷内衬复合钢管发展的新方向。
[1]王双喜,张龙,李俊寿,等.自蔓延高温合成—离心法制备 Al2O3陶瓷内衬复合钢管[J].热加工工艺,1998(5):31-32.
[2]何鹏,刘寒梅.陶瓷内衬复合油管在靖边油田的应用[J].延安职业技术学院学报,2011,25(3):128-130.
[3]赵忠民,叶明惠,杜心康,等.SHS陶瓷内衬复合管合成及陶瓷致密化技术[J].材料科学与工程学报,2002,20(1):120-124.
[4]李康中,符寒光.提高自蔓延高温合成陶瓷内衬钢管性能的研究[J].管道技术与设备,2001(4):34-37.
[5]狄石磊,王宁,高平.离心自蔓延高温合成复合钢管组织和性能的研究[J].表面技术,2007,36(6):50-52.
[6]叶明惠,赵忠民,杜心康,等.重力分离SHS陶瓷内衬复合弯管工艺参数研究[J].铸造,1999,22(8):1-5.
[7]王建江,赵忠民,陈兴国.复合弯管燃烧合成的自动化设备设计与应用[J].工艺与设备,2001(8):218-221.
[8]于滨.自蔓延高温合成陶瓷内衬复合钢管弯头工艺的研究[J].腐蚀与防护,2004,25(3):137-138.
[9]王建江,赵忠民,叶明惠,等.机械振动对SHS陶瓷内衬复合管显微结构与力学性能的影响[J].复合材料学报,2000(2):55-59.
[10]李静,汪琦,杨大正.陶瓷内衬复合管的自蔓延高温合成技术[J].耐火材料,2005,39(1):65-69.
[11]朱昱,孙书刚,倪红军,等.提高SHS-离心陶瓷复合钢管性能的研究[J].特种铸造及有色合金,2010,30(12):1137-1139.
[12]朱昱,黄锋,孙书刚,等.添加剂对SHS陶瓷内衬复合钢管性能影响的研究进展[J].硅酸盐通报,2011,30(5):1122-1125.
[13]狄石磊,王宁.自蔓延高温合成Al2O3陶瓷内复合钢管技术的现状及展望[J].材料保护,2007,4(5):48-51.
[14]李冬黎,夏天东,康龙,等.复合钢管陶瓷层相组成及致密化的研究[J].甘肃工业大学学报,1999,25(4):17-21.
[15]李厚补,严密林,戚东涛,等.自蔓延高温合成陶瓷内衬复合钢管的性能评价[J].材料热处理技术,2011,40(8):112-115.
[16]符寒光,凡定胜.自蔓延高温合成陶瓷内衬复合钢管的研究[J].矿山机械,2002,30(8):36-38.
[17]张磊,焦万丽.MnO2对自蔓延高温合成陶瓷复合钢管陶瓷层结构和性能的影响[J].硅酸盐学报,2007,35(11):1542-1545.
[18]朱昱,孙书刚,黄锋,等.纳米铝热体系制备陶瓷复合钢管组织及性能[J].材料热处理学报,2012,33(2):21-25.
[19]MUNIR Z A.The effect of external electric fields on the nature and properties of materials synthesized by selfpropagating combustion[J].Materials Science and Engineering:A,2000,287(2):125-137.
[20]凌宏江,谢宏,严有为.电场作用下Mo-C-Si系的过程数值模拟[J].武汉理工大学学报,2006,28(10):45-48.
[21]张靖,张龙,赵忠民,等.超重力对燃烧合成自生Al2O3/ZrO2复合陶瓷的影响[J].特种铸造及有色合金,2007,27(11):872-875.
[22]宋亚林,赵忠民,张龙,等.超重力对燃烧合成Al2O3/ZrO2(4Y)的影响[J].稀有金属材料与工程,2009,38(S2):94-97.
[23]彭金辉,张利波.微波协助自蔓延高温合成技术新进展[J].稀有金属,2001,25(3):222-225.
[24]BALABANOV S S,BVKOVB Y V,EGOROVB S V,et al.Transparent Yb:(YLa)2O3ceramics produced by selfpropagating high-temperature synthesis and microwave sintering[J].Optical Materials,2013,35(4):727-730.
[25]毕宗岳,韦奉,王涛,等.快冷对中低碳钢SEW管材组织性能的影响[J].材料热处理学报,2014(S1):39-44.