不同焊接方法对NiCrFe堆焊层组织及性能的影响
2016-01-09闫侯霞
闫侯霞
(内蒙古能源发电金山热电有限公司,呼和浩特010106)
电火花堆焊技术是一种具有独特技术优势的新兴材料表面技术,在表面耐磨损、耐腐蚀、抗氧化、表面修复与改性等方面具有广阔的应用前景,不仅应用于工具、模具与刃具、矿山、冶金、汽车、医用器材等一般工业领域,还可以应用于核反应堆、直升机和战机引擎等高端零件。
电火花堆焊是利用电极棒在工作表面旋转,在相互接触的微小区域瞬时(10-6~10-5s)流过高密度的电流(105~106A/cm2),由于放电能量在时间和空间上高度集中,在微小的放电区域内产生4 727~24 727℃的高温,使该区域的局部材料高能离子化,电极棒高速转移到工件表面,并扩散进入到工件表层,形成冶金型牢固结合的堆焊层。
与其他表面堆焊方法相比,电火花堆焊有如下优点:①能量输入低,母材保持在室温,热影响区及变形极小,可忽略其对母材的影响;②仅需少量或不需进行前、后处理;③适用范围广,可适用于所有能导电、可熔的金属及陶瓷材料。
本研究分别采用电火花堆焊技术、氩弧焊堆焊技术和手工电弧焊堆焊技术在同一焊接母材Q345钢表面堆焊同类型焊接材料,对比堆焊层至母材之间硬度的分布情况,分析不同堆焊方法堆焊层的组织及元素过渡情况,为利用堆焊技术修复轴类表面划伤提供技术及理论支持。
1 试验材料及方法
试验母材选用Q345钢,制备成3个试样,规格为20 mm×20 mm×12 mm。在试样表面的中心加工一个深2 mm、60°角的V形槽,用来模拟轴类表面的划痕。
电火花堆焊采用DZ-4000(Ⅲ)多功能表面强化机,火花放电电极直径4 mm,氩弧堆焊及手弧堆焊采用焊条直径分别为2.5 mm和3.2 mm,堆焊材料选Ni、Cr、Fe含量相近且在生产实践中有成功修复轴类案例的火花放电电极、氩弧焊丝或手弧焊条,其化学成分及堆焊工艺参数见表1、表2。
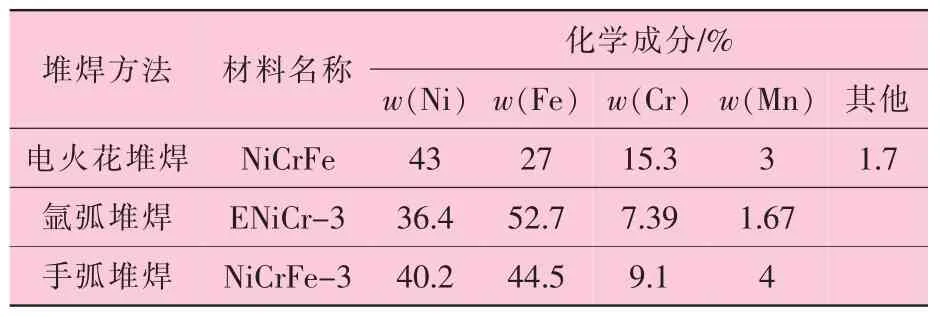
表1 堆焊材料的化学成分

表2 堆焊工艺参数
使用HVS-30Z/LCD数字式维氏硬度计对堆焊层至母材间的硬度分布进行测试,使用Axio Observer A1m型金相显微镜对熔合区组织进行分析,使用带有EDS的Philips Quant 400型扫描电子显微镜对堆焊层截面各元素的分布情况进行分析。
2 试验结果及分析
2.1 试验结果
利用3种堆焊方法,试样表面的模拟划痕均被成功修复。从试样截面对应V形槽的中心开始,自母材至堆焊层每隔0.25 mm测量一个显微硬度值,测量的结果如图1所示。从图1可以看出,电火花堆焊母材与堆焊层之间发生硬度变化的区域很小,硬度值变化较大的区域为焊接热影响区,硬度值由母材区的180HV提高至堆焊层的400HV。氩弧堆焊及手弧堆焊的母材与堆焊层之间硬度变化的区域较大,手弧堆焊的母材硬度较高,表明在3种堆焊方法中,手弧堆焊对母材的热影响最大。

图1 不同堆焊方法试样硬度测量结果
2.2 试验结果分析
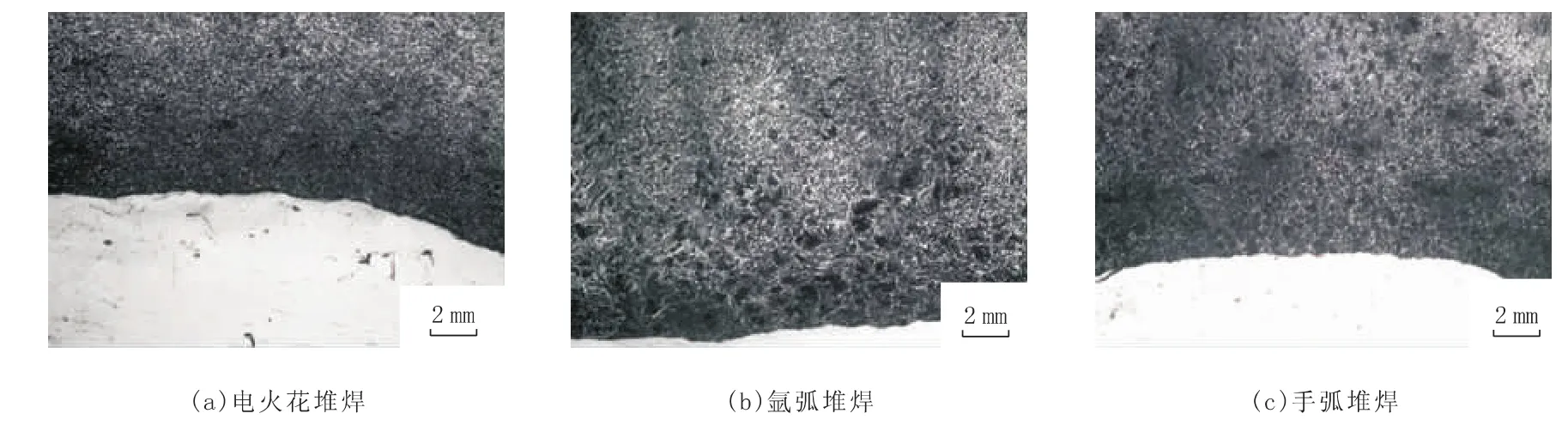
图2 3种焊接方法堆焊层的金相组织照片
图2为3种堆焊工艺下堆焊层的金相组织照片。从图2(a)可以看出,电火花堆焊工艺中下方白亮色为NiCrFe堆焊层,过渡区及热影响区相对较窄,主要由堆焊电极及母材在电火花放电能量下熔化发生冶金反应而生成。从金相组织可以看出,过渡区发黑,主要因为高温冷却时析出的细小碳化物附在细化的马氏体组织上腐蚀后形成。由于电火花堆焊的焊接热影响区很小,靠近堆焊层母材的组织没有发生变化,仍然为铁素体+珠光体。从图2(b)可以看出,氩弧堆焊层的金相组织中下方白亮色为堆焊层NiCrFe,过渡区及热影响区相对变宽,过渡区具有明显的奥氏体组织出现,熔合区至母材的组织逐渐发生变化,由奥氏体向铁素体+珠光体组织过渡。手弧堆焊层变化情况与氩弧堆焊变化情况基本一致,修复相同体积缺陷时,手弧堆焊的焊接热影响区更宽。
通过比较堆焊层及母材的金相组织发现,电火花堆焊对母材的热影响最小,手弧堆焊对母材的热影响最大,同时,通过比较这两种堆焊方法合金元素的过渡情况也可印证这一点。图3为电火花堆焊及手弧堆焊工艺下堆焊层截面形貌及元素线扫描结果。由图3(a)可看出,电火花堆焊层的组织均匀细密,基本没有裂纹气孔等缺陷,在堆焊层与母材之间存在明显的元素过渡区,熔合区宽度小于50 μm,在此过渡区内,元素含量是逐渐变化的,表明电极材料和母材之间发生了元素的相互扩散,因此堆焊层与母材之间结合牢固。图3(b)中手弧堆焊层合金元素的过渡更加平缓,表明焊接的熔合区域更宽,宽度大于100 μm。
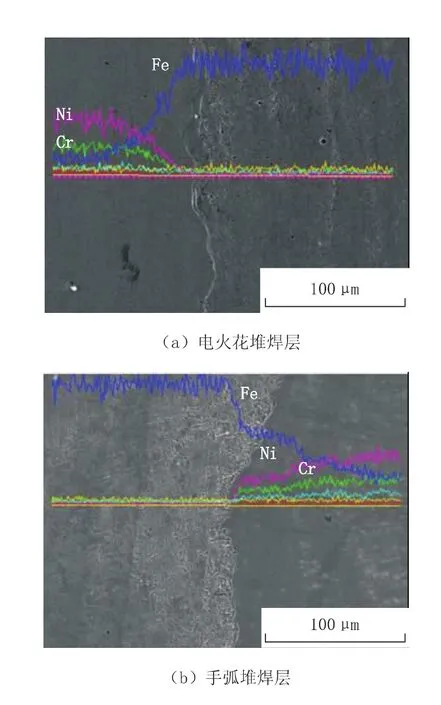
图3 不同焊接工艺下堆焊层截面形貌及元素线扫描结果
堆焊层中主要分布着Ni、Fe和Cr,其中Fe含量低于母材,这是因为Fe在母材中的含量远高于堆焊材料,部分Fe由母材进入堆焊层,这是一个扩散过程。Ni与Cr仅存在于堆焊层中,Ni与Cr在堆焊层中的含量高于母材,Mn及Nb含量较低,接近于母材,因此,在堆焊层及母材中的含量大致相同。
3 结 论
(1)电火花堆焊使母材至各堆焊层之间的硬度先增至某一峰值后下降,最后达到恒定值。
(2)电火花堆焊技术自母材至堆焊层硬度变化区域最窄,因此该堆焊技术产生的热影响区较小,母材因热输入产生的组织及变形非常小,特别适合电力轴类这些对变形要求严格部件的修复。
(3)电火花堆焊层与母材之间各元素发生扩散且过渡比较均匀,表明堆焊层与母材间为冶金结合,结合强度较高。
[1]游国强,陈勇,张均成,等.电火花堆焊技术的研究与应用现状[J].材料导报,2011(21):123-127.
[2]汪瑞军,黄小鸥.电火花沉积/堆焊技术的国内外应用现状[J].焊接,2006(10):19-23.
[3]孙凯伟,张琪娜,涂益民.电火花沉积技术国内外研究的最新进展[J].焊接技术,2014,43(8):1-5.
[4]赵晓春,孙增伟,刘晓明,等.电火花堆焊技术的研究及在电力轴类修复中的应用[J].热加工工艺,2010(19):178-180.
[5]郝建军,马跃进,樊云飞,等.反应电火花堆焊修复齿轮轴[J].农业工程学报,2008(11):107-110.
[6]王燕,张富巨.Q235钢电火花堆焊接头行为研究[J].电焊机,2014(3):128-131.
[7]IDRISS A N M,MRIDHA S,BAKER T N.Laser and GTAW torch processing of Fe-Cr-B coatings on steel[J].Materials Science&Technology,2014(2):101-119.
[8]郑相锋,冯砚厅,李中伟,等.电火花堆焊接头力学性能测试的研究[J].热加工工艺,2008(19):129-130,134.
[9]孟劭萍.铬镍薄壁不锈钢管手工钨极氩弧焊施工工艺[J].天津建设科技,2015,25(6):39-41.
[10]BHADURI A K. Hardfacing of austenitic stainless steel with nickel-base NiCr alloy[J]. International Journal of Microstructure&Materials Properties,2011(6):103-107..